�ݶȰ�����-������ļ�����ֱ���������� �����������ֵ��������ӵıȽ�(�ϣ�
ʱ�䣺2021-09-24 17:49 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
ͨ����DED-LB�ӹ������иı����ַ�ĩ�ı�������ù����ʹ�ø����ϡ���ʳɹ��ػ�����ݶ���Ʒ����316Lһ��۲쵽�������徧��������Fe�C9Cr�C1Moһ��۲쵽�����徧�����ڹ�����������֯��Ҫ�������塣��һ��ʼ�����Լ���630��ػ��ȴ���8Сʱ����еı��������ֵ��������ӣ�Electron Beam-EB�����бȽϡ����ȴ���֮ǰ�������ڹ����������γ��µ������壬DED-LB�ݶ�����Ӳ�Ƚϸ�(ԼΪ430 HV)���ػ��ȴ�����Ӳ�Ƚ��͵�300 HV��
EDS����������ͨ��DED-LB��õ�316 L��Fe�C9Cr�C1Mo֮��Ļ�ѧ�ݶȱȵ����������л�õĻ�ѧ�仯��ƽ̹��DED-LB�����ṹ������������кܴ�ͬ��DED-LB��Ʒ�ͺ����е�Ӳ��ֵ���ƣ����߶�ͨ���ػ��ȴ���������������DED-LB���������������������壬���ӽ�����Fe�C9Cr�C1Mo��Ӱ�����ں��Ӻ���Խ�Ӳ���������������DED-LB�����͵��������켫Ϊ���ƣ���20���400��ʱ��316Lĸ��ʧЧ����550��ʱ��Fe�C9Cr�C1Moĸ��ʧЧ��DED-LB��������������������൱�Ļ�е���ܡ�
1. ����
�����岻��ֺ���������������ӿ���������Ӧ�á������ں˹�ҵ�У�����Ҫ����316 L��Fe�C9Cr�C1Mo�������һ����ͨ���ټ��������屣������ʹ��Inconel�Ͻ�����������ʵ�ֵġ���һ������Ҫ�ں���ǰ����Ԥ�ȣ��Ա��������ƣ������к����ȴ������Իػ�Fe�C9Cr�C1Mo��������塣��Щ�ȴ������Ա�֤�������Ļ�е���ܣ����������õ����ԡ�
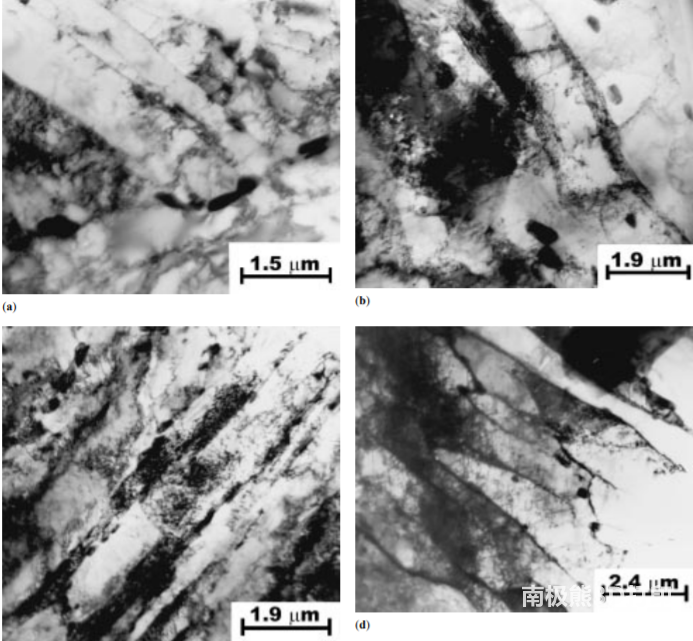
��ͼ1 (a)P9���ӽ�����730��/2h�ػ�����羵����Ƭ��(b)P9���ӽ�����760��/6h�ػ�����羵����Ƭ��(c)P91���ӽ�����730��/2h�����羵����Ƭ(d)P91���ӽ�����760��/6h�����羵����Ƭ
Casalino����֤����ʹ�û�ϼ���/�ټ�벻�������ټ�벻������յĿ����ԡ�Yano���˻�֤����ʹ�õ��������ӹ��ս�������/���������316L������ֺ��������Ŀ����ԡ�ʹ��ͨ����ĩұ���û�ѧ�ɷ��ݶȲ����Ǽú��ӹ��̵���һ�ַ�ʽ��������ͨ������ͳ����ĩұ����ͨ���������죬�����Կ��������ָ�֮�������������������ָ֡���������Ϊ���и��Ӽ�����״���ض����ܵ�������ṩ�˸�����ܣ������������������ӵĻ�ѧ�ɷֽ���316 L��ΪFe�C9Cr�C1Mo�������ڸ��˽��о��Ⱥ��ӡ�Sridharan���˷���������ϵ�����ݶȲ����仯����������֮��IJ�ƥ�䡣Woo���˹۲쵽�����ֲ�ƥ��ļ�������ͨ�����������ٲ���Ӧ����Zuback���˻�֤����ͨ���������Ļ�ѧ�ݶ�����̼��ѧ���仯�������ǽ�Ծ�仯������Լ���̼��Fe�C9Cr�C1Mo��ɢ��316 L�����ӳ����ӵ�������
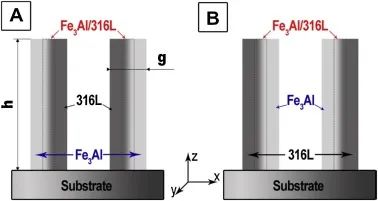
��ͼ2 (A)�ڲ�Ϊ316L�����ΪFe3Al��Fe3Al/SS 316L�ݶȹܡ�(B)���Ϊ316L���ڲ�ΪFe3Al��Fe3Al/SS �ݶȹ�
�����о�������̽����������иı���ϲ����ջ�����ֺϽ�Ŀ����ԡ����ּ����ѱ�Lei Yan���˳ɹ������ڹ����ݶȲ��������Ӹ��ֲ�ͬ�IJ��ϣ�ͼ2����������ֵ�������/������ֵ��ݶȲ���Ҳ��ͨ��������ֱ����������(DED-LB)����ģ�����Sridharan���˽����˱��������Ľ�������һ���о�316 L/Fe-9Cr-1Mo�ݶȲ��ϵ�ʵ�����ò�����DED-LB��ã��������и�ϡ���ʣ��ṩƽ�����ݶȡ����о���������ػ��ȴ�����630����8 h��Ч����
Ϊ�˸��õؽ��бȽϣ������ò�ͬ�ĵ�����������������ͬ�����ֲ��ϡ����ּ����漰�������ܶȺ�խ��Ӱ������ʹ������С�����Ӷ�ʹ��������������ֵĺ��ӡ����������Ӻ�DED-LB�����������ȴ���ʽϽӽ���Ϊ�˽��ж����Ƚϣ������¡�400���550���£��Ժ��Ӻ��ȴ�����Ʒ�����ṹ�ͻ�е���ܽ����˱�����
2.���Ϻͷ���
ʹ��316L��Fe�C9Cr�C1MoԤ�Ͻ�ַ�ĩ����ݶȲ�����Ʒ�����÷�ĩ�Ļ�ѧ�ɷֺ����ȷֲ�����1����Ʒ�Ǵ������ο���������������ĩ��
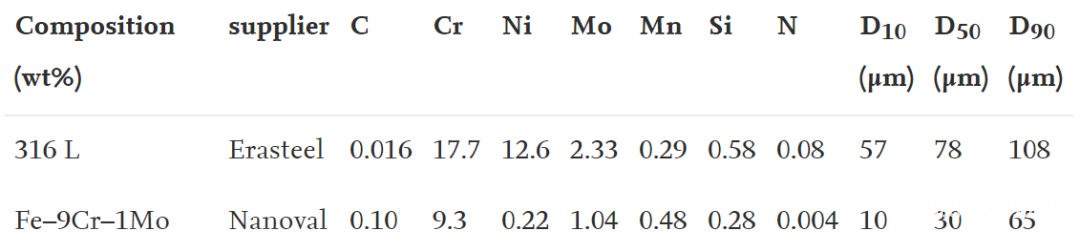
��1 316 L��Fe�C9Cr�C1Mo��ĩ�Ļ�ѧ�ɷ֡���Ӧ�̺����ȷֲ����
ʹ��DED-LB���ջ����Ʒ���ù��վ���������ĩ���������ڽ��Ϲ�����(ͼ3)����ĩ����������(�˴�Ϊ���)�ӷ�ĩ���������͵�����������ͨ������ÿ����ĩ�����������������Ƴ�����ijɷ֡��������о��У�Fe�C9Cr�C1Mo����316L��ֱ�Ӵ�һ�ַ�ĩת������һ�ַ�ĩ��������ͨ������֮���Ϸ�ĩ���еġ���2�е�316L�����������Ż������ڲ����б��ֲ��䡣
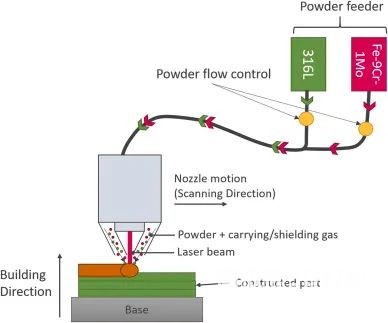
��ͼ3 Ӧ�����ݶȲ��������DED-LB���ղ���ͼ
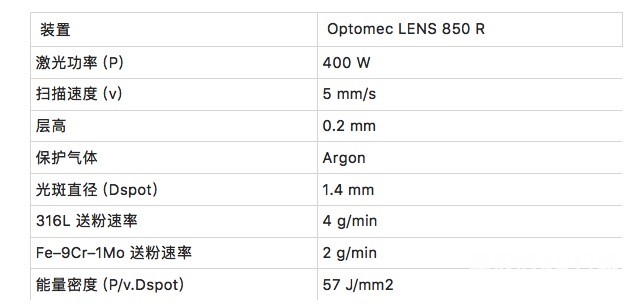
��2 DED-LB��������
��630���¶�DED-LB��Ʒ����8Сʱ������ػ��ȴ������Ƚ��˵��������ʺ��졣�������á������������ӽ���50���ף������ٶ�2000����/���ӣ����ٵ�ѹ60ǧ����������������û�������Ͻ����ϵ�5����İ��Ͻ��С�������Ʒ�ĺ����ȴ���(post-weld heat treatment-PWHT)Ҳ��630���½���8Сʱ��Ϊ�˸��õؽ��й�ѧ�����������Ʒ���⣬��10 vol%�IJ����н���������ʴ�̴Ӷ�������ʾ�������۽ṹ������Villela�Լ�ʴ������ʾ������ṹ��������ʴ��֮ǰ��������ɨ���������(SEM)������ɫɢ����(EDS)�͵��ӱ�ɢ������(EBSD)��������ͬһDED-LB��Ʒ�зֱ���ȡ��������Ʒ�����о��ػ��ȴ�����Ч������ͬ�������ڵ�������EB�����ӡ�
���غ�Ϊ100g�ĵ����������50g��DED-LB�����ϲ���ά����Ӳ�ȡ�����DED-LB��Ʒ�����β���֮��ļ����X��Y����������Ϊ100�ס����ṩ�����ֲ���֮������Ӳ��ͼ��Ȼ�������ں����������������Ļ�������ö࣬���ڲ������غ��Dz�ͬ�ģ����Ҷ��ڵ�����������Ʒ������ѹ��֮��Ŀռ䱻����ΪX����200��Y����500�ס�
�ȴ��������ݶ������Լ�����λ�ڽ������ĵ�ƽ��������20�桢400���550���½����������飬�����������ܡ�Ӧ��ʩ���ں�����ݶȷ���(ƽ������������Ĺ�������)�ϣ�Ӧ����Ϊ1���֮һ/ÿ�� ��DED-LB��Ʒ�ڲ���ǰδ���б���ӹ�����˱���ֲڡ�ʹ��7.5�����ش�С���ϲ���Ӱ�����������ȡ���ΪʧЧ�������Ƿ����ڱ�������IJ��֣����ϵ������Լ������¶ȵ�Ҳ������ʧЧ���������ƽ������������������ߡ�
3.DED-LB�ݶȲ��Ͻ��
3.1.���ṹ�о�
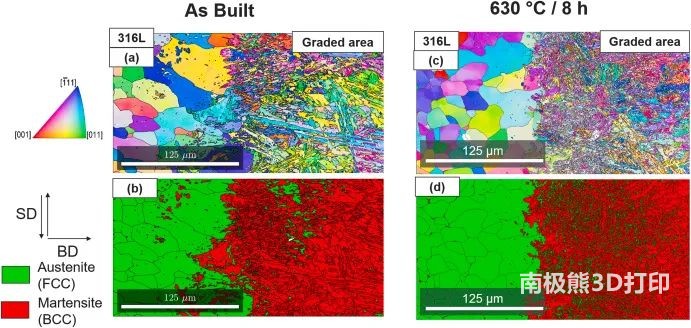
ʴ�̺�316 L/Fe�C9Cr�C1Mo�ݶ���Ʒ�ĺ�����ѧͼ����ͼ4 (c)��(d)��ʾ�����Կ������ֲ���֮������Ľ��档����Щֻ��������϶����Ʒ��û�й۲쵽���ȱ�ݡ�316 L�౻λ�ڹ�������(BD)�ij�ϸ������(ͼ4(b))��������Fe�C9Cr�C1Mo����Ϊ������(ͼ4 (a)��(e))������������ϡ���ʺܴ�ԼΪ80 %����ʹ�����һ��316 L��100 %������Fe�C9Cr�C1Mo��ĩ��֮��ֻҪ���ֺϽ����۳�����ȫ��ϣ����һ�������ijɷֽ���80 %���ۻ���316 L��20 %����Fe�C9Cr�C1Mo����ˣ���316 L��Fe�C9Cr�C1Mo֮��۲쵽ƽ�����ݶ�������ȫû�б�����ʴ�̼�ʴ�̡�δʴ������ij���ԼΪ1.5���ס�
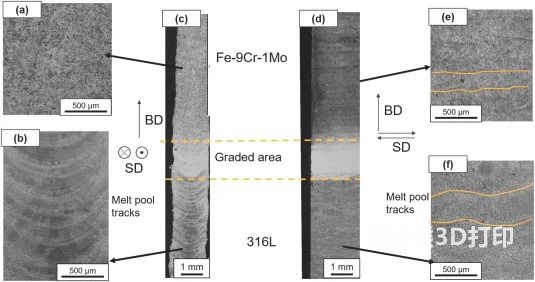
��ͼ4 ����ʴ����ɵ�DED-LB��Ʒ��Ĺ�ѧ����Ƭ(BD -��������SD -ɨ�跽��)����BDƽ�棬��ֱ��SD����(a)�������(b)���������ṹ��(c)�ݶ���Ʒ����BD��SDƽ���С���(d)�ݶ���Ʒ��(e)�������(f)���������ṹ��
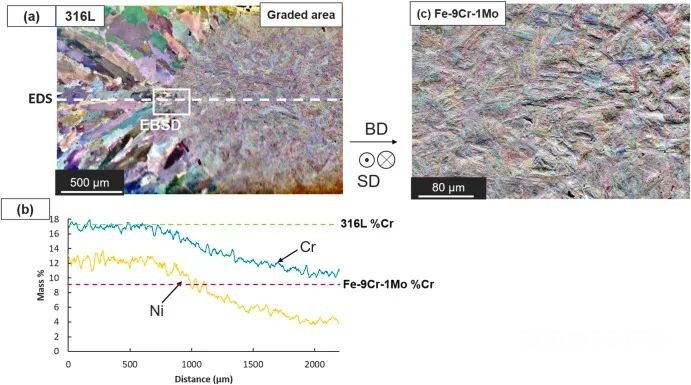
��ͼ5 �ݶ�����ķ���:(a)����֯��ǰɢ�����(FSE)ͼ�������(b)����ɫɢͼ��(c)Զ���ݶ������Fe�C9Cr�C1Mo����������֯��ǰɢ�����ͼ��
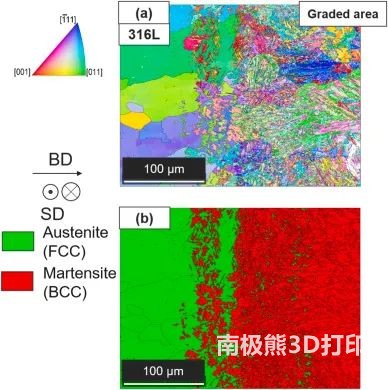
��ͼ6 (a) EBSD IPFͼ��(b) 316 L���ݶ�����(1����= 0.2��)���洦EBSD��λͼ��IPFͼƽ���ڹ�������10�� �����Ժ�ɫ��ʾ��
��ͼ5 (a)�У�316 L������ȫ������ģ��������������۳ز������ݶȷ�����������Fe�C9Cr�C1Mo����ȫΪ������(ͼ5 (c))��EDS�ֲ�ͼ(ͼ5 (b))��ʾ����ѧ�ݶ�ʵ���ϴ���ͼ1�е�δʴ��������Ԥ��ĵ���(FSE)ͼ�������ͼ(ͼ5 (a)��(b))���ɷֱ仯��ǰ300����Ҫ�ǰ����壬����۽ṹ��Ҫ��������塣EBSDͼ(ͼ6 (a)��(b))����һ��Լ100���ݶȴ������а���������������ࣨBody-Centered Cubic-BCC����ϴ����š�һЩ�����������̬�������ǿ���������������������塣����BCC����Խ�С�����EBSD�����������β������ס�
Ȼ����316 L��Fe�C9Cr�C1Mo֮����м�ɷ�ͨ���������֯ͼ (Schaefflers Diagram���ɷ���A(������),F(������),M(������)����֯������Χ���۲쵽�쳣�ɷֵ������塣��ʵ�ϣ����ڽϸߵ���ȴ���ʣ������������м��п��ܱ��ָ������� delta �����塣
Զ���ݶ�����Ľ������ĵ����ṹ��δ���ȴ����ı�(ͼ7 (a)��(c))�����ֻػ��ȴ�������ı�������ijɷֲַ�����Ϊ�¶Ⱥͳ���ʱ�䶼������ʹ��ЩԪ��ʵ�־��ʡ��ڹ�������������һ��İ�������Ͱ�����һ�ྦྷ�紦������������γ���ͨ���ȴ����շ���(ͼ7 (b)��(d))���ȴ����������/�����������ƺ��������ȴ�����������һ���γɵİ������ϸ���ֲ������ȡ���ЩBCC�������ȴ�����Ҳ����ϸ������������������ȴ����ڼ䲿�ְ����廯����Ϊ��Fe�C9Cr�C1Mo��ȣ����ض��ɷֽ�����Ae1 ��Ae3��
��ͼ7 �ػ��ȴ���������֯��Ӱ��:(a) IPFͼ��(b)��ʼ��ͼ��(c) IPFͼ��(d)630��C/8h�ȴ��������ͼ
3.2.�����
3.2.1.Ӳ��
��ͼ8 DED-LB��Ʒ�������ݶ��������Ӳ�Ȳ���:(a)ƽ��Ӳ�������ĺ�����ϵ(b)��ʼ��ƷӲ��ͼ��(C)630��C/8h�ȴ������Ӳ��ͼ��
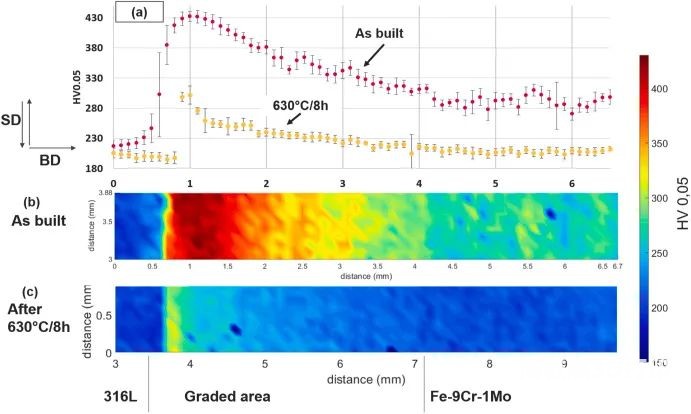
���ṹ�ͺϽ�ѧ�仯���»�е���ܵı仯���Ӻϴ�����Щ�仯�Լ��ȴ����Ľ������ͨ��ά����Ӳ�Ȳ�����������ͼ8 (b)��(c)��ʾ�˻�õ�DED-LB��Ʒ����Ӳ��ͼ��316 L���Ӳ��ԼΪ220 HV��������316 L DED-LB��Ʒ�з��ֵ�ͨ��Ӳ�ȡ���Fe�C9Cr�C1Moһ�࣬Ӳ��ԼΪ300 HV���������ػ������������ֵ�����ݶ��������岿�ֵ�Ӳ�������ߡ�����ƽ�ȵ����ӱ仯��Ҫ������Fe�C9Cr�C1Mo�ֵ�̼���������ӡ�������֯���������ʱ��Ӳ�ȼ���������430 HV����ԭ��������ڸ�����316 L�������кϽ�Ԫ��(������)�Ļ�ѧ��������ǰ�۲쵽��ϸС�ҷ�ɢ�İ�����/BCC������(ͼ7)Ҳ����Ӳ�����ӡ��ڸ÷�ֵ֮��Ӳ�����ͣ�ֱ���ﵽFe�C9Cr�C1Moֵ��
���ݶ��������630��C/8h�Ļػ��ȴ����ή�Ͳ��ϵ�����Ӳ��(ͼ8 (a))����316 L��Fe�C9Cr�C1Mo�࣬Ӳ�ȷֱ���200��210 HV���ݶ���������Ӳ�Ƚ��͵�300 HV����(ͼ8 (c))��
3.2.2.��������
�ȴ����Ե����������DED-LB��Ʒ�����������飬�Ը��������������ӵĻ�е���ܡ�Ϊ�˱Ƚϣ��������˵���������������������(��3)�������������ƽ�������������ݶ������Լ������λ�ڽ�������ġ���20�桢400���550���²����������ܡ�Ӧ��ʩ���ں�����ݶȷ���(ƽ������������Ĺ�������)�ϣ�Ӧ����Ϊ1���֮һ/ÿ�롣ͨ����������ȷ����ƽ�����������ڻ���ͼ9��DED-LB������Ӧ��-Ӧ�����ߡ�
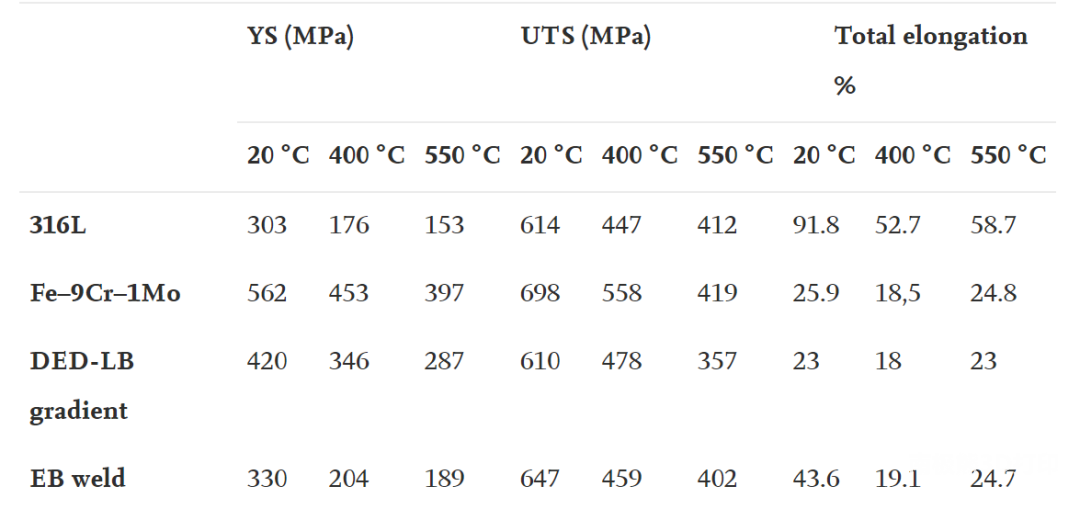
��3 �������ȵõ���DED-LB�ݶȺ͵����������е���ܡ���YS��yield strength������ǿ�ȣ�UTS��ultimate tensile strength�����ǿ�ȣ�
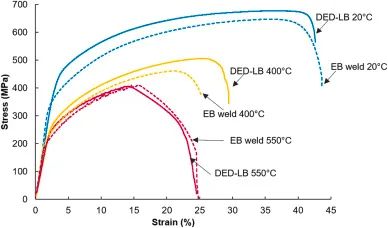
��ͼ9 ��20��(��ɫ)��400��(��ɫ)��550��(��ɫ)���������¶��£�630��/8Сʱ�ȴ��������������(����)��DED-LBת��(ʵ��)������Ӧ��-Ӧ�����ߡ�
���������к���������ݶ�����û�г���ʧЧ�����������������������º�400���£������������DED-LB��Ʒ�е�316L�������Ķ�������ʧЧ������Щ�¶��£�DED-LB����������ǿ�Ⱥͼ�����ǿ���Ը���EB���죬���쳤�ʼ�����ȡ���550��ʱ��DED-LB��Ʒ�͵���������������Ƶ����ܣ���Fe�C9Cr�C1Mo�������ij���ʧЧ������ʧЧλ�����¶ȱ仯�ڰ�����/�����庸������кܳ����������º�400���£�316L������ǿ�Ⱥͼ�����ǿ��ͨ������Fe�C9Cr�C1Mo������ǿ�Ⱥͼ�����ǿ�ȣ����Ӧ����Ҫ��316Lһ��(��3)����550��ʱ��Fe-9Cr-1Mo��ǿ����316L����Եͣ���Fe�C9Cr�C1Mo�е�Ӧ���Ǿ��ȵģ���������չ�Խϲ������ʧЧ��
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


