������������������15���ѺϽ�TC4���ı仯
ʱ�䣺2021-12-23 14:16 ��Դ�����ռ������� ���ߣ�admin �Ķ�����

Ti6Al4Vǽ��ͼƬ
2021��3�·ݣ���Manufacturing Letters����־������һ���о��ɹ����ɹ���ʾ�����ʵ��������ú��ղ������Ʊ�15���ѺϽ�ھ������õļ��κ������ܡ����ľ�ͨ�������۳ء�����Դ�ͺ�˿����֮�������ã��Ӷ������ȶ����⻬�ij������̡�
�о������У��о���Ա�������¹��ɣ�
•���������ݶ���ѧ�������˽�������á�
•�����������ݷ�ʽ�ܲ���ƽ��������ij�����
•����ת�Ʒ�ʽ������ǿ���αںͽ�����֯��
ʵ��ij���
����������һ�����켼����ͨ���ڻ��������Ӷ���IJ���������3D���������������ҵ�г����Դ����ʺߵ�������Ͻ�����������л�úܴ�ĺô�����Ϊ��ĩ�����Ʒ������ʹ�ý���˿��Ϊԭ�ϣ�Ŀ����������Դ�������۳����ۻ�����˿�����ĩ������ȣ��߲����������ʵ�ָ��ߵij������ʡ����пɺ��ԵIJ����˷ѵ�ȫ������������ٵĽ����Ͱ�ȫԤ����ʩ�����ҿ���ʹ�ü�������ۺ����û��������С�
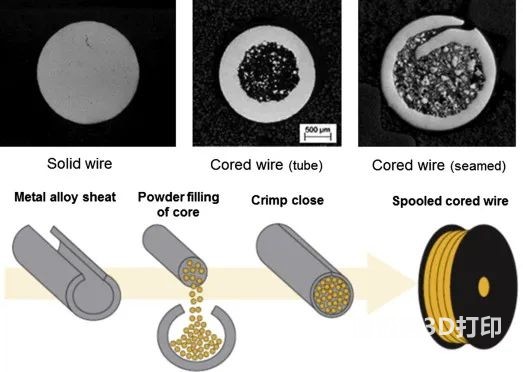
����ͬ���͵�����Ϳ˿����о˿������������
����Ϳ���ϲ���������Ϊ�����Ĵֶ�����˿�ġ�������Ϊʵ�������л������������ķ������϶���п����������˿������Ϳ�͵绡��Ϳ�ǽ�ʹ�ý���˿���ϵĹ��ա����߿�����ʵ�ĵ��ߣ�Ҳ�����ǹ��ں��и������ĵĹ�״���ߣ���Ϊ��о���ߣ�����ͼ��ʵ���߲���ͨ���Ӳ�������˿������ģ���Щ���Ͻ�ʹ�����߲�������̳�Ϊ���ܡ�������������о���ߵ�ʹ�ñ��Խ��Խ�ձ顣��Щ����˿�����ɸߺϽ����������ܻ��Ͻ��Ƴɡ���ԭ����һ�ֱ��������ԵĽ������粻��ִ��������Ʊ���״�߲ģ��ý�����������кϽ�Ԫ�غ�/��Ӳ�ʿ�������WC������̼���Ȼ���ļӹ��ɴ�о�߲ġ�
�о���Ա����������һ�ݹ���ͼ��Ԥ�ⲻͬ���������µĹ�����Ϊ��ͬʱ֤������˿ϵͳ�ͻ���֮������λ��Ӱ�촫��ģʽ�����о��У����Ƿ��֣��ڼ���ӹ������У����Ź��ʺ���˿�ٶȵ����ӻ��ٶȵĽ��ͣ������ߴ�����
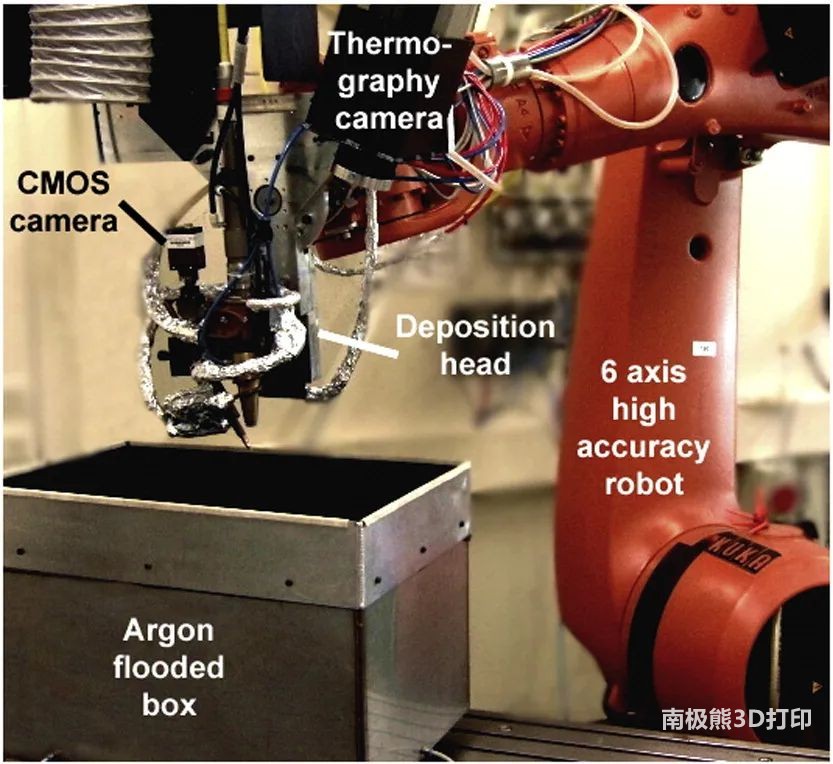
����˿���̵�ʵ��װ�á�
���磬�о���Ա������һ��ʵ������˿װ�ã�������˿ALM�Ļ����о�������Ҫ��һ�������Ϊ3.5 kW��TRUMPF HLD 3504 Nd:YAG�˼�����(�����ܱ���)��һ��Weldaix��˿����һ��Kuka KR 100 HA(�߾���)�����������ɡ���һ���ĺ����У���������������Եؽ�û����������г��ͼ�϶(ELI��)��Ti-6Al-4V��˿������Ti-6Al-4V�ĵ��ϡ�������ͼ��
���⣬�Թ��ռ��ϵͳ�����˸Ľ�����ʵ���ֳ��Զ��������Ե������ߺ���֮������λ�ã����������������в���Ҫ�Ĵ�ƫ�Liu ����ʹ�ù�ѧ�����Ƿ����˲�ͬ���������������еĵ������巢��ǿ�Ⱥ͵����¶ȣ��Ӷ��ƶϳ������ȶ��Ե�������
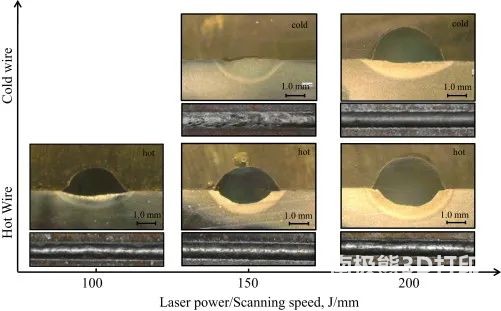
����˿����˿�۸���Ľ���ͱ�����ò�漤��ʺ�ɨ���ٶȵı�ֵ���仯��
����ͼ���͵�ѹ���ܼ��Ƚӽ��۵�ĵ��ߣ����µ��ߴӻ������ӿ�����һ���棬���ߵĵ�ѹ���ۻ�����ˣ����µ绡���ڵ���ĩ���γɵ�Һ�ο��ܻᱬը�����·ɽ���
��֮�����������Ѿ�֤��Ӱ���������������ȷ�������ȶ��������������������Ҫ̽��һ��ϵͳ��Ч�Ĺ��̿���������
����ͨ��ʵʱ�۲��۳ض�̬����ѧ�ص����������ú��ղ��������߲ļ�����������(WLAM)���չ��̽��м�أ��Ա�֤���̸����ȶ���Ŀǰ�Ĺ������Ժܺõ�������̣���Ϊ��ҵ���ѧ�����ṩ��һ�ַ������Ը��õؿ�ѧ���й��̵���ʶ�������Ľ����ǵ�ʵʩ���̡�
ʵ�����
��װ�ð���һ��Binzel������˿ϵͳ��һ��������������(CNC)������һ������ϵͳ��
��ѹ��������һ������ģ���Ͻ��еģ���ģ��ʹ����һ�����ڵ�������ͷ���ߡ���Щ������������һ�����ܰ壬�����ܰ彫���ӵ�ÿ�����ߵķ����ϣ�������һ��Բ�εļ�ǿ��Ե����CNC���߹����У��ù���ͨ����Ϊ�ܽ硰�ۡ����빤���У�������CNC�ɱ���ʱ�����⣬����Щ�����ϱ�ɾ����
��������һ������Ϊ1070nm�Ĺ��˼�������ɣ������Ϊ3kw����ѧ������200���ľ۽�����100����ֱ��ѧ��ɣ����¹�ѧ�Ŵ�ϵ��Ϊ2������������ά��о��Ϊ0.15 mm���������Ĺ��ֱ��ԼΪ0.3 mm������˿�����ijĵ���һ��6mm��Ti6Al4V����ɣ����ĸ����ӹ̶��ڹ���̨�ϡ��ù���ʹ������������������м�ء�һ��������������ڼ���۳ض�̬�ͽ���ת�ƣ�����һ��������뼤���ѧͬ�ᣬ��鼤����·�������緽��֮��Ķ��롣һ���������������������������ȡ�����ŷš�
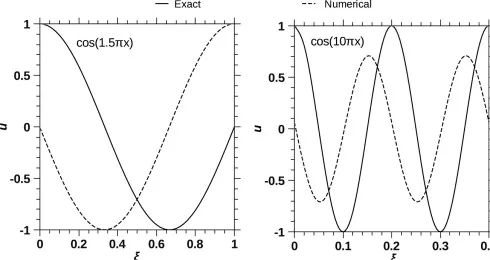
��ʹ��Lax-Wendroff��ʽ����14.2����ֵ�⣬C = 0.5�� ��x = 0.02
��ͼΪΪLax Wendroff��ʽ���Һ����ľ�ȷ��ֵ�⡣�۲������������ߵ���ֵ������ھ�ȷ���Dz���ġ����뾫ȷ����֮�����λ�����������߲����ĺ�����ͬʱ����ɢҲ�Dz����ĺ�������ͬ���������Һ����Բ�ͬ���ٶȴ���������֪���κ����ں��������Ա�ʾΪ����Ҷ���������в�ͬ�����Բ�ͬ�����ʴ���Ҳ����һ���ĺ�ɢ����ᵼ��ԭʼ������ʧ�档
�����õIJ���Ϊ�˻�̬��Ti6Al4V�ѺϽ𡣻�ѧ�ɷֺ�������(����ϵ�����ۻ��¶�)���ڱ�1��
��1 ���ղ��ϵĻ�ѧ�ɷֺ�����������(����%)��

�о������˳����İ������飬�缤���(200��300��500��800��1000 W)�����ֱ��(1,1.4 - 2 mm)���ƶ��ٶ�(5,8,10 mm/s)����˿�ٶ�(10,13,15 mm/s)��
�����ȶ����������������ǽ�塣����չʾ��15��ǽ��P = 300 W,BD = 1 mm, TS 8 mm/s, WFS 15 mm/s��
���е����Ӵ���ͬ�ķ��������������֮ǰ������ĸ߶���Ӧ�������ƶ����趨һ���ĸ߶�����(z-offset)���ر���ǣ��ڴ������ʾ����ǽ��ʱ��zƫ����Ϊ0.7 mm����˿�Ƕ�����Ϊ��ˮƽ��30�㡣
������ӣ���ֱ�ڳ����������棬������ĥ�����⣬����Keller���Լ���Һ(1%HF, 1.5% HCl, 2.5% HNO3��95% H20)���л�ѧʴ�̡��ù�ѧ�����۲������̬���ֱ�Ի��ġ�ǽ����ĺ�ǽ�彨�����������ά����Ӳ�Ȳ��ԡ�
���̶�̬����
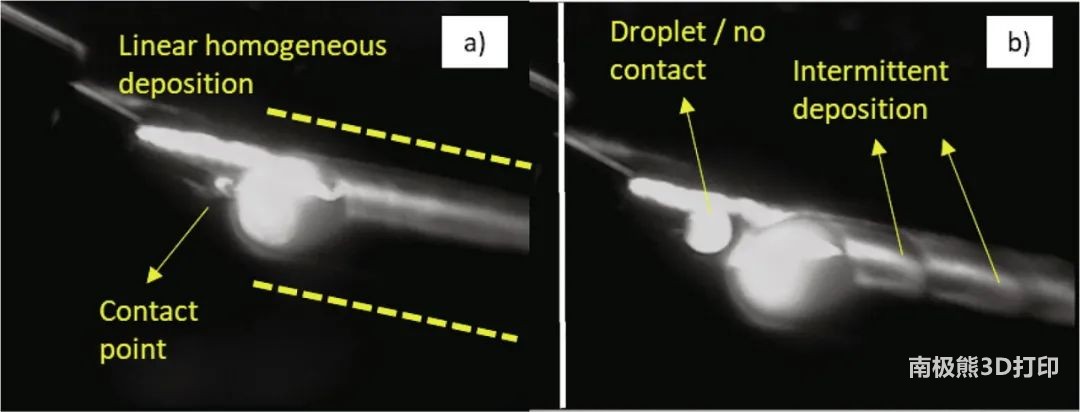
ͼ1 ��ͬ�Ĺ��̶���ѧ��a)������������������b)Һ�γ�����
ͼ1��ʾ�����ֳ����̼���ڼ䲶������ֲ�ͬ��ͼ����˿������-��������û��ƺͽ������ݶ���ѧ������Ӱ���żӹ����̵��ȶ��Ժ������������ڼӹ�ǰ������ȷ������Ҳ��������Ҫ�ģ���Ϊ�ں�˿��˺��۳ر�Ե֮������λ�ö��ڹ����ȶ��Ժ�ȷ���������������۳��Ͷ�̬���ŵ�������������Ҫ�ġ�
ͼ1a��ʾ���ڱ�������ģʽ�½��еij�����Ҳ���Գ�Ϊ�⻬����������˿�ڱ������������������������۳أ������߽��ϵĸ�������ȣ���ճ����ռ������λ���ɴ˲����ij����Ķ����潫�ǹ⻬�ģ���·���ĸ߶ȺͿ��Ȳ��䣬�����ɳ�����ľ�������֤ʵ�ġ�ͼ1bΪ���۳�������Һ�εij������̣��ɳ�Ϊ��������ת�ơ�����˿��˱��ۻ�������������ֱ���������������ھ������������˿�����ಿ�ַ��룬���ں��ӳ��кϲ���
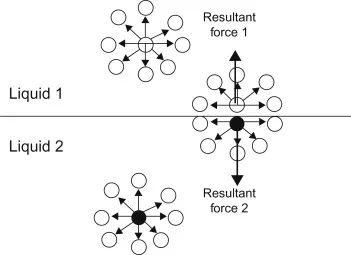
��Һ�����Һ���������ƽ��
��ͼ��ʾ�������ڱ�����ӵĺ���(Ҳ��Ϊ�ھ���)�dz������巽���һ����������Һ��ķ������������������һ����Һ��Ĵ��У����κη��ӵ���������֮��ƽ��Ϊ�㡣����Ϊ�����ӱ�������������������������������ĵ��������������ܡ�ˮ�������εģ���Ϊ�ڸ���������£���������״�У�����ı������С��Һ��ı��������ͱ�����������ȣ�������ı��������ͱ��������ܲ���ȡ�
��ѡ���DZ�������ģʽ����Ϊ������ʵ��һ���ȶ��Ĺ��̣�ƽ���س���ÿһ�㣬���DZ�֤���Ⱥ͵ʹֲڶȵ�����Ļ�������һ����Դ�ڽ���˿������۳غͼ������ĺ������λ�ã��Լ�������Ӧ�����������֮�������ƽ�⡣��˿���۳�ǰԵ���磬���뼤��������ã����۳������ۻ��������ֲ��ϸߣ��۵γ������ɡ�
���κͲ�������
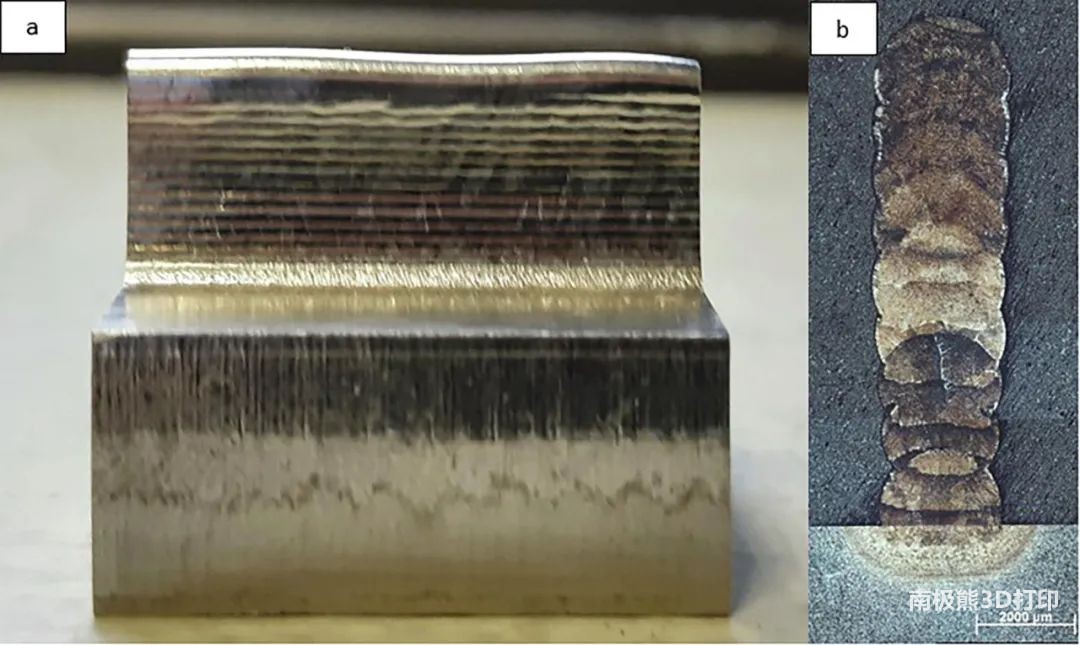
ͼ2 ������ʾ��ǽa)�ͺ������̬ѧb)��
ͼ2��ʾ���ڱ����������������£���Ϊ��ʾǽ����ķ��档ͼ2aΪ�Լ��ڡ��Ʋ�⻬���������ԣ������������ӹ�����Ҫ��ͼ2bΪ�ܱڵĺ���棬���Թ۲쵽��ұ��ͼ���������������״�ڼ�ʮ����Χ�ڳʹ�����״��
��������۽ṹ���ָ�������(ͼ3b)���ڳ��������У���������״������ߵ����ݶȷ��������������к���С����Ƭ��״�� + ����֯���ڹܱڹ��������з���������ת�䡣�ڴ�ֱ�ڽ�����ķ����Ͽ��Թ۲쵽��ͬ�ı߽磬������ý������̹����еĵ���ת�������͡�
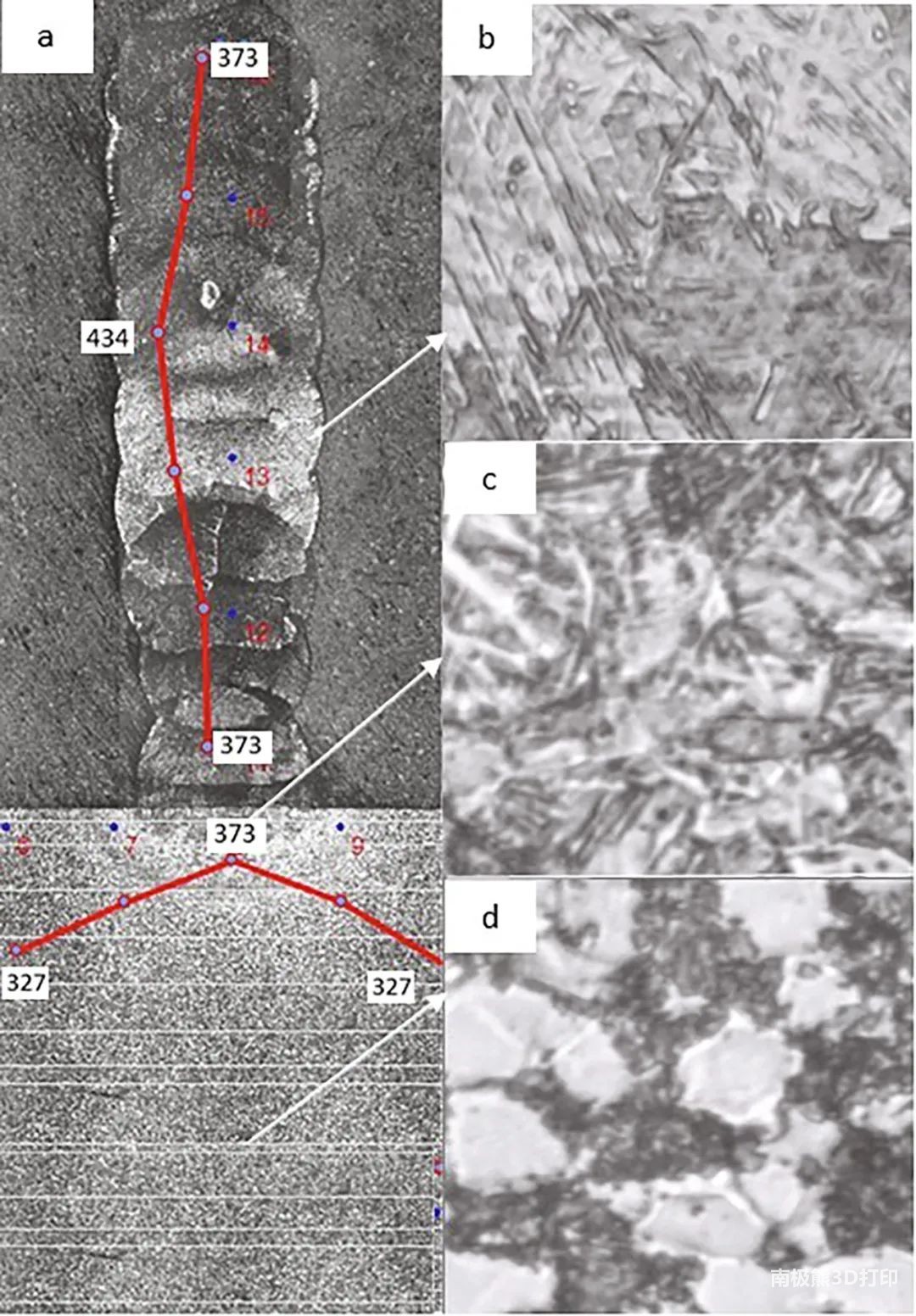
ͼ3 ά����Ӳ��(a)������֯(b-d, 40��)��
ͼ3a��ʾ�˻��ĺͱڲĵ�ά����Ӳ�ȡ�ĸ�ĵ�Ӳ�ȴﵽ327 HV(�۽ṹ��ͼ3d��ʾ)���ڻ�Ƭ�ڸ�����Ӳ�����ߵ�373 Hv���ۺ����γɣ�Ѹ����ȴ���γɷ�ƽ������֯�����а�����С�Ħ�Ƭ�㣬���������������(ͼ3c)���ڹ��������ϣ�Ӳ�ȴﵽ��ֵ434 HV�������ձڸߵ�һ�룬��ʱ���̹������γ��˼�϶���ʣ��������������о����ߴ��С��
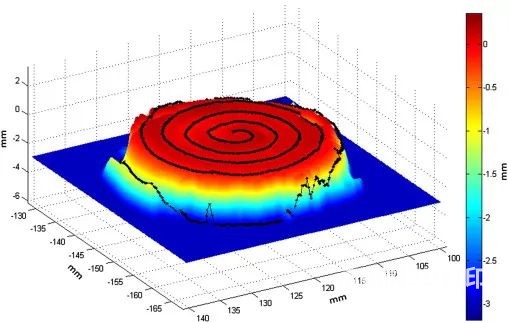
���������IJ���ϵͳ�õ���һ��ɨ���������ӡ����߱�ʾ�����ڱ����ϵij���·�������������Բ�DZ�Ե����ظ��ơ�
��ͼ��ʾ�����������IJ���ϵͳ��õ���ά������һ�����ӡ��ñ��渲���л����˵ij���·������ͼ�п��Կ����������������������ĸ߶���ȡ������ȷ����ˣ���ʹ���ܿص�����£���������Ҳ�Թ��ƹ��ղ�����������������ص���������ʱ��ILC�رա�
һЩ�����ں��������о��Ľ���
• ʵʱ����۳غͽ���ת��ģʽ�������˽���̶�̬��
• ��������ת��ģʽʹ���������⻬���й��ɡ�
• �Բ��ñ�������ģʽ�õ���15��ڲĵļ������ܺͽ�����֯�����˷�����������
��Դ��Transfer mode effects on Ti6Al4V wall building in wire laseradditive manufacturing��Manufacturing Letters,doi.org/10.1016/j.mfglet.2021.03.001
�ο����ף�S. Mellor, L. Hao, D. Zhang��Additivemanufacturing: a framework for implementation��Int. J. Prod.Econ., 149 (2014), pp. 194-201��M.K. Thompson, G. Moroni, T. Vaneker, G. Fadel, R.I. IanCampbell, I. Gibson, et al.��Design for AdditiveManufacturing: Trends, opportunities, considerations, and constraints��CIRP Ann. �CManuf. Technol. (2016), 10.1016/j.cirp.2016.05.004
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


