�۽�LOM��ѹ��Robocasting-���������մɵ���ʷ����չ��δ��(��)
�մ���������Ĺ�ҵӦ�ñȽ��������ϲ��ϴ����ʮ���꣬�������մ����������������ս�����ݵ��ӹ��ṹ�մɲ��ϵ��������ѣ������ӹ��¶ȸߡ���ȱ�����еĻ�е���ܺͼӹ����ԲΪʹ�մ���������������죬δ�����з�Ӧ�������������ѡ�Ľ�3D��ӡ�ͺ������ƣ��Լ�����Ϻͻ�ϼӹ��ȶ���������
����ʷ�ĽǶ�����������3D��ӡ�����������ܡ��ṹ�Ƚ����մɲ������������۵���LOM��ѹ��Robocasting-�Զ������������մɼӹ������Ӧ�á�2017��-2021��, �ǻ��ڹ�̻����մ�3D��ӡ�ں��ա�ҽ������õ�Ӧ�÷�չ�����ꡣͬ�������������У�ճ�������3D��ӡ������ģ�ߡ�������о�����е�Ӧ�õõ���ǿ���մ�3D��ӡ��ҵ���������������մ�3D��ӡϵͳ����ϵ��з���ͬʱ���ͳɱ�����߾��ȵ�3D��ӡ���������г��������մ��������켼������ϼ����ļ�����չ�����ڹ�̻���ճ������䡢���ϼ���3D��ӡ������Ӧ�ý��õ���ͬ�̶ȵļ�ǿ��Ӧ������Ԥ�ƽ���չ�����������ơ���Դ�����ӵȸ�������
 ��3D��ӡ���մɰ�Ƥ����
��3D��ӡ���մɰ�Ƥ����
![]() 7. ���մ�Ƭ�IJ�ѹ
7. ���մ�Ƭ�IJ�ѹ
7.1 ����ԭ��
Ƭ�IJ�ѹ��ͨ����Ϊ�ֲ��������� (LOM)���漰��Ԥ���մɴ��и�ͷֲ㣬ͨ��ͨ�����ӳ����Ƴ� 3D ����������һ�����ο飬���а����ɡ�ƽ�̡�֧�Ų��ϰ�Χ���������
�������Ͽ�Ȼ���ս��ȥ�����壬����֧������������е�Ƴ�����ȡ���յļ�����״��
���ӱ��մ�Ƭ�Ĺ����� 1940 ������ר������ʵ�ֵ���������ʵĴ��ģ��������Ȥ���ǣ��� 1988 �걡���ѹ���ר��ʱ������������ά����ķֲ��մɽ�������ҵӦ���ͺ��˽� 30 �ꡣ����Ӧ���ͺ��ԭ����Ҫ�����ڼ���ɨ���豸�������Ŀ������ޣ���Щ�������Խ� 3D ģ��ת��Ϊ��Ƭ���˶��滮�������ڸ�Ч���Զ��������жԼ�����й�դ���Թ��������Ƭ�IJ�ѹ�������������������ص���ս�����зֲ㡢��϶�ʺ���Ӧ������Ŀ��ѵ�ȱ�ݻᵼ�����ʧЧ��
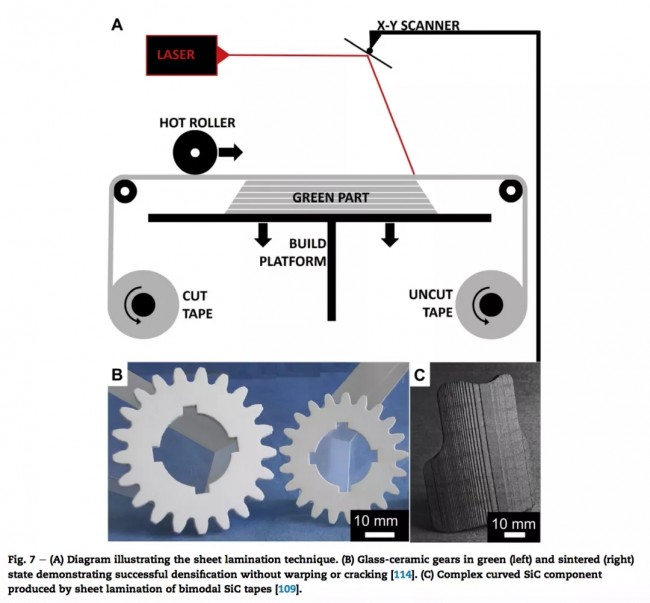 ͼ 7. (A) ͼ��˵��Ƭ�IJ�ѹ������(B) ��ɫ�����սᣨ�ң�״̬��������������ʾ�ɹ����ܻ���û���������ѡ�(C) ͨ��˫�� SiC ��Ƭ��ѹ�����ĸ������� SiC �����
ͼ 7. (A) ͼ��˵��Ƭ�IJ�ѹ������(B) ��ɫ�����սᣨ�ң�״̬��������������ʾ�ɹ����ܻ���û���������ѡ�(C) ͨ��˫�� SiC ��Ƭ��ѹ�����ĸ������� SiC �����
7.2.����
1991 �꣬ҵ���״�չʾ��ʹ�ò�ѹ��������ά�����������϶��õ��˳ɹ���չʾ�������մɡ�ֽ�š����ϡ����ϲ��ϣ�����������
1994 �꣬ҵ��ʹ�� LOM ������и��Ӽ�����״���Ƚ��ṹ�մɲ�����Ϊ����֤��ӡ�����Ļ�е���ܣ����� LOM �ʹ�ͳ��ѹ���Ʊ������������������� LOM ��������Ƭ��ͨ���ùε������Ͻ����� 15 ��m ��������������ġ���������װ�ص���Ӧ���ϲ����빹��ƽ̨��ʹ�ü����и������ճ�������״�������ں�������������ȥ������ÿһ��ʩ��������ѹ��������ϡ�ѹ�Ʋ����� LOM �������� 600 ��C ���Ƚ���ȥ���л����ϣ�Ȼ���� 1550 ��C ���ս� 2 Сʱ�����ֹ��յ��������սᵽȫ�ܶȣ���϶��С�� 1%��
ʹ��LOM������ҵ�绹�����˸��ӵ��մ� ZrO2-Al2O3 ���ϲ��ϡ��� Ce-ZrO2 �� Ce-ZrO2/Al2O3 �ijɷ����������ֲ�ͬ��ȵĽ�����58 �� 116 �ס����ϲ�����ͨ������ʹ�����������IJ��������ġ�����ͨ���Ƚ���к�����Ȼ���� 1600 ��C ���ս� 6 Сʱ�����ղ����Ŀ�϶��С�� 1%������û�й۲쵽���ȱ�ݵķֲ㡣���ں��Ϊ 116 �� 58 ����ʼ���������ܲ����е����ղ���ԼΪ 85 �� 44 �ס������岿���븴�ϲ�����ȣ�ͨ����㽻����ϣ�����ǿ������� 20%�����������ʹ�ֱ����ĸ��Ӽ�����״�ѳɹ����ø��Ͻṹ�Ƴɣ�Ӳ����ɷֵIJ�ͬ���ֲ��仯��
1996 �꣬Klosterman �����о��������մɷ�ĩ ��(1) �ߴ�Ϊ 30 ��m �Ĵ� SiC ��ĩ�����Խ��к�������(2) ����Ϊ 2 �� 30 ��m ��˫�� SiC��(3) ����Ϊ2 ��m��AlN��ĩ���մ�ԭ��ʹ�ñ����ӹ����Ʊ������� 60 vol.% �մɷ�ĩ��ճ��������ܼ����ܼ���ɵĽ��Ͻ����ɺ��Ϊ 150-175 �� 300-325 ��m �Ľ������մɴ����ֶ����ص�Ƭ�IJ�ѹϵͳ�С�Ϊ�˷�ֹ��Щ̼��������ڰ�IJ�ѹ�����б��������ķ���ڼ���Ľ��㴦�ṩ���������Ա����и���̡�Ϊ������ LOM ����������ǿ�ȣ�������һ������ճ���ȼ��ѭ����ʹ���ܼ��ӷ�������ճ��������Ĺ����ͷ�Ӧ���ϵ��³ߴ�仯��С�Ľ����β�������ͼ 7C ��ʾ��Ȼ�����ϲ�IJ�ճ�ϵ��·ֲ����Խϵ͵� 160 MPa ����ǿ�ȡ����֮�£�ͨ��ճ������������� SiC ����������ǿ��ԼΪ 280 MPa��
ҵ���� 1997 ��չʾ��һ�����ӵ�Ƭ�IJ�ѹϵͳ���Զ����ӹ��գ������ֶ�����ԭ�ϡ��������մɽ��ϵĶ������� 0.25 ����ı�Ƭ����������ý��ϸ����ʵ�Ľ�������Ҫ�������ַ�ʽ���������Ľ��ϲ�����ϲ�����Ƭ�IJ�ѹϵͳ��Ȼ�������뽬�ϲ���롣��ȫ�������Ҫ����Ϊճ�������ϵ��κν��϶����ڲ�ѹ���������¿�϶�����и��Ӽ�����״������ɹ���������� 20 �㡣�Ƚ���ս���������� 10-15% �Ŀ�϶�ʣ���µ�ǿ�Ⱥͷֲ㡣
ҵ���� 1998 �귢����һ������о����ص��Ǹ��Ʋ�ѹ��Ľ���ճ�ϡ�̼�������ʹ�ùε��ͺ�������ģ̬̼�����ĩ��2-3 �� 60 ����������ʯī��ĩ��ճ���ϵͳ�Ľ��������ġ���ѹ������Ϊ 180 ��C������ճ����۵㣬��ʵ���㹻�IJ��ճ�ϡ�600 ��C �µ��Ƚ�� 1600 ��C �����ķ�Ӧ���ϲ��������β�������õĵ�����ǿ��Ϊ 80 MPa����Ԥ�ڵ� 300-400 MPa ��ȣ����ڲ���洦�۲쵽���϶��ͨ����ʯī�ۺ����� 5 vol.% ���ӵ� 20 vol.%��ǿ�����ӵ� 155 MPa��Ϊ�˽�һ�����ǿ�ȣ���Ҫ�Ľ�����ϡ�Ϊ�˸���ճ�ϣ��ڲ�ѹ֮ǰ���ܼ������ڽ����ϲ������Ӳ�ѹ�����¶Ⱥ�ѹ����ʹ����Щ���������ճ�ϵõ��˸Ľ���������������и����������ڴ���֧�������Χ��ÿ���������ж����и��������ʹ�ڸ��ߵIJ�ѹѹ�����¶���Ҳ�ܳɹ�ȥ�������塣�ò�����������֧����������貿��֮��Ľ��洦����һ�㱡���������㣬��������ȥ����������ϡ�ͨ��ʹ�ö����и�������õIJ�ѹ������չʾ����ȱ�ݲ���档
7.3.����ķ�չ
ҵ���� 2000 ��ʹ��Ƭ�IJ�ѹ���������˵����貿��������ԭ�������������о��Ⱥ�ȵľ����մɴ��������ղ����Ļ�е����֮�����ֱ������ԡ����⣬��ѹ��ѹ�����¶Ⱦ��������Ż����Դﵽ�㹻�IJ�����LOM��ѹ��������IJ����� 500 ��C ���ȽⲢ�� 1750 ��C ���սᣬ�����϶�ʵ��� 3%����Ƭ�IJ�ѹ�����ĵ��������������ǿ�ȺͶ���������ʹ�ô�ͳ��������ĵ����������ƥ�䡣���ѱ�����ʾ��ȫ�IJ��ϲ���û�й۲쵽���ȱ�ݡ�
ҵ�绹��������в�ͬ������ SiC ������Ԥ�մɾۺ����ʹ��Ƭ�IJ�ѹ�������칦���ݶ��մɡ����зּ����ȵ� SiC �ṹ�Ŀ���ǿ�ȱ��Ծ������������Ľṹ�� 25%��
���⣬ͨ����ԭ�ϴ���ת 90�� �����Ӳ����մ������ǿ�ȣ����ڲ�ѹ���̵�ÿһ����С����ӵ� Li2O-ZrO2-SiO2-Al2O3 ���������� 700 ��C ���սᲢ�ﵽ�ӽ�ȫ�ܶȣ���ͼ 7B ��ʾ��
![]() 8. �Ƚ��մɲ��ϼ�ѹ
8. �Ƚ��մɲ��ϼ�ѹ
8.1.����ԭ��
���ϼ������գ�ͨ����Ϊ Robocasting���漰ͨ���������ض�ͼ����㼷�����մɺ����Ľ��ϣ���������ά��������ϼ�����ͼ 8A ��ʾ���ò��Ͽ�����������Һ����ʽ��������ͨ����������ȴ�������߹̻�����������ЧӦ��������֧�š���������������ѧʹ��ī�ܹ��ڴﵽ����Ӧ��������±��ֽṹ�����ԣ�Ȼ��������ϡ����Ϊ��������Ϊ����īˮ����С���죨���л��������ڼ���������״���ͼ��л�����������Ҫ�����ϼ����������ŵ�����ͳɱ���е��ͨ��ԭ�Ϻ������ܶȡ���ս����ʵ��С�����ߴ硢�;��ȺͲ�ı�����ȡ�
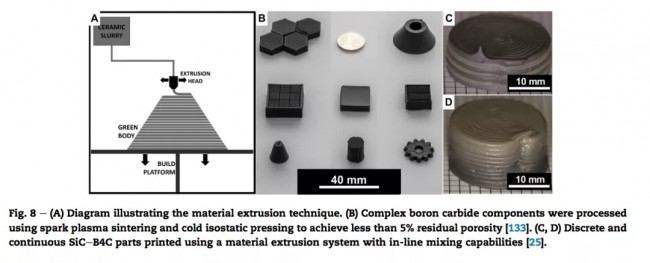 ͼ 8. (A) ˵�����ϼ���������ͼ����(B) ʹ�÷ŵ�������ս����Ⱦ�ѹ�ӹ�����̼�������Դﵽ���� 5% �IJ����϶�ʡ�(C, D) ʹ�þ�������Ϲ��ܵIJ��ϼ���ϵͳ��ӡ����ɢ������ SiC-B4C ������
ͼ 8. (A) ˵�����ϼ���������ͼ����(B) ʹ�÷ŵ�������ս����Ⱦ�ѹ�ӹ�����̼�������Դﵽ���� 5% �IJ����϶�ʡ�(C, D) ʹ�þ�������Ϲ��ܵIJ��ϼ���ϵͳ��ӡ����ɢ������ SiC-B4C ������
8.2.����
1995 �꣬��˹��ѧ�մ��о����Ŀ������մ����ڳ��� (FDC) �������ù�����ʹ�õ�ԭ����װ���մɷ�ĩ���Ⱦۺ��ﳤ˿��FDC �������� Stratasys ���������ڳ�����ģ�������Ⱦۺ��ﳤ˿���ۻ��������Թ������ϲ���������� 55 vol.% Si3N4 �������Գ�˿����ӡ���սᵽ���� 98% ������ܶȺ� 824 MPa ��ƽ������ǿ�ȡ���ӡȱ���Dz��ϼ������յ���Ҫ���⣬��Ϊ��һ�µĵ���·�����ɻᵼ�´�ӡ���ϵĺۼ�֮����ִ�Ŀ�϶���ڴ����IJ��Լ������ڼ䣬�����ֶ��Ż�����·���ļ��Լ���ȱ�ݡ�Ȼ�������ڸ����ӵļ�����״���ֶ����Dz����ܵġ�
������Աʹ����һ�ֲ�ͬ�ķ�������Ϊ������������ (MJS)������ʹ�û������������մɻ����ֱ������������졣���ּ��������˺�ʱ�ij�˿������ԭ�ϲ��ϰ��� 50�C70 vol.% ���մɲ��ϡ��ɹ�չʾ�˾��и��Ӽ�����״�� SiC ��������졣
һ���ɣ���ǹ���ʵ����ʹ���մɲ��Ͻ����˸߳�����ϼ�ѹ�о��������о�Ϊ�մɽ��ϵIJ��ϼ�����Ϊ Robocasting ��ͨ�����ơ����Ķ����������մ� AM �����������ܶȣ��Ը��ƺ�����Ϊ������֬���ս���̡��������ɹ���ӡ�� 50�C65vol.% ���մɺ����� 1vol.% ���л����ϡ�����ճ��������ۺϹ���������մɲ�����ȣ������л��ﺬ���͵ö࣬��Щ���������ڲ��� 24 Сʱ�����Ǽ����ڽ��к�����
���⣬���մɺ���ʹ�ս���и��ߵ�����ܶȺ��ٵ��������Ӷ��������������ܡ�3D��ѧ���˽������˸��մɺ������մɽ��������ż���������ս���������ѵ�������ƺ��ﶯ��ѧ��ɣ���ǹ���ʵ���ҿ���ˢ�Ľ��ϣ���������Darvan-821 A ��ˮ�ij�ֻ������Һ���մɺ������� 60 vol.% ʱ���ֳ�������������Ϊ��Ȼ����������Ϊ����ճ�Ⱥͻ�������ᵼ��̮��������ճ�ȺͿ��ٸ����ʵ�����õ���״�����ԡ�
Robocasting ����Һ�ڴ�ӡ�����б��ֳ����ŵ�������������Ϊ�����ڼ�������С�����Ѹ�ٱ�Ϊ������Ϊ���Ա�����ָ���ļ�����״��������������״��ͨ���������������մɽ��Ͻ��� Robocasting �Ƴɵġ�����Ԫ���� (FEA) ģ����������ٸ���ɱ������õ���״���еȸ�������ʱ���γɿ�϶�����������ʻᵼ�����Ե�̮����
2000 �꣬ҵ��Խ����մ�����Һ���������������ѧ�о���Ŀ����ʹ�ø�С������ʵ�� Robocasting�������״�����ԣ���������ȱ�ݵ������Ϊ�˽��������о��������һ�����ϵͳ�������ڴ�ӡ�����м�ʱ����ճ������������ַ������Ը�ͨ���ط��ֲ�ͬ��ĩ���ϵļ��������е�����մɺ�����
������Ա��һϵ�м��������²����˼���ֵ��ע��Ľ���������ճ�ȣ��ص��Ǹ����ӡ������ÿ������ļ������ʡ��ĸ���ӡ���ղ��豻Ϊ���͡���ϡ������ͳ��������⣬��ʹ�� FEA ģ������֤��������״̬���㡣ͨ������������������ϳɹ��شӳߴ�Ϊ 0.254-1.370 ���������ӡ����������ʾ�����õ���״�����ԣ�û�пɹ۲쵽��ȱ�ݡ�
8.3.����ķ�չ
ҵ�翪����һ�ֶ�ͷ FDC ϵͳ���ܹ���ӡ������ֶ��ص��մɸ��������Գ�˿��������˿��һ��װ�� PZT-5H��һ��װ�� PZT-8������������������ѹ����Ͻ����Ķ�㲿���������Ľ�糣���ɸ��� PZT-5H �� PZT-8 �ı��ʽ��е��ڣ���������ߴ����豸�����ܡ�
������Աʹ���������͵Ļ������ý�����һ��ȫ��Ķ�����о���һ���Ƕ�ͷ���ã�����ÿ������ͷ������ͬ�IJ��ϣ���һ���ǵ�ͷ���ã����й���ͷ�ڲ�����������ܹ����Ƴɷ��κα�����ԭ�ϡ��䶯���Ǵ�������մɲ��Ϻ���Ԫ�ɷ��ݶȡ����ٵļ�����ս�������Կ��ƶ���������ϵ������ԣ�����ճ�Ȼ��ѹ���ԵIJ���ᵼ�´�ӡ���Բ��Լ��������մɷ�ĩ֮��ı��滯ѧ�仯����ӡ���ᱵ�������Ⱥ���ᱵ����Ԫ������Ԫ�����ͽ����մɾ��õ�֤�������ں�������ʾ�����õ��������ܡ�
������Ա��ʹ�ô��м�ѹ�ݸ˵Ĵ�ӡͷ���������ԭ�������칦�ּܷ���Ӳ�ʺϽ��������ɢ�������ijɷֱ仯��ͼ 8C��D ��ʾ���ﵽ��ȫ�ܶȣ�Ӳ��ֵ�봫ͳ�ӹ���Ӳ�ʺϽ������ƥ�䡣��ӡ�˾��н��� SiC �� B4C ��IJ�����������������ϵ����ƥ��������IJ���Ӧ�����������ѡ�
���ҵ��ʹ�� FDC ������������̡����ܵ� Si3N4 �������˿���� 55 vol.% Si3N4��ƽ������Ϊ 0.5 ��m������ӡ�������� 250 ��m ��������ȡ�254 ��m �IJ���Լ� x-y �� z �����������ս���� x-y �� z �����ӡ��ȫ�ܶ� Si3N4 ��������ǿ�ȷֱ�Ϊ 908 �� 888 MPa����Щ�����Ľ�������ͬ�Ե�ǿ�ȷdz���ǰ�������������ڴ�ӡȱ�ݣ��������ս��������ȫ�����˲��ߡ�
������Ա������ʹ�õͳɱ���2,000 ��Ԫ�����۲��ϼ�ѹ��ӡ��������̡����ܵ������������51 �� 58 vol.% �մɺ����Ľ���������� 5 vol.% ճ�������һ�����ơ���ÿ������Һ�������Խ��б����������� 55 vol.% ��������4.2 vol.% Darvan 821 A �� 4.9 vol.% PVP ��ɵ�������������õĴ�ӡЧ�������������� 700 ��C ����֬���� 1600 ��C ���սᣬû���ս����Ӽ���ʩ�ӵ�����ѹ�������������ܶȴ��� 98%����Щ�����Ŀ���ǿ�ȿ��봫ͳ�ӹ���������������������
�ڵڶ����о��У�ʹ����ͬ�ĵͳɱ�����ϵͳ����̼��������Һ�������о���һ����Ҫ�����ǣ���ʹ������ AM �����������ܵ� B4C �����������ۺϣ��dz��ߵ������ʲ��죩��ճ������䣨���ܶ�����������ÿ������Һ�������Խ��б��������� 54 vol.% B4C��5 vol.% PEI (25 k g/mol) �� 5 vol.% HCL ��������ܹ�ʵ����ѵĴ�ӡ���ԡ������ֲ�ͬ�ķ�������25 k �� 750 k g/mol���²�����ճ��� PEI�����ֽϵ͵ķ��������½ϵ͵ı���ճ�ȡ�ʵ�������õIJ�ճ���Ժ���״�����ԣ��ں����������������������ޡ������ 500 ��C ����֬���� 2000 ��C ���սᣬ�������������ܶ�Ϊ 82%�����ֵ�����ܶ�������̼�����մ��е�ǿ���ۼ������·dz��ߵ��ۻ��¶ȡ�
ҵ�绹֤���� B4C ���ϵIJ��ϼ����ĸĽ�����������˸��ӵļ�����״������֡�Բ�������Σ�ͼ 8B����Ϊ��������ȫ���ܵ��ս���Ʒ�����ȶ��������������Ⱦ�ѹ���⽫�����ܶȴ�����ֵ�� 53% ���ӵ� 58%��Ȼ��ͨ���� 2100 ��C ���ս�ʹ�������ܻ�����������϶��С�� 5% ����Ʒ��
���ϼ������̵�һ�����������������е�ѹ���ݶȣ�����ʹ��ά���ݺ�ȿ������룬�����漰������ 30 vol.% ����̼��ά�� SiC ����Һ��̼��������ڵ���ά���������ں����������Ŀ��ѡ����˷�����Ը�������·����һ�����ڸı䡣��������ЧӦ���ﵽ�� 30 vol.% �������ά���ء�
ҵ��ʹ�ò��ϼ����������е�����ѹ���ݶ������뻷���մɸ��ϲ����е�������Ƭ���Դ��������ṹ��Bouligand �ṹ1.���������۽ṹ���մɺ����ߡ��ڼ��غͿ���ʱ���ýṹ����άŤ���˶�����������չ���Ӷ�������ԡ�����Ľṹ������ĸ��ǿ�ȸ�������ͬʱ�������Ƶ� R ������Ϊ����������������չ�����ͻ��ƣ���SiC ��ά��ǿ ZrB2 ������������ṹ�������մɡ�Ȼ������ 10 vol.% �� SiC ��ά�����£���϶����������е�������ޡ�
1. Bouligand�ṹ����ڽ�֫������Ϻ���������б����֣�������������Ϊhcp���ϽṹԪ�������������˻��ơ�ĿǰBouligand�ṹ�ѱ�Ӧ���ڹ��̲�������ͨ��ʹ��������չ�������ض������ǿ�ṹ���Զ�����������ֹ���������Թ��ϡ�
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ�- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ��

