Fraunhofer IAPT表面光洁度研究:哪种3D打印后处理方法适合我?
时间:2021-11-10 21:00 来源:南极熊 作者:admin 阅读:次
导读:在表面粗糙度方面,金属3D打印零件往往达不到表面质量要求,因此需要进行精加工。表面处理过程就像3D打印过程本身一样,对成品部件的最终质量有重大影响。因此,有必要了解各种表面精加工方法的优缺点,充分利用这些方法并在零件设计阶段尽早考虑。

△Fraunhofer IAPT的表面光洁度研究
Fraunhofer IAPT的几项研究特别关注复杂金属增材制造部件的后处理技术,并提供面向应用的决策辅助,进一步加速增材制造工业化。研究显示了不同的精加工工艺对3D打印金属零件的影响,并对各种工艺的性能进行客观比较。
后处理增材制造金属部件的挑战
增材制造涵盖了大量不同的逐层生成组件的过程。金属领域最成熟的工艺变体是激光束粉末床融合(LB-PBF)。与传统制造相比,咬边、复杂结构或内部通道通常不会对零件设计造成重大限制。另一方面,这种制造方式在分辨率方面受到限制,由层厚度(通常在20-60
μm
范围内)和熔池宽度决定。而最终的表面质量会受到分辨率和由此产生的阶梯效应,以及打印时的热平衡差异或添加支撑结构影响。因此,3D打印组件通常具有非常不均匀的表面,在零件的不同部分具有不同程度的粗糙度。此外,就磨料或其他烧蚀介质的可及性而言,零件复杂性通常也是表面精加工潜在的一个大问题。因此,3D打印组件的表面异质性和设计自由度对后处理方法的性能和灵活性提出了很高要求。
哪种后处理方法适合我?
Fraunhofer IAPT对当前市场上增材制造部件表面平滑方案的优势和劣势进行了全面概述:这项表面处理研究深入评估了八种不同的后处理方法,并开发了三种具有各种不同的形状,以满足各种关键特征的几何演示器,并使它们符合真实3D打印应用。演示器能够对七个主要标准进行彻底评估:表面粗糙度、硬度、烧蚀率、边缘圆角、穿透深度、可读性和成本。
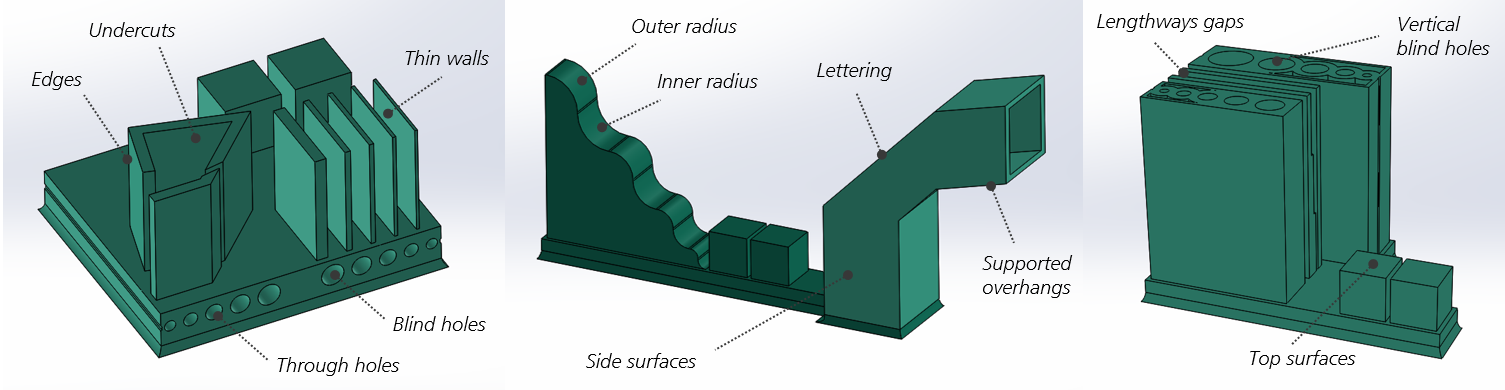
△具有不同几何特征的三个演示器设计。图片由弗劳恩霍夫IAPT提供。
研究使用了LB-PBF工艺的三种常用合金AlSi10Mg(铝)、1.4404(钢)和TiAl6V4(钛)确定材料的特定差异。项目总共打印了100多个测试件,进行了17,000次分段测量,花费了700个工时进行测量,所有结果都汇总在120页的报告中。报告针对所有三种材料的研究标准,清晰地概述了每种方法的性能。此外,它还提供了有关所得表面质量的详细数据。
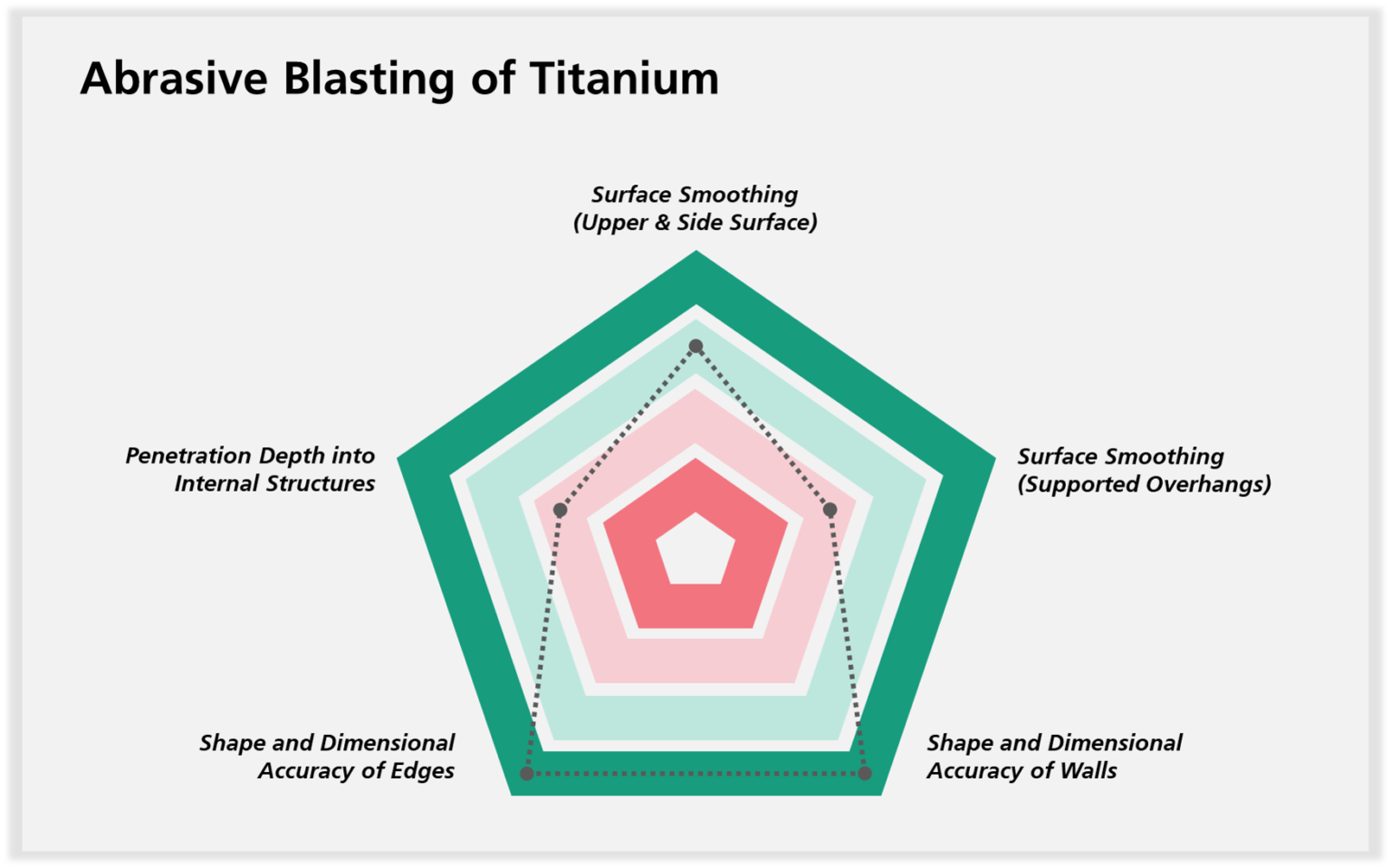
△喷砂后处理钛零件的表面质量。图片由弗劳恩霍夫IAPT提供。
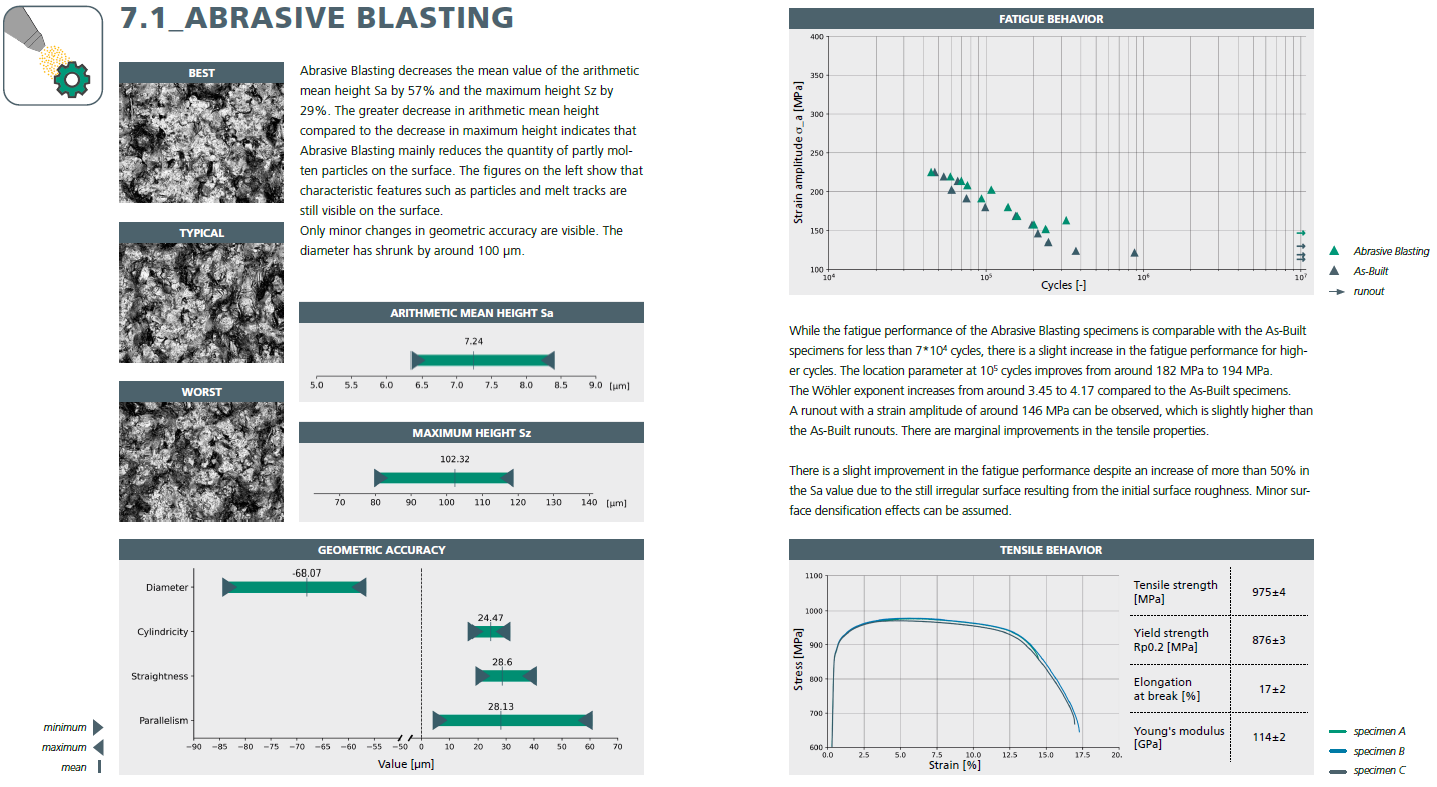
报告提供了有关每种后处理方法性能的详细信息,清楚地揭示了不同工艺粗糙度值的巨大偏差。而研究结果也高度依赖于观察到的表面积。研究确定通过选择合适的精加工工艺,钛零件的表面能够得到显著改善。另外,虽然传统的喷砂处理已经将表面粗糙度降低了50%以上,达到约50%,7
μm [平均Sa],其他工艺实现了低至1 μm的表面粗糙度。
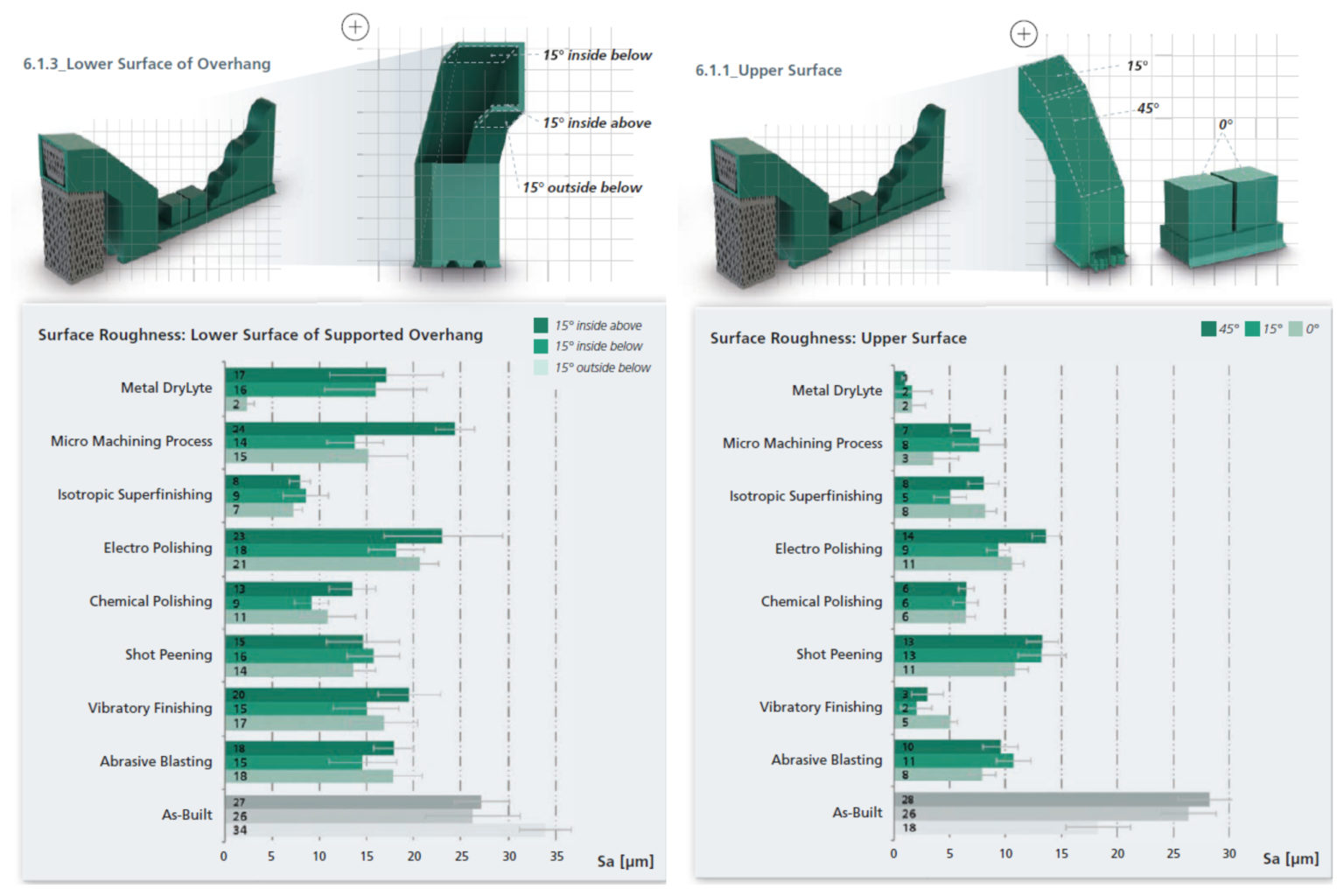
△八种不同后处理方法的比表面积钛零件的粗糙度数据。图片由弗劳恩霍夫IAPT提供。
表面质量如何影响零件的特性?
然而,外观并不是一切,第二项研究(增材制造疲劳研究)检查了不同表面处理方法对增材制造部件机械性能的影响,特别关注疲劳性能。研究观察到所选材料(TiAl6V4、IN718
[Inconel])的疲劳行为并不总是与测量的表面质量直接相关。原因包括特定影响抗疲劳性的某些表面和工艺特性。例如,一些精加工方法可以将抗疲劳性提高80%以上。另一方面,通过其他精加工方法获得的精加工性能甚至比竣工表面更差。
△增材制造疲劳研究结果。图片由弗劳恩霍夫IAPT提供。
Fraunhofer IAPT研究中提供许多其他发现,以及过程可扩展性和成本分类。作为独立、透明阐述的结果,它们旨在为增材制造、设计师、开发和生产工程师提供易于理解的决策帮助。
报告地址:https://www.smartechanalysis.com/reports/surface-finish-study-by-fraunhofer-iapt/
(责任编辑:admin)

 中南大学:增材制备可生物
中南大学:增材制备可生物 2024年二季度,中国3D打印
2024年二季度,中国3D打印 《Bioactive Materials》
《Bioactive Materials》 增材制造中机器学习研究综
增材制造中机器学习研究综 高性能水凝胶的3D生物打印
高性能水凝胶的3D生物打印 研究人员开创使用X射线和
研究人员开创使用X射线和最新内容
 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复热点内容


