聚焦激光熔覆-增材制造陶瓷的历史、发展、未来(五)
陶瓷增材制造的工业应用比金属和塑料材料大概晚十多年,这其中陶瓷增材制造的许多挑战可以追溯到加工结构陶瓷材料的内在困难,包括加工温度高、对缺陷敏感的机械性能和加工特性差。为使陶瓷增材制造领域成熟,未来的研发应着眼于扩大材料选择,改进3D打印和后处理控制,以及多材料和混合加工等独特能力。
从历史的角度讨论了七种3D打印技术制造致密、结构先进的陶瓷部件。本期讨论的是激光熔覆(L-DED)在陶瓷加工方面的应用,并畅谈了各种技术的发展挑战与未来陶瓷增材制造发展趋势。2017年-2021年, 是基于光固化的陶瓷3D打印在航空、医疗领域得到应用发展的五年。同样是在这五年中,粘结剂喷射3D打印技术在模具、铸造型芯制造中的应用得到加强,陶瓷3D打印企业发力于生产级的陶瓷3D打印系统与材料的研发,同时更低成本与更高精度的3D打印技术进入市场。随着陶瓷增材制造技术与材料技术的继续发展,基于光固化、粘结剂喷射、材料挤出3D打印技术的应用将得到不同程度的加强,应用领域预计将扩展至汽车、牙科、能源、电子等更多领域。

![]() 9. 先进陶瓷的定向能量沉积
9. 先进陶瓷的定向能量沉积
9.1.技术原理
定向能量沉积 (DED),通常称为激光熔覆或激光工程净成形 (LENS),使用激光将粉末或线材原料逐层熔化以构建三维零件,该过程类似于焊接,其中熔池是通过熔化馈线形成的,如图 9A 所示。DED 是唯一一个完全是单步工艺的陶瓷增材制造工艺,这意味着所形成的零件不需要工艺后致密化。然而,由于激光引起的熔池中的快速加热和冷却导致的热裂纹,DED 用于制造大块陶瓷部件的使用受到限制。这种效果类似于先前描述的粉末床熔化。此外,由于完全熔化的自由成型制造,会出现较差的表面光洁度和尺寸稳定性。有趣的是,没有发现报告弯曲强度的陶瓷 DED 研究,而经常报告断裂韧性。
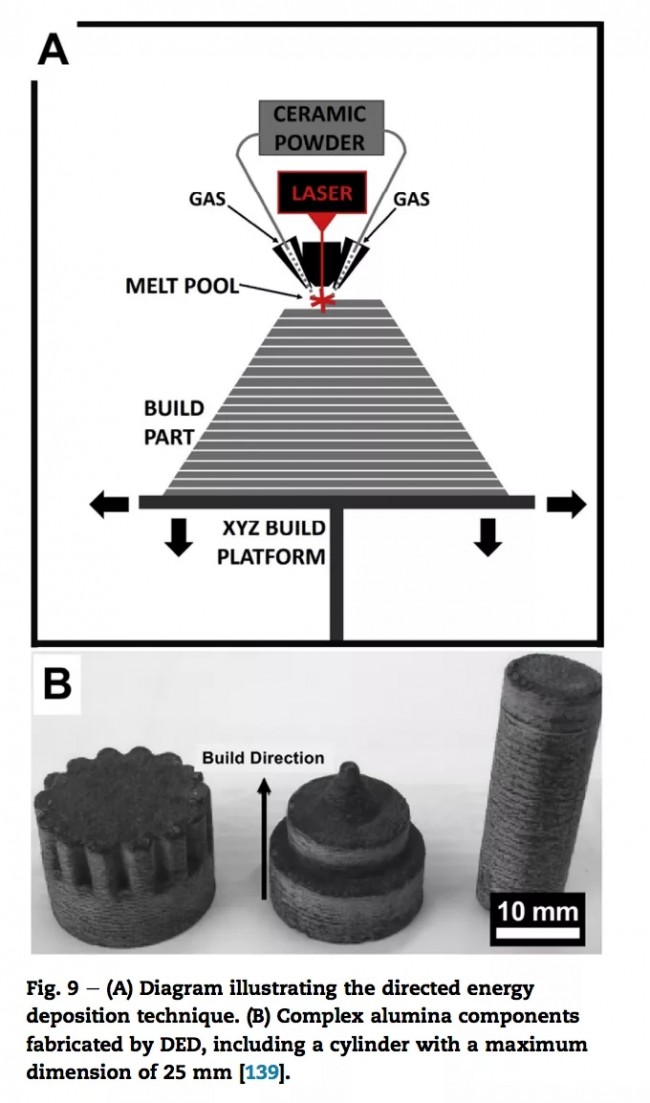 图 9. (A) 图示说明了定向能量沉积技术。(B) 由 DED 制造的复杂氧化铝组件,包括一个最大尺寸为 25 毫米的圆柱体。
图 9. (A) 图示说明了定向能量沉积技术。(B) 由 DED 制造的复杂氧化铝组件,包括一个最大尺寸为 25 毫米的圆柱体。
9.2.进化
1993 年首次发表的陶瓷 DED 工艺研究了选择性区域激光沉积 (SALD) 方法,该方法使用激光选择性加热基板并基于前体气体进行材料沉积。研究人员使用四甲基硅烷作为前体气体,证明可以在氧化铝基板上选择性地制造小的 SiC 沉积物。
沉积物形态高度依赖于前体气体中的氧气浓度;低氧含量导致平滑沉积,高氧含量导致树枝状沉积。然而在研究中,构建高度仅限于单层,因为在打印第二层时,大的热梯度会导致开裂和不规则生长。使用定向能量沉积过程并利用粉末混合系统创建了逐渐的、渐变的成分变化。通过逐渐改变成分,降低了热梯度,成功制造了内聚零件。
一种类似的方法是选区激光沉积气相渗透 (SALDVI) 方法,其中使用选择性化学气相沉积工艺将粉末熔化在一起。研究人员展示了使用四甲基硅烷作为前体气体将 SiC 选择性渗透到 Mo、SiC、ZrO2 和 WC 粉末床中的技术。激光用于选择性地将 SiC 逐层沉积到粉末床中,以创建多层部件。为了获得足够的渗透深度,必须使用较慢的激光扫描速度。然而,在低扫描速度下,SiC 沉积不均匀。由于这些竞争因素,制造的零件表面光洁度差,空隙大。
9.3.最近的发展
2008 年,科研人员首先证明了通过 LENS 技术成功生产大块氧化铝陶瓷。图 9B 显示了由 DED 制造的几个复杂零件,最大尺寸达到 25 毫米。制造的氧化铝零件的相对密度接近 96%,通过在 1600 °C 下进行短暂热处理,相对密度增加到 98%。热处理部件的平均抗压强度为 276 MPa。为了制造不会因直接能量沉积过程固有的大温度梯度而失效的散装零件,科研人员对熔池进行了精确的热管理。
科研人员再次研究了氧化铝的定向能量沉积,但添加了氧化锆和氧化钇掺杂剂以减少加工缺陷并改善微观结构。成功制造出高度为 50 毫米的完全致密部件。具有纳米级共晶微结构的完全致密部件是通过将氧化铝与氧化锆和氧化钇混合掺杂而开发的。实现了间距为 100 nm 的共晶晶粒结构,从而具有高硬度 (17.15 GPa) 和断裂韧性 (4.79 MPa∗m1/2)。
使用定向能量沉积工艺来制造功能分级的 ZTA 部件,氧化锆的含量从 5 到 40 重量%不等,这使得可以局部调整不同的微观结构和相。通过异质结构的相控制,韧性和硬度均得到提高。添加 20 wt.% 的氧化锆可将硬度提高 6.1%,但与其他产品相比,添加额外的氧化锆会降低硬度。
断裂韧性随着氧化锆含量的增加而持续增加,最大提高 38.2%,等于 3.7 MPa*m1/2,在 41.5 wt.% 氧化锆的掺杂水平下。科研人员使用超声波振动辅助定向能技术生产散装 ZTA 零件。在没有振动的情况下制造的零件中产生的裂纹不会出现在使用相同加工参数但由超声波振动辅助制成的零件中。由于超声波振动降低了热梯度并细化了晶粒尺寸,因此裂纹减少了。通过应用振动,晶粒尺寸从 16 微米细化到 8 微米,这增加了 DED 加工过程中熔池中的成核率。
通过超声振动辅助 DED 制造的零件的硬度和抗压强度均得到提高。此外,超声波振动提高了光吸收率,与非辅助 DED 技术相比,可节省 9% 的能源。科研人员还生产了间距为 60-70 nm 的纳米级共晶 ZTA 微结构,不过完全致密的零件在其表面具有残余压应力,这导致了 7.67 MPa*m1/2 的高断裂韧性。
![]() 10. 结论和未来方向
10. 结论和未来方向
10.1.结论
尽管金属和聚合物增材制造在原型制作和工业生产方面都取得了巨大成功,但由于陶瓷材料固有的困难加工条件,陶瓷增材制造仍处于研发阶段。尽管如此,一些陶瓷增材制造技术已经取得了很大进展。
1990 年代的陶瓷增材制造进展集中在基本技术进步、工艺参数优化和工艺建模方面。这导致了高密度、机械性能良好的零件的生产和材料选择的扩展。最近的努力集中在新颖的结构、多材料能力以及结构和功能部件的进一步实现上。在陶瓷领域,以下是最有前途的方法:
- 光聚合可生产出具有卓越表面光洁度和分辨率的部件,但对于具有高吸光度和折射率与光固化树脂差异的深色陶瓷材料,面临着重大但尚未解决的挑战。出于这个原因,包括碳化物、硼化物和氮化物在内的许多先进陶瓷在该技术中取得的成功有限。工业陶瓷增材制造非常注重这种技术,以氧化物陶瓷为主要原料。不过根据3D科学谷的市场观察,将陶瓷颗粒加载到光固化树脂中的一个值得注意的替代方法是先驱体转化陶瓷(PDC)方法。
- 粉末床工艺、粘结剂喷射和粉末床熔化具有支撑悬垂结构和广泛的材料选择的优点,但表现出较差的表面光洁度和低生坯密度。用于这些工艺的粉末原料通常尺寸较粗,以保持自由流动行为。相反,陶瓷部件的最终性能在很大程度上依赖于精细的微观结构和全密度,这需要使用精细的,通常是亚微米级的原料粉末和高生坯密度,该技术擅长为医疗植入物等应用生产具有高孔隙率的支架。
- 由于片材层压始于 1940 年代的流延成型,因此它具有最悠久的历史,可用于洞察力和工艺优化。流延工艺是众所周知的,目前已实现自动化和规模化以供工业使用。如果可以最大限度地减少界面缺陷和分层问题,这是制造结构陶瓷部件和复合材料最有前途的工艺之一。
- 材料挤出工艺可实现广泛的材料选择并利用低成本设备。使用两个或多个喷嘴或混合头,可以生产具有离散和连续成分变化的复合部件。原料材料可以装载到所有 AM 系列中最高的陶瓷含量,从而实现致密的结构组件。主要缺点是分辨率和表面光洁度差。
商业陶瓷增材制造部门专注于上述工艺:光聚合、粘结剂喷射、粉末床熔化、片材层压和材料挤出。大多数陶瓷 AM 设备和零件的主要商业供应商都使用光聚合技术,包括 3DCeram、Admatec、EnvisionTEC、Lithoz 和 Tethon3D。Admatec 打印机使用光聚合和片材层压之间的混合工艺,其中使用刮刀产生均匀厚度的高陶瓷含量光固化浆料层,该浆料层使用紫外线选择性固化。ExOne 使用粘结剂喷射来形成随后烧结的生坯陶瓷部件。3D Systems、Solidscape、Stratasys 和 nScrypt 生产专注于牙科和生物打印应用的材料挤出设备。
10.2.未来发展方向
尽管已经取得了实质性进展,但在初始研究和增材制造过程中发现的挑战今天仍然存在。挑战包括原料设计、打印和后处理相关缺陷、过程控制和监测以及各向异性机械性能。
原料设计挑战继续阻碍陶瓷增材制造,应开发包含物理和化学特性、最佳打印和后处理参数,由此产生的微观结构演变以及基于应用的陶瓷原料建议的数据库。例如,数据库可以概述各种陶瓷材料之间的反应性加工关系。
本综述讨论了反应键合和熔体渗透等反应性加工技术,但这些技术是在后加工过程中实现的。兼容原料的数据库将加速对直接增材制造工艺(如 PBF)的原位反应处理的研究,这显示出巨大的前景,但需要进一步开发以用于工业用途。同样,先驱体转化陶瓷的前体材料及其加工参数数据库可以推动该领域的进展。PDC 方法通过消除使用亚微米陶瓷原料的挑战,使厘米尺寸的零件具有亚微米特征,这些材料也可以烧结到全密度。对可加工的亚微米陶瓷原料材料的成功研究可以为大块结构陶瓷提供类似的混合方法。
下一步,需要探索打印过程的原位监控,以提高质量控制和控制缺陷。业界已经为聚合物和金属增材制造工艺探索了几种监测技术,包括喷嘴压力和温度传感以及PBF的熔池热分析,但在陶瓷增材制造工艺的原位监测和反馈控制方面的工作很少存在。
当前有研究开发了一种基于图像特征分析的过程监控技术来检测 FDC的缺陷,但没有实施反馈回路,系统需要手动校准和图像预处理。为陶瓷悬浮挤出工艺实施具有反馈控制的喷嘴压力传感器将实现一致的迹线宽度并提高零件质量。通过 X 射线计算机断层扫描进行监测具有实时检测空隙的潜力,这可以提供有价值的反馈以优化加工参数并减少打印衍生缺陷。
由于陶瓷材料的高加工温度和脆性,几乎没有探索过直接加工。未来的研究应该深入研究直接工艺,因为陶瓷 AM 的大部分时间和能源成本来自后处理。闪蒸和微波烧结等新型烧结方法可能为改进单步陶瓷增材制造工艺提供机会。科研人员研究了陶瓷 PBF 的闪光烧结,但由于热裂纹和闪光的不均匀引发而取得了有限的成功,需要改进过程控制来推动这些新方法的发展。
与用于金属和聚合物的直接增材制造工艺相比,陶瓷材料的间接加工在避免各向异性机械性能方面具有优势。如果可以消除打印缺陷,则后处理和致密化应消除层界面。直接金属增材制造工艺中发生的微结构纹理不应影响在二次步骤中烧结的陶瓷部件。
通过使用成分梯度,可以消除多材料部件中导致内部应力集中、开裂和界面分层的急剧转变。材料沉积工艺,包括材料喷射、材料挤出和定向能量沉积,特别适合多材料制造,因为它们本质上是一维工艺,可以在任何体素处调整进料。功能梯度复合材料的制造有可能大大提高陶瓷材料的损伤容限,陶瓷材料通常很脆具有缺陷主导的机械性能。
此外,遵循自然结构的分层设计应该通过几个层次的结构来探索:宏观和中尺度特征可以通过喷嘴路径产生;微尺度的纤维和颗粒排列可以通过用于流延成型的刮刀和用于槽光聚合的刮刀的剪切梯度或挤出喷嘴中的压力梯度来控制;纳米级结构可以通过晶界添加剂实现。
(责任编辑:admin)

 中南大学:增材制备可生物
中南大学:增材制备可生物 2024年二季度,中国3D打印
2024年二季度,中国3D打印 《Bioactive Materials》
《Bioactive Materials》 增材制造中机器学习研究综
增材制造中机器学习研究综 高性能水凝胶的3D生物打印
高性能水凝胶的3D生物打印 研究人员开创使用X射线和
研究人员开创使用X射线和 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复

