3D打印肠瘘支架封堵肠空气瘘的疗效分析
时间:2021-11-12 20:29 来源:东部战区总医院 作者:admin 阅读:次
目的
评价采用3D打印技术制作的肠瘘支架对腹腔开放合并肠空气瘘(EAF)进行瘘口封堵治疗的效果。
方法
本研究为一项描述性病例系列研究。纳入标准:(1)接受腹腔开放疗法;(2)合并EAF。排除标准:(1)有两个或两个以上瘘口;(2)远端梗阻;(3)肠管狭窄超过50%。根据上述标准,回顾性纳入东部战区总医院普通外科2019年6月至2020年1月期间收治的17例腹腔开放合并EAF患者。通过窦道造影、CT重建和手指探查方式评估瘘口大小、瘘口周围肠管直径和瘘口周围肠管角度,基于评估数据设计并制作3D打印肠瘘支架,经瘘口置入支架。观察指标包括:(1)支架置入成功率;(2)置入后肠内容物流出量;(3)可耐受运动时间;(4)接受肠瘘确定性手术时间;(5)恢复肠内营养时间。用t检验比较支架置入前后肠内容物流出量以及可耐受运动时间,肠内容物流出量和可耐受运动时间变化的统计采用重复测量方差分析法。
结果
17例腹腔开放合并EAF的患者中男性13例,女性4例。全部患者均成功实施肠瘘支架置入术,置入后2 d行消化道造影检查均提示消化道通畅、无梗阻;且支架成功保持在原位直至确定性手术。未发现行肠瘘确定性手术的患者出现支架置入相关不良反应。支架置入后肠液流出量始终保持在较低水平,17例患者肠液流出量从第1天的(702.7±198.9)ml/d降低至第7天的(45.8±22.4)ml/d,差异有统计学意义(F=10.380,P<0.001)。支架置入后患者离床时间、运动时间均持续增加,运动耐受时间从第1天的(9.1±3.8)min/d延长至第14天的(106.9±21.8)min/d,差异有统计学意义(F=41.727,P<0.001)。截止支架置入术后120 d,15例患者成功实施肠瘘确定性手术和腹壁重建术。恢复肠内营养时间为3(2,5)d,自支架置入至接受手术行瘘口修复时间为(87.2±17.6)d。2例患者因严重腹腔感染合并多器官衰竭而死亡。
结论
3D打印肠瘘支架可减少EAF瘘口处肠内容物的流出,并可促进患者恢复肠内营养和康复锻炼。
在腹部外科工作中,严重的腹腔感染、腹腔间隙综合征和肠管水肿扩张导致的腹内压增高是常见疾病,腹腔开放疗法已经被证实是治疗这一系列病症的有效疗法[1]。该疗法可对腹腔感染实施有效的感染源控制,同时降低腹内压,从而预防内脏器官缺血。但是腹腔开放后也有棘手的难题,肠空气瘘(enteroatmospheric fistula,EAF)即是其中之一。EAF是腹腔开放后临床管理面临的严重并发症,一旦发生,即可显著增加患者病死率[2,3]。因此,尽快封堵EAF以恢复肠道完整性十分必要,不仅可减少消化液丢失,减轻瘘口及周围皮肤损伤,而且可实现早期恢复肠内营养和维持肠道稳态[4]。负压封闭引流(vacuum-assisted closure,VAC)、纤维蛋白胶封堵、双套管冲洗引流和瘘口原位修补等是常用的EAF修复方法,这些技术有可能使瘘口自愈,也可通过有效引流,促进创面肉芽形成[5]。然而,对于黏膜外翻的EAF,上述疗法均无法有效控制瘘,亟待新的治疗手段。
为解决上述问题,东部战区总医院普通外科利用3D打印技术,研发3D打印支架对EAF瘘口临时封堵,以减少肠内容物的流出,减轻瘘口周围皮肤损伤,减轻患者痛苦;同时促进肠内营养恢复,改善患者营养状态,以帮助患者尽早接受手术。本文分析2019年6月至2020年1月期间,本团队采用3D打印支架对EAF患者的治疗情况,评估其疗效和安全性。
资料与方法
一、一般资料
本研究采用描述性病例系列研究方法。回顾性收集东部战区总医院普通外科于2019年6月至2020年1月期间收治的EAF患者。共23例患者因继发性腹腔间隙综合征和腹腔感染行腹腔开放疗法,腹腔开放后出现EAF。6例患者因存在多个EAF(3例)、远端肠梗阻(2例)和肠管狭窄超过50%(1例)被排除,最后17例患者接受3D打印肠瘘支架置入术治疗。患者基本资料见表1。本研究经东部战区总医院机构审查委员会伦理委员会批准(伦理审批号:2016NZKY-026-02)。本研究使用的3D打印肠瘘支架设计已申请国家专利(专利号:CN201910902856.0)。

二、纳入标准和排除标准
纳入标准:(1)接受腹腔开放疗法;(2)合并EAF。排除标准:(1)有两个或两个以上瘘口;(2)远端梗阻;(3)肠管狭窄>50%。
8
三、支架的制作与置入取出方法
1.支架设计:
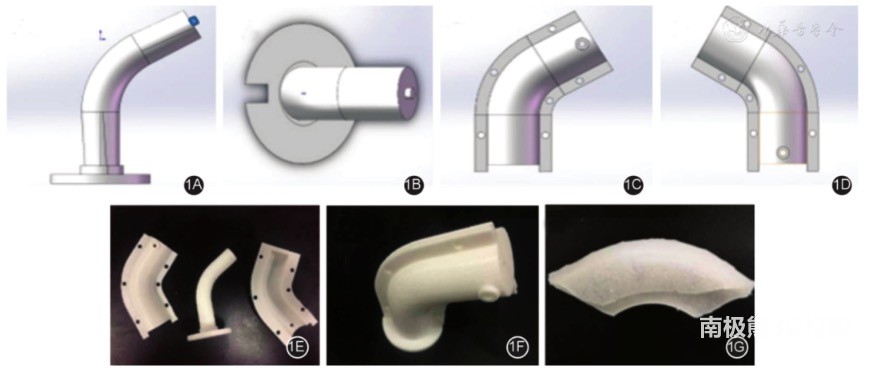
设计支架前,须对每例肠瘘患者肠道情况进行评估。评估方式主要包括窦道造影、CT重建和手指探查[6,7]。评估内容包括瘘口大小、瘘口周围肠管直径和瘘口周围肠管角度。过Solidwork 2019软件进行数据处理,进行肠瘘支架模具的三维建模[8]。设计支架外壁时,需在肠管直径基础上增加0.5~1.0 mm,使支架与肠管之间间隙最小,密闭性更好。
2.支架制作:
模型建立完毕后,将其输入3D打印机程序进行切片处理,设定打印初始层高度为0.3 mm,模具打印层厚为0.2 mm,壁厚为0.8 mm,填充率为65%,喷头打印温度为210 ℃,热床温度为80 ℃,打印速度85 mm/s,添加底座,无需平台支撑,每层最小打印时间5 s。基础设定结束后,选用打印材料为聚乳酸(polylactide,PLA)丝材,直径1.75 mm,流出速度100%。随后开始打印,当外壳模具和内核模具打印完成后,进行硅胶灌注。选用的硅胶材料为食品级医用液体硅胶,邵氏硬度为45A,将液体硅胶与固化剂进行1∶1混合后灌注到肠瘘支架模具中,再将整个模具进行烘箱空气加热(设定温度为85 ℃),加热1 h后进行脱模,即可得到3D打印肠瘘支架,见图1。
(责任编辑:admin)

 中南大学:增材制备可生物
中南大学:增材制备可生物 2024年二季度,中国3D打印
2024年二季度,中国3D打印 《Bioactive Materials》
《Bioactive Materials》 增材制造中机器学习研究综
增材制造中机器学习研究综 高性能水凝胶的3D生物打印
高性能水凝胶的3D生物打印 研究人员开创使用X射线和
研究人员开创使用X射线和最新内容
 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复热点内容


