�۽�BJճ������似�����������似��-���������մɵ���ʷ����չ��δ��(��)
�մ���������Ĺ�ҵӦ�ñȽ��������ϲ��ϴ����ʮ���꣬�������մ����������������ս�����ݵ��ӹ��ṹ�մɲ��ϵ��������ѣ������ӹ��¶ȸߡ���ȱ�����еĻ�е���ܺͼӹ����ԲΪʹ�մ���������������죬δ�����з�Ӧ�������������ѡ�Ľ�3D��ӡ�ͺ������ƣ��Լ�����Ϻͻ�ϼӹ��ȶ���������
����ʷ�ĽǶ�����������3D��ӡ�����������ܡ��ṹ�Ƚ����մɲ������������۵���BJճ�������3D��ӡ�Ͳ�������3D��ӡ�������մɼӹ������Ӧ�á�2017��-2021��, �ǻ��ڹ�̻����մ�3D��ӡ�ں��ա�ҽ������õ�Ӧ�÷�չ�����ꡣͬ�������������У�ճ�������3D��ӡ������ģ�ߡ�������о�����е�Ӧ�õõ���ǿ���մ�3D��ӡ��ҵ���������������մ�3D��ӡϵͳ����ϵ��з���ͬʱ���ͳɱ�����߾��ȵ�3D��ӡ���������г��������մ��������켼������ϼ����ļ�����չ�����ڹ�̻���ճ������䡢���ϼ���3D��ӡ������Ӧ�ý��õ���ͬ�̶ȵļ�ǿ��Ӧ������Ԥ�ƽ���չ�����������ơ���Դ�����ӵȸ�������
 3D��ѧ�ȡ�3D��ӡ���մɰ�Ƥ�顷
3D��ѧ�ȡ�3D��ӡ���մɰ�Ƥ�顷
![]() 5. �Ƚ��մɵ�ճ�������
5. �Ƚ��մɵ�ճ�������
5.1.����ԭ��
�Լ������� 3D ��ӡ (3DP) ������ճ��������ǵ�һ�����������մ������ AM �������칤�ա���ʵ�ϣ�����Ψһһ��ר�����ڼӹ��մɷ�ĩ�Ĺ��գ������������ڽ����;ۺ�����ϡ�
 ճ��������մɡ����������ϲ��ϴ�ӡ����
ճ��������մɡ����������ϲ��ϴ�ӡ����
ճ������似����3D��ӡ������ͨ������Һ��ճ�������ĩѡ���Ե�ճ���ڱ����У�һ��һ����ظ�ճ�Ϲ��̡��ֱ����ܷ�ĩ�ߴ��ճ���Һ�γߴ�����ƣ�����ȡ�����ĸ��ϴ�ͨ��ʹ��С�� 50 ��m ������ڣ�����ʵ��ճ������似���ij�ɫ�ߴ羫�ȡ�ճ�������ѧ�����켸����״�ڿ���Һ�δ�С����������Ҫ���á�
������Ƶ��Դ��
ProCAST
 exone�Ľ������մ�3D��ӡ
exone�Ľ������մ�3D��ӡ
ճ�������ͨ�������ע���������似��Ӧ�ã�������ī��ӡ��ʹ�ü�ѹ��ī����ѹ��Ԫ������ī��ӡ��Һ�Σ�Һ�����뿪���첢ͨ���缫֮��ʱ����磬��ʹ�����ǿ���ͨ��ǿ�糡�������ش�Һ����ƽ̨���������ԭ��īˮ��������������̱�����е����ԡ�������ī��ӡ��ʹ��ѹ���¶����������в���ѹ�����壬�Ӷ�����ī�β��Ҳ���Ҫ����īˮ���������乤���Ը�����ٶ� (64 kHz) ����Һ�Σ��밴��Һ��ϵͳ��ȣ�����ʵ�ָ��ߵĹ������ʡ�
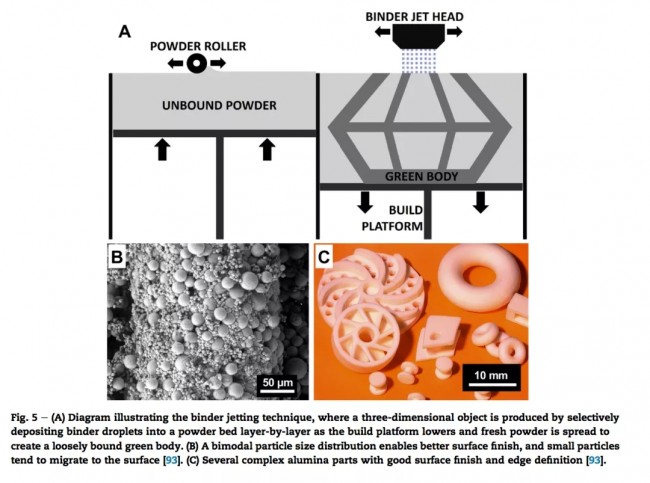 ͼ 5. (A) ճ������似��ʾ��ͼ������һ����ά������ͨ��ѡ���Եؽ�ճ���Һ��һ��һ��س�������ĩ���� (B) ˫�����ȷֲ���ʵ�ָ��õı�����ȣ�С����������Ǩ�Ƶ����档(C) �����������ñ�����Ⱥͱ�Ե�����ȵĸ��������������
ͼ 5. (A) ճ������似��ʾ��ͼ������һ����ά������ͨ��ѡ���Եؽ�ճ���Һ��һ��һ��س�������ĩ���� (B) ˫�����ȷֲ���ʵ�ָ��õı�����ȣ�С����������Ǩ�Ƶ����档(C) �����������ñ�����Ⱥͱ�Ե�����ȵĸ��������������
5.2.����
ճ������������Ϊ�˴�ӡ�����������������մ�ģ�߶������ģ�Ŀ���ǽ����������ӽ�������ijɱ��ͽ���ʱ�䡣�ڴ�ͳ�Ľ������칤���У�ģ�ߵijɱ���3��40��֮�䣬���ҿ�����Ҫ�����µ�ʱ�������졣��Ȼ��ͳģ�߿���ʵ�ִ�������������ճ����������Ϊ���ص�һ��������ṩ���ŵĺô���
����������������Ҫ������������ȣ��ɷ�������Ҫ 0.1-1 �룬ʪ��������Ҫ 1-10 �롣��Σ������ӡͷ�����һ���������Ա��ӡ�����ӡ 0.5 �� 0.5 m �������������̴�Լ��Ҫ 0.025 �룬����������̴�Լ��Ҫ 5 �롣������ճ����������̣������ܼ���ճ����������� 0.1 �� 1 ��֮�䡣
ճ���Һ�ν����ĩ���ĵ����������ѧ�� x-y �ֱ��ʡ�������ȡ���е���ܣ��������ڷ�ĩѹʵ���ڹ��������ϵķֱ��ʶ���Ӱ�졣Һ���ص���������ṩ��ȥ����ɢ��ĩ����״���������ǿ�ȡ�
��ֱ�ߴ������Ҫ�����ں�������������·�ĩ����ѹʵλ����ɵġ����ӷ۴��Ķѻ��ܶȿ��Լ��������������� 30 ��m ��������ĩ��ɵ�����ܶ�Ϊ 54 vol% �ķ�ĩ���������м��Ĵ�ֱ�������ԼΪ 50 ��m���۴��е��м�����DZ��ֳ���ߵ�ѹʵλ�ƣ���Ϊ�ϲ����㹻���������㹻��λ�ƿռ䡣
����ճ���Һ�εĶ��ܶ�������ĩɢ�䣬��ή�ͳߴ羫�Ⱥͱ�����ȡ�������ˮ�����Խ���ĩ��ɢ�ع̶���λ�ķ�ĩ������ĩɢ�����ż��١�
������Աͨ��ճ������似�����������й����ݶ������Ʋ��ӵ� ZTA ������Ŀ���Ƕ���������ͻ��ơ�ʹ�ö������ӡͷ������ճ���-������īˮ���ձ��������䵽��ĩ���У�ͨ����ϸ���������Ʋ��Ӽ��ɷ֣��ڵ�б�����ķ���֮��ֲ����� ZTA �ࡣ�γɾ��ж�����Ӧ��������ͻ��Ķ�㸴�ϲ��ϣ���ѹ�ս��������ܶȵ� 99%�����������Ŀ���ǿ�������� 441 MPa��
5.3.����ķ�չ
������Ա�� 2003 ��ʹ�þ���˫��ߴ�ֲ����մɷ�ĩ�����ͱ���ֲڶȡ�����3D��ѧ�ȵ��˽⣬����С�� 2 ��m ��ϸ�ۿɸ��Ʊ�����ȺͿ��ս��ԣ������ڷ��»����������ϸ�۱������ཬ��ʽʪɢ����������ż������̲������临���ԡ���һ���棬�ַ�ĩ���Ը����������ս�����лᵼ�´ֲڵı�����Ⱥͽϲ�������ԡ�
�������о��У�������������ĩ��˫��ߴ�ֲ����̿������뵥����������ĩ�Ľ�����бȽϡ�ʹ�õĴַ۲���Ϊ 20 �� 30 ��m��ʹ�õ�ϸ�۲���Ϊ 2.5 �� 5 ��m�����ַ��� 10-25 vol% ��ϸ�ۻ�ϲ������������ϡ�
��ͼ 5B ��ʾ��ʹ��˫��ֲ����Ž����˱���ֲڶȡ���Ȥ���ǣ���ճ���Һ��ѡ���Եؽ�ϲ���ʱ��ϸ����������Ǩ�Ƶ����棬������˱���ֲڶȵĽ��͡����˸��Ʊ�����ȣ����������ȷֲ��������������ܶȡ��������ӵ������������ͼ 5C����������������ͱ�Ե�����ȶ��ܺá�
ͨ��ʹ��˫�����ȷֲ�������������ܶ�Ϊ 96.51% �Ϳ�ѹǿ��Ϊ 146.6 MPa ��������������
������Ա����Һ��ճ������������������ܼ�����������ܶȡ���û������������������������ܶ�Ϊ 35.7% ��ȣ��������׳ߴ�����������������������������ܶ�Ϊ 65.7%����Ȼ��Щ����û�б��սᣬ�������ܶȵ��������ӱ���ͨ���������������ս��ܶȺͻ�е���ܽ������ߡ�
����ķ�չ��ʹ�þ��е����˫�����ȷֲ��� SiC ԭ�Ϸ�ĩ3D��ӡԤ�Ƽ����ڶ��������У��ڸ��� 1410��C ���¶��������ڹ�����ӡ��Ԥ�Ƽ������γ� SiC-Si ���ϲ��ϡ����д�ӡ���������ܶȡ�����ģ��������ǿ�ȺͶ������Զ����� SiC ��������������ӡ�ʹ��˫��ԭ�Ϸ�ĩ��������������в��Ե�������� SiC �¶����и��ߵ��ܶȡ�����ģ��������ǿ�ȺͶ������ԡ��봫ͳ���ͺ� RB SiC ��ȣ�ͨ��ճ�������Ȼ�� RB �γɵ���Ʒ�����൱���ܶȡ�����ģ��������ǿ�ȣ����ϵͶ������ԡ�
![]() 6. �Ƚ��մɲ�������
6. �Ƚ��մɲ�������
6.1.����ԭ��
�������䣬ʹ������ֱ���� 20-75 ��m ��Χ�ڵ���ī��ӡ����ӡ��ճ���մ���������Һ����Ϊ��īˮ��������������ͼ6A��ʾ����������Ҫ�IJ������䷽����������ī��������ī������������ӡͷ���в�ͬīˮ�ĵ�����Һ��������Ըı�ɷ��Դ������ּܷ��IJ�����
 Xjet���մ�3D��ӡ����
Xjet���մ�3D��ӡ����
�մɲ��ϵIJ�����������ѣ���Ϊ��ī�䷽������ѭ�ì�ܵ�Ҫ��������ī��Ҫ�㹻�͵�ճ���Ա������������ͬʱ����Ҫ�����㹻���մɳɷ֣��Ա����������սᵽȫ�ܶȡ������������ʹ������С�� 100 nm ���մɲ��ϣ���Щ�մɲ��Ͽ�����Ϊīˮ�ܺõط�ɢ��ʹ����Щ��ϸ��ĩ�ɴٽ��սᣬ�Ӷ��ں�����ʵ��ȫ�ܶȲ�����
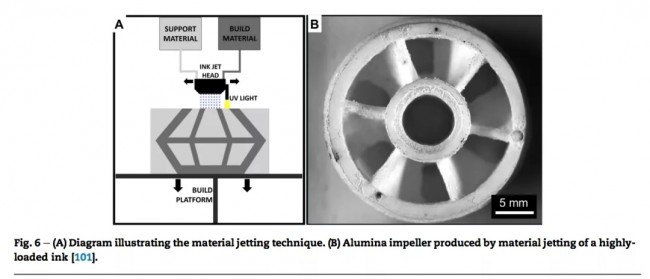 ͼ 6. (A) ˵���������似����ͼ����(B) ͨ����������߸���īˮ������������Ҷ�֡�
ͼ 6. (A) ˵���������似����ͼ����(B) ͨ����������߸���īˮ������������Ҷ�֡�
6.2.����
1995�꣬ҵ��ʹ�ò������乤������������������ʹ�� 70 ��m �������У�ÿ��ɷ��� 50,000 ��Һ�Ρ������Ƚ���սᣬû��ӡˢȱ�ݡ����ƺ���״����ЧӦ��
���������ӡ�մɲ������մ���ī����ܺõط�ɢ��ϡ���Ծ��пɽ��ܵĵ�ճ�ȡ�Ȼ������Ҫ���ǽ��մɲ��ϵ�����������������ص���ī�����������ս�������մɲ����ĸ��ܶ����������⣬īˮ������е����ԣ���������������п��ƺͼ��Һ�Ρ�������Щԭ�������������ӡ������մ���ī���ڲ������似���ijɹ�������Ҫ��
��ʱҵ��Ϊ������īˮ�ĵ����ԣ��Ҵ��� 2 wt.% ����笠��ԡ������ī�䷽�ĵ絼��Ϊ 0.298 S/m��ճ��Ϊ 1.64 mPas�������ֱ��Ϊ65��m��ʹ������īˮ�ɹ��������˳ߴ�ֱ��ʿɽ��ܵ��մ�������
�����ҵ��ʹ������ֱ��Ϊ 60 ��m ��������ī��ӡ�������˸߶�Ϊ 2.5 mm��1700 �㣩�� ZrO2 �������ӡ����ճ�ȱ������ 100 mPas���Ա�����Һ������������γ����ǣ�������������Һ�ε�СҺ�Ρ��о����ֽ�ʹ�ó����������ɢ����ī�䷽��������첢���²������Һ�����䣻ʹ��˫��ĥ���Ժ����䷽���и��л�ϣ��Ӷ��γ�һ�µ�Һ�β���������������뱻��������ȣ��о�����ͨ����ÿ�������ͨ�������������������������߱��������ͳߴ羫�ȡ���ӡ��ɵ����������ֱ��� 400 �� 1450 ��C ���Ƚ���սᡣ����������Ȼʵ����������״�����ڲ��Ǵ�ֱ�ģ������а��ۺ�������
6.3.����ķ�չ
Ϊ�˽�����ӡ���մɺ�����ī��ص����⣬����ϲ�ı�����Ⱥͳߴ羫�ȣ�2001 ���о���Ա���Ƶ������մ���ī���иߴ� 40 vol.% ���մɷ�ĩ�����ɹ��ش���īͷ���������������䷽���� 20�C40 vol.% Al2O3 ��ĩ��ֱ�� 400 nm����0.65�C1.2 wt.% ������Լ� Hypermer LP1��0.33�C1.2 wt.% Ӳ֬��������Ϊʯ������Ѵ�ӡ������ 100�C110 ��C �� 10�C13 kHz Һ��Ƶ�ʡ�Ϊ�˳ɹ���ӡ 40 vol.% ���䷽����ī��ʩ��ѹ������ѹ���¶�������ѹ�����塣�մ�������ʹ�ð���η������ģ��������ߴ�С��100 ��m ʹ�þ��� 30 vol.% �մɺ�����īˮ�������������ʾ�����õ���״�����Ժͳߴ羫�ȣ���ֱ�ںͼ������������
�ս��屣���˹սǺʹ�ֱ�ڵ�����������û�й۲쵽���������ѻ�ֲ㣬��ͼ 6B ��ʾ��ʹ�����������������մ���ī��ճ����ʾ�����Ӳ���������̵�����մɺ����ľ�ϣ������ʹ�ÿ������ܵĽṹ�մ������Ϊ���ܡ�����С�Ŀ�������ѹ��������������ȵĸ�ճ�������մ���īҺ�Σ���ز����������źŵ�ѹ��ֵ��Ƶ�ʡ������Ͳ��Ρ�������������������ѹ�������DZ�Ҫ�ģ����ṩ��Ҫ�������������ճ��ī�Ρ�
ʹ�� PZT ����Ϊ 35 vol.% �������մ���ī�������������״�����Ե����� PZT ����������ī�䷽���� 35 vol.% PZT������С�� 500 nm����1% ������0.5% Ӳ֬����ʣ��ʯ����Ϊ�˽�һ������ճ�ȣ�����ʯ�����滻Ϊ 60/40 ��ʯ����/�������սᲿ���Ŀ�϶��С�� 1%��
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ�- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ��

