������SLM�������Ͻ������֯�����ܣ�����
ʱ�䣺2021-09-08 08:43 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
1.1 5ϵ(Al-Mg)
����Al-Mg��5ϵ�кϽ��Dz����ȴ����ģ�������ȷʵ���ֳ�������ǿ����Ӧ��Ӳ������������ʴ�ԺͿɺ��ԡ���ˣ����DZ��㷺��������Ӧ�ã�������������ǿ��2ϵ��6ϵ��7ϵ�Ͻ���ȣ���ͳ�����5ϵ�Ͻ�������е�ǿ�ȡ���������Sc��/��Zr���������Al-Mg�Ͻ������ܶ�(�ߴ�99.2-99.9%)��ʹ�Ͻ�������õĿ���ǿ�Ⱥ���չ�ԣ�����������ӹ����ܡ�
��ЩԪ������˫�����á����ȣ������̹������γɵ�Al3Sc��Al3Zr(L12����ṹ)������Ϊ���ʳɺ˵���ϸ���������������Ӷ����е����(Hall-Petchǿ��)����Ҳ��ֹ�˵��������Ƶ���״���������������Ǵ�������и�ǿ�����Ͻ�����⡣��Σ���Ӧ����������(275-325��C)�ڼ��γɵ�Al3Sc��Al3Zr���׳����ٽ��˺�������(150-200��C)������ϸ�����ṹ�����ȶ��ԡ�������ΪAl3Sc��Al3Zr�Ĵֻ�����ѧ��������ΪSc��Zr��Al�е���ɢ�Բ���⣬Sc���Ͻ���ȴ�����������L-PBF��������Ͻ�Ĺ㷺Ӧ������������ƥ�䡣�����ȴ����Ǵ�ƽ̨���Ƴ���������֮ǰ����Ҫ���裬��Ϊ�����Ա���Ѻ�/����Ρ����ṩ��һ������ĺô����Ҷ���ҵ��������������������������ŵ㣬ʹ��Ҿ����ڿ�����ǿ�ȺͿ��ȴ�����Al-Sc�Ͻ����ƺ��кܴ��ǰ����
Schmidtke����֤����Sc�Ͻ���Zr��ϵ����ƣ���ɷ�ΪAl-4.5Mg-0.66Sc-0.51Mn-0.37Zr������L-PBF�ӹ�AM�����ֺϽ�Ҳ��ΪScalmalloy®���ǿտͼ���ר��ΪAM�����ĵ�һ�����Ͻ�Ŀǰ��Scalmalloy®�����ڳ�������������AM��������ǿ���Ͻ�����ǿ��Ϊ470MPa������ǿ��Ϊ520MPa������������Ϊ13%���о�����������Al3Sc��������ǿ�����ӣ���Sc����Ϊ0.1wt%ʱ��ǿ������Լ40�C50MPa��Li�����о���Al-xMg-Sc-Zr�Ͻ𣬽�Mg������1.5%�ı䵽6wt%����Scalmalloy®��ȣ�Sc�ĺ������١����о���Ŀ���Ǽ��ٰ����Sc��������ͬʱʵ�����Ƶ����ܡ�
Ȼ�����۽ṹ�о���������Mg��������ʱ��������������ԡ���������1.3wt%��Siʱ�������Ʋż��٣��Ӷ�����ϸ����Al-Mg2Si֦���乲���ṹ���۽ṹ��ֱ��Ϊ300-600nm�ij�ϸ����ϸ����ɣ�����Ƕ����2-15nm��Al3(Sc,Zr)�������ӡ�����Al-Mg2Si������Mg2Siֱ��ԼΪ10-100nm�������ھ�������״�Ǿ��硣��ӡ��Ͻ�Ŀ���ǿ����500-550MPa֮�䣬������ԼΪ8-11%����ȡ����ʱЧ�ȴ������ա�Croteau�����о���������Ԫ�Ͻ�(Al-3.60Mg-1.18Zr��Al-3.66Mg-1.57Zr)����ͼͨ������Sc�����ͳɱ���ͬʱʵ�ֵ�Ч�ľ���ϸ������ӡ����۽ṹ��ʾ���������͵ľ�����ϸ����(Լ0.8��m)�����ᾧ��������ͬ�Ծ����ʹ־���(Լ1-10��m)����״������֯�������������־����ṹ�����������������Al3Zr������ṩ�˸�����ǿ��(354MPa)��������ǿ��(380MPa)����չ��(Լ20%)�Ļ����ڽ���װ�ͷ�ֵʱЧ��Ʒ�о����и���ͬ�Ե����ԡ�
1.2 6ϵ(Al-Mg-Si)
���ȴ����Ķ���6ϵ(Al-Mg-Si)���Ͻ�����е�ǿ��(>300MPa)�����õ���ʴ�ԺͿɼ�ѹ�ԣ�ʹ���ڽṹ������Ӧ���о�����������6ϵ(��ͭ)�Ͻ�Ļ�������˳��Ϊ��SSSS(����������)�����ʴء�GPB��������̬�¡�������̬�¡���ȶ���(Mg2Si)��Ȼ����Al-Mg-Si�Ͻ�������Ƶ��������ں�����������������֪�ģ�����ڼ��⺸�ӵı�����Ҳ����ˡ��뺸�����ƣ�L-PBF�ӹ������ƹ����ڱ�����������ȡ�õijɹ����ޡ�6061(Al-1Mg-1Si)�Ͻ����������ƺͼ�ѹ�Ͳĵ���ʽӦ��������Ӧ�ö��õ��˹㷺���о���
Fulcher�����о���AA6061�Ͻ𣬲��������ӡˢ��AlSi10Mg�����˱Ƚϡ�����ϵͳ��ʵ�鹤���ó����ۣ�AA6061�Ͻ��������Ƶ���Ҫԭ���ǽϸߵ�������ϵ��(CTE)�ͽϴ�����̷�Χ�������о���ԱҲ�۲쵽���־����е����ƣ���ȷ�������ϵ�����Ĥ����������������Ҫ���ء��о���Ա��Ϊ���ȶ���������Ĥ�������и��ߵ��۵㣬��L-PBF�ӹ������У���Щ����Ĥ���۳ر߽紦ƫ��������γ����ơ�Ϊ����߸úϽ�Ŀɼӹ��ԣ������Ѿ�̽���˼��ֲ��ԡ�Roberts����ͨ�����������Ʊ�AA6061�Ͻ����ǵĹ������������Ƽ��١�Ȼ��������ҵAA6061�Ͻ���ȣ���Ϸ�ĩ�����Ļ�ѧ�ɷ����в�ͬ��Martin�����о������Ӿ���ϸ������AA6061�Ͻ�ʹ��Zr������������L-PBF�е������ơ����ǵĽ����������������������̬����״��Ϊ����״(�ߴ�ԼΪ5��m)������ȫ���������ơ�Zr��������������Ӧ���γ�Al3Zr���ӣ���Ϊ����Al�����ijɺ�λ�㣬���5��������
�о���Ա̽������һ�ַ����ǽ����������500��C�����������ڽ�������н��Ͳ���Ӧ�������������ơ�����T6�ȴ�������������ƹ���������ǿ��ԼΪ310MPa��������Ϊ3.5%������ͨ����ͳ�ӹ�����������൱������չ�Խ��͡�
1.3 7ϵ(Al-Zn)
����Al-Zn��7ϵ�Ͻ�������Ļ�е���ܶ��������㷺����������������7ϵ�Ͻ�Ļ�������˳���ǣ�SSSS(����������)�����ʴء�GPB��������̬�ǡ���ȶ���(MgZn2)��Ȼ������2ϵ��6ϵ�Ͻ�һ����7ϵ��L-PBF�����д����������⡣�����о��о��˼ӹ�������7075(Al-5Zn-1.5Cu-2.5Mg)(�����Ƶ�)�Ͻ���L-PBF�����ȱ���γɵ�Ӱ�졣���ӹ���Է�ֹ����L-PBF�����7075�Ͻ�ṹ���γ����ơ�
Sistiaga���˹۲쵽����7075��ĩ��4wt%�Ĺ������Ͽ����������Ƶ��γɡ����߽��Ľ��Ŀɼӹ��Թ����ڹ�ļ��뽵�����۳ص�ճ�ȡ����ǻ��۲쵽һ���µĹ������ǿ��ľ���ϸ�����ã��ɷ�ֹ���Ƶ��γɺʹ�����Aversa�����о���7075�Ͻ���ɴ�ӡ��AlSi10Mg�Ͻ�(50:50)�Ļ�ϣ�Otani�����о���7075�Ͻ���5wt%����Ĺ衣���ǵĽ��Ҳ֤ʵ�����ӹ�����������Ʋ��γ�ϸС�ij�����������Ȼ����������ֻ���ַ�ĩ�ᵼ��Ԫ�طֲ������ȣ��Ӷ��ڹ��������ڲ����������ԵĻ�е���ܡ�Otani��Sasaki�о��˺��ߴ�16wt%���Ԥ�Ͻ�7075���Բ�����Լӹ����۽ṹ���γɺͻ�е���ܵ�Ӱ�졣�������������Ѽӹ������£����Ź躬�������ӣ���϶�������Ƶ�ȱ�ݼ��٣�����ܶ����ӡ�����5wt%����ȫ�����������ƣ���ʵ����360MPa������ǿ��(YS)��537MPa�Ŀ���ǿ��(UST)������������Ϊ9.7%��Ȼ�������ǹ۲쵽���Ӵ����Ĺ������˴��ԡ���ϵͳ����������L-PBF�������ʲ�������˽�һ���о���ϵͳ�й�����ӿ��ܻ��ڸ�����ȡ��ͻ�ơ�
���������һ�ַ���������Zr��Sc����Щ�����Ͻ�����Ϊ�������γ�Ԫ�ء���Martin����֤����7075�Ͻ��ĩ��ʹ�����ȶ���Zr�������ӵ����γɷ�ɢ���õ�Al3Zr�����仯���Ȼ�������̹����У���Щ����Ϊԭ�����ijɺ˵㣬����ϸС�ĵ��ᾧ�����������Ƶ��γɡ�T6�ȴ�����۲쵽�Ļ�е����Ϊ325-373MPa YS��383-417MPa UTS������������Ϊ3.8-5.4%���ӽ���ͳ������7075�Ͻ�Qi����ͨ���ı��������͵��۳����о�7050�Ͻ𣺱�״�۳ء���Բ���۳غ����ߵ���ϡ���״������С�ס���������ģʽ�����ǵ�ʵ������������С��ģʽ�£����ڴ��۳ر߽絽�۳����ĵ����ݶȺ��������ʵı仯�����Ƶ����������ˡ�ͬ��ֵ��ע����ǣ�ͨ���ı�ӹ��������������������м���ȱ�㣬��Zn�ȺϽ�Ԫ�ص���������ᵼ�¹����еĻ�ѧ�����ԡ����ֲ��ϱ仯���۳ز���ͬ�������������Ͻ�ϵͳ��Mauduit�����о���7075�Ͻ�������ǰ��ѧ�ɷֵı仯������п�������ٷֱȴ�5.8wt%���͵�3.9wt%��Mg��2.6wt%���͵�2.1wt%��Zn��Mg����ʧ�ᵼ��7075�Ͻ��е���ܵĶ���Ϊ��Щ�Ͻ�Ԫ�ػ�ٽ�MgZn2��Ĺ���ǿ���ͳ���Ӳ�������⣬Kaufmann����ͨ����200��C��Ԥ�Ȼ������о�7075�Ͻ𣬵������ǵĽ��û����ʾ�������Ƶ��������١�
2. ���������еľ���ϸ��
AM��һ���ش���ս�Ƿ�ֹ�����̹������γ���״�����������ṹ��AM���վ��и����ݶȺ���ȴ���ʣ���ͨ���ᵼ�¶����������Լ���ǰ�����IJ��ϵIJ������ۣ�������״����������������������Ӧ����������������Щ����֮�主�����ʵ�Һ��ͨ���ܳ������ܻ�������˺�ѡ���״�������������е���ܵĸ������ԣ���ͨ���Dz���ȡ�ġ�������Ľ���Ǿ��ȡ�ϸС�����ᾧ���ṹ���������и���ͬ�Ի�е���ܵĽṹ�����Եֿ���˺�ѡ�Ȼ�����봫ͳ����ĸ�ǿ�����Ͻ���ȣ����Ѹı���������Ԫ���Ĺ��쾧���ṹ���������̵ľ����ṹ����ͨ�������Ȼ�е�ӹ����������Ӷ������Щ�Ͻ���������ܡ���ˣ���AM�У���õķ����������̹������յ��γ�����ĵ��ᾧ���������ͨ���������ݶȺ������ٶ���ʵ�֡�
�������У�ϸС�ĵ��ᾧ���ṹ�ķ�չ�Ѿ�ͨ�����·�ʽ֤����(i)���Ӿ���ϸ����(��TiB2��NiB)������(��Ti)��(ii)Ӧ��������(�糬������������Ž���)��(iii)�ı���������(����ȴ����)��
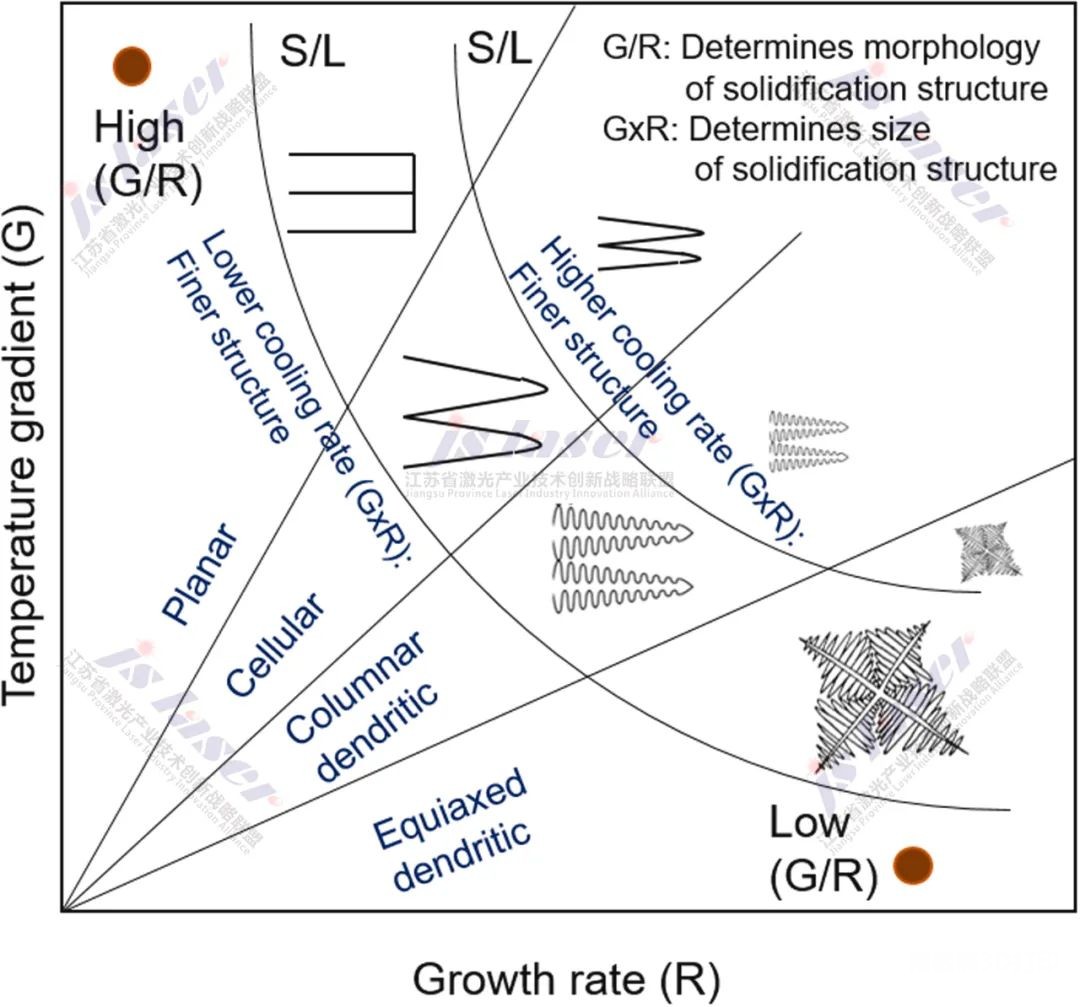
��ͼ14 ���ݶȺ��������ʶԾ����ߴ����̬��Ӱ��ʾ��ͼ��S��L�ֱ���������Һ�塣
2.1 ͨ������������������Ԫ��ϸ������
��ͳ����������ľ���ϸ���������ڲ�Ӱ��ԭʼ�Ͻ�ѧ���ʵ���������������ʺ���������1952�꣬Turnbull��Vonnegutͨ�������������˳ɺ˼��ľ���ϸ��Ч�ܡ�������˼���ʵ�����ѧģ����ȷ���ʺ����Ͻ���ϸ���ijɺ����ӡ��硰��������ģ�͡����������������ɺ����ӵ�Ч�ܡ�ͬ������1954�꣬Winegard��Chalmers�����һ���µ���״������ת��(CET)���ۣ����������������������������������Լ��������̲���������������ϣ���Ҫ���о���ر���������þ�Ͻ��ϡ�һЩ����Ԫ�ؾ�����Ч��������������(Q=mC0(k−1)������m��Һ���ߵ�б�ʣ�C0�ǿ�״�Ͻ��е�����Ũ�ȣ�k�Ƿ���ϵ��)������ʵ�������۲쵽�����ijߴ����̬��Ͻ��д��ڵ�����ֱ����ء�StJohnС��Ĵ��������ó��Ľ����ǣ����ڿ�ʼ���нṹ���䣬DZ�ڵijɺ����������̹������ڹ�������ǰ��֮ǰ��������ɺ˲�������Ҫ����Qֵ�ϴ�ʱ����������������ǰ��֮ǰ�γɡ�����Щ��������ʼ�ɺˣ���Ϊ���ھ��е��ٽ������ȴ�ijɺ����ӡ���Щ�����еĿ�������徧��������ɵľ���ƥ�䡣ͼ15˵���˴�ͳ�������Ͻ��Qֵ�뾧���ߴ硣����ͳ����ͽ���AM֮��������������ڲ���ʱ���������ʺ�����������ǿ��Ӱ��ٽ����ʳɺˡ�����Ϣ�����ڽ���AM�Դٽ�CET������G��R�Ȳ����ܵ�����(ͼ14)�����̹����и��־�����̬�ķ�չ��ͼ14��ʾ��
�����AM�о��У����ڽ���AM���������ʺ�����������ʵ�ֵ����۽ṹ������ȵؼ�����˺��ЧӦ��Ŀ��������ɺ˼���Ϊ�ⲿ���ӵĿ�������ͨ������ǰ�ۻ��IJ��γɽ����仯������������̹����г䵱�ɺ˵㣬��ͨ�����Ӹ�QֵԪ���ڹ�Һ����֮ǰ�������ṹ�����Խ��гɺˡ�
ͼƬ
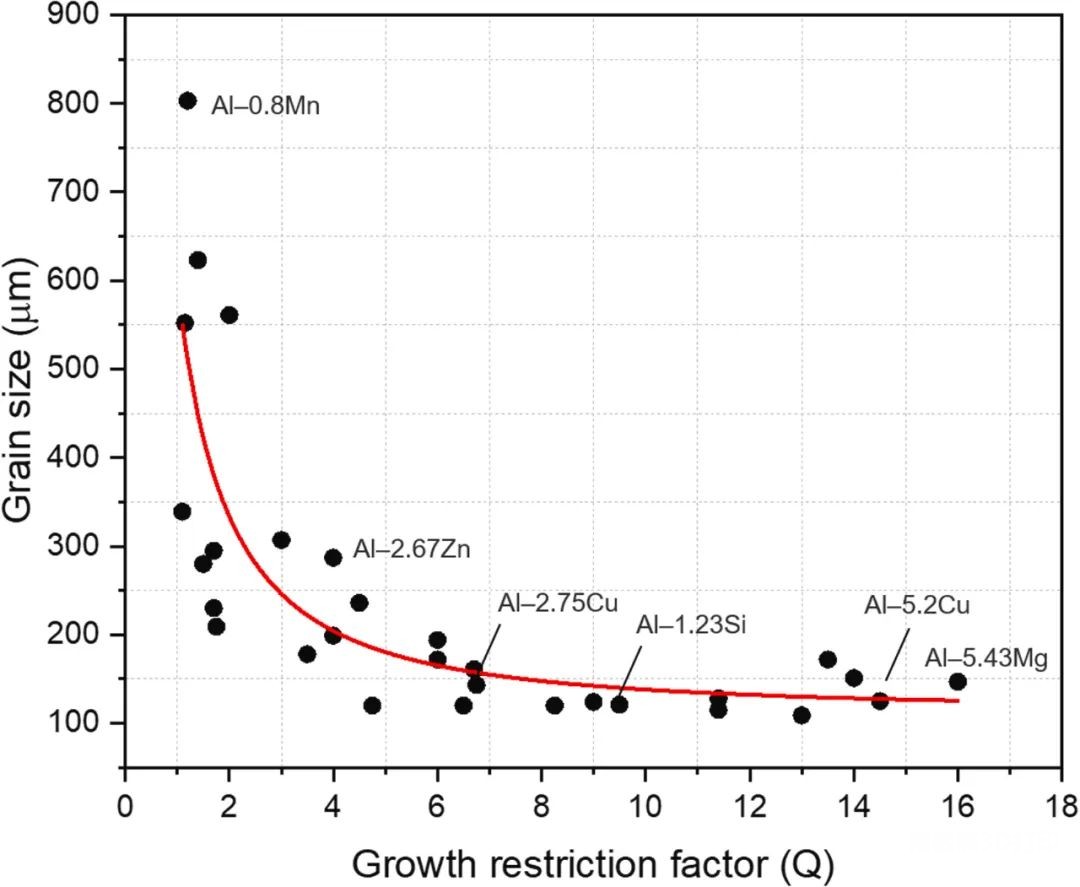
��ͼ15 �����������ߴ�����в�ͬ�Ͻ�Ԫ�ص�������������(Q)�Ĺ�ϵ��
2.1.1 ����TiB2������Ti
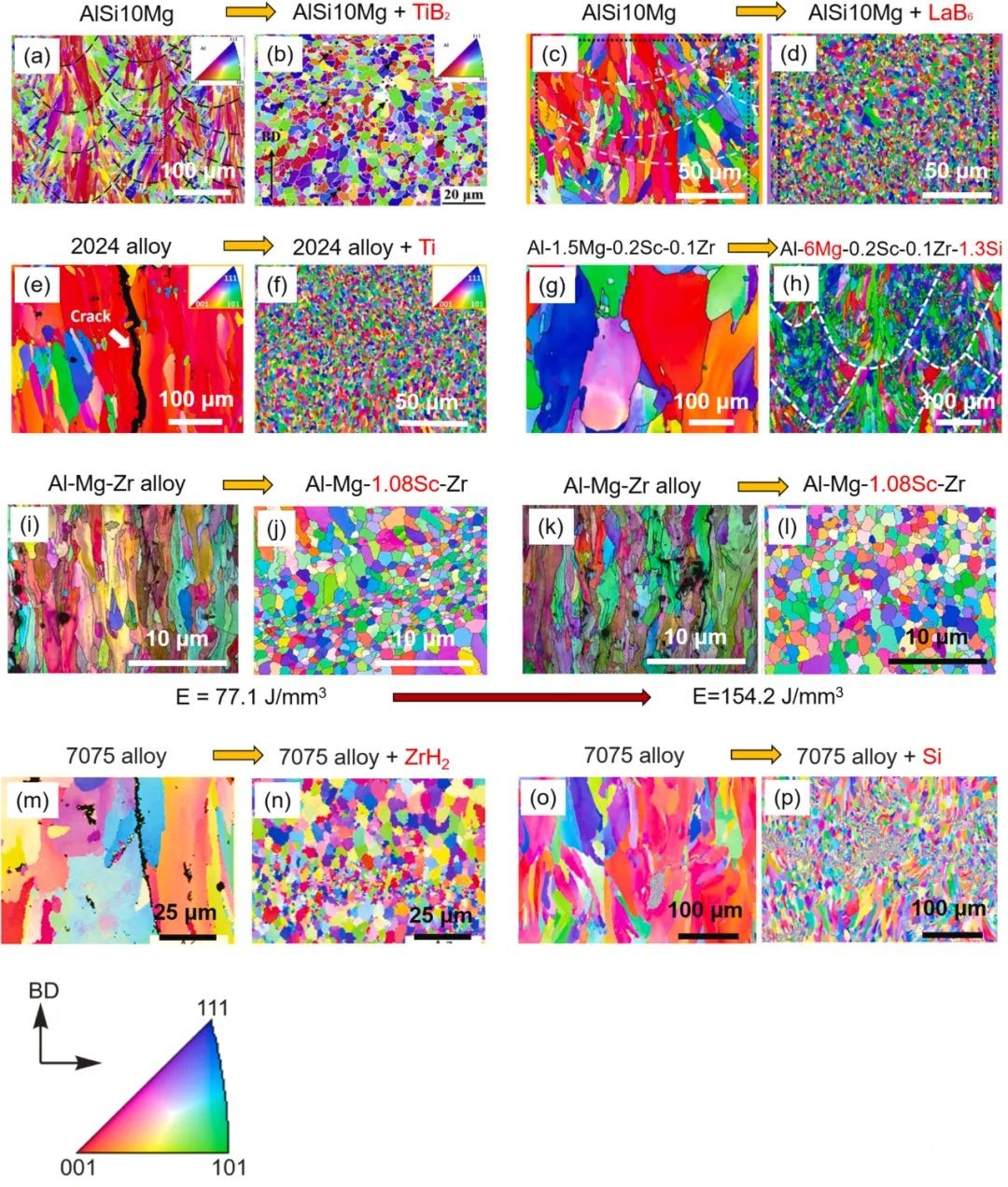
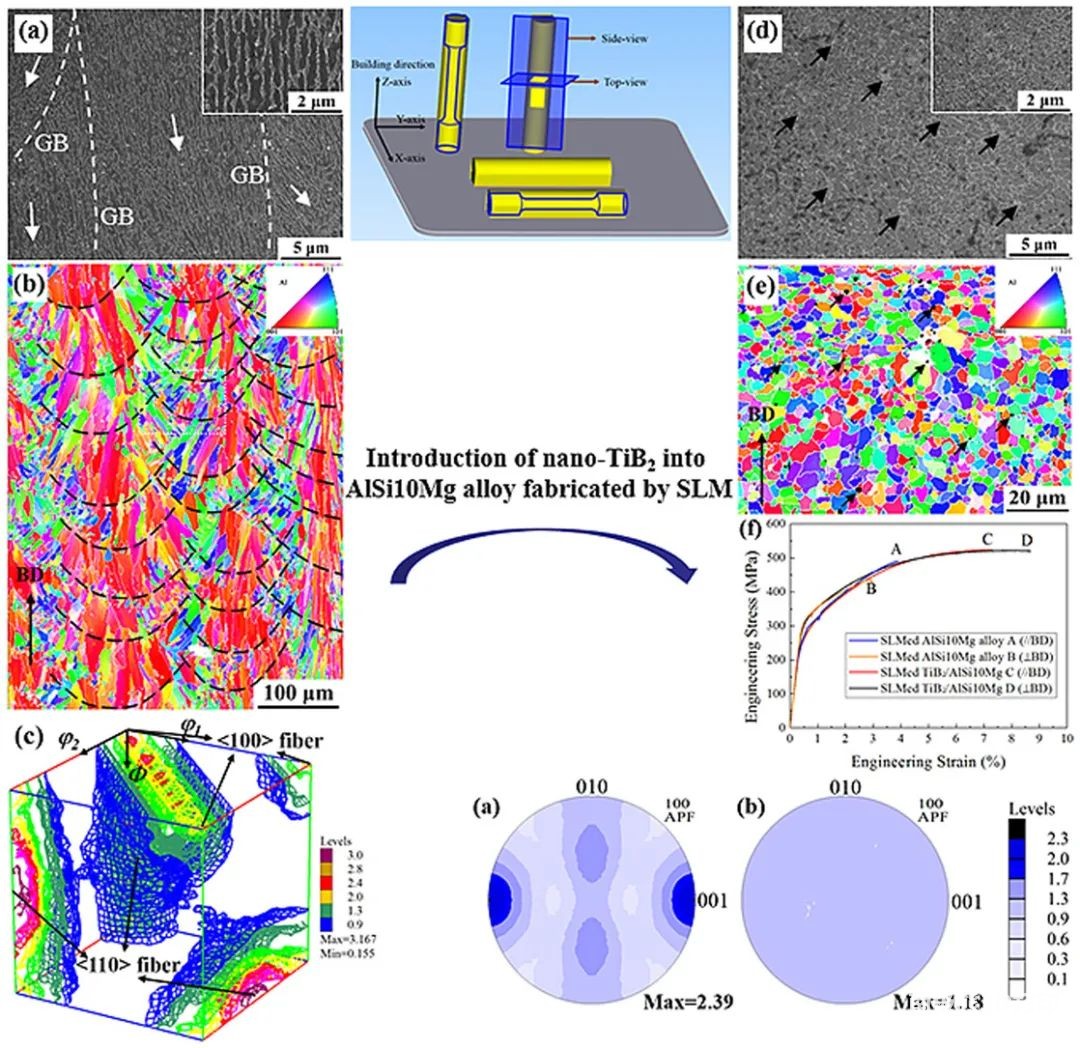
�ڹ�ȥ�����У������о���Ա�����˳��õij���������ϸ��������Al-Ti-Bĸ�Ͻ���Ti����ͨ������TiB2�Ļ�ѧ������2.2:1(wt%)����ˣ��þ���ϸ�����ṩ��TiB2���������Լ�Ti���ʣ���Ti���������Ͻ��о��нϸߵ�Qֵ��TiB2������������Һ̬����Ӧʱ����TiB2���γɸ��ȶ���Al3Ti�㣬����Ϊ�������������κ˵㡣������Al-Ti-Bϸ������������ʵ�־���ϸ��(�����״�С�ľ���ת��Ϊ�����״�С�ľ���)���������Ҳ�����ӵ�AM�������Դﵽ��ͬ��Ч����L-PBF������AlSi10Mg����Ч����ϸ����ͨ��������TiB2(5.6wt%)��ɢ��Ϳ���ĩ��ʵ�ֵģ���ͼ16(a��b)��ʾ��Carluccio�����о�����Al7Si-6061�Ͻ�������0.33wt% Al-5Ti-1B����ϸ������Ȼ�Ͻ�¶�ڼ������ۣ����۲쵽���о�������ɨ��ľ���ϸ�����ڵ�ɨ���ٶ��£�6061�Ͻ��ƽ�������ߴ��33��m��С��5��m��Al-7Si�Ͻ��ƽ�������ߴ��30��m��С��10��m��
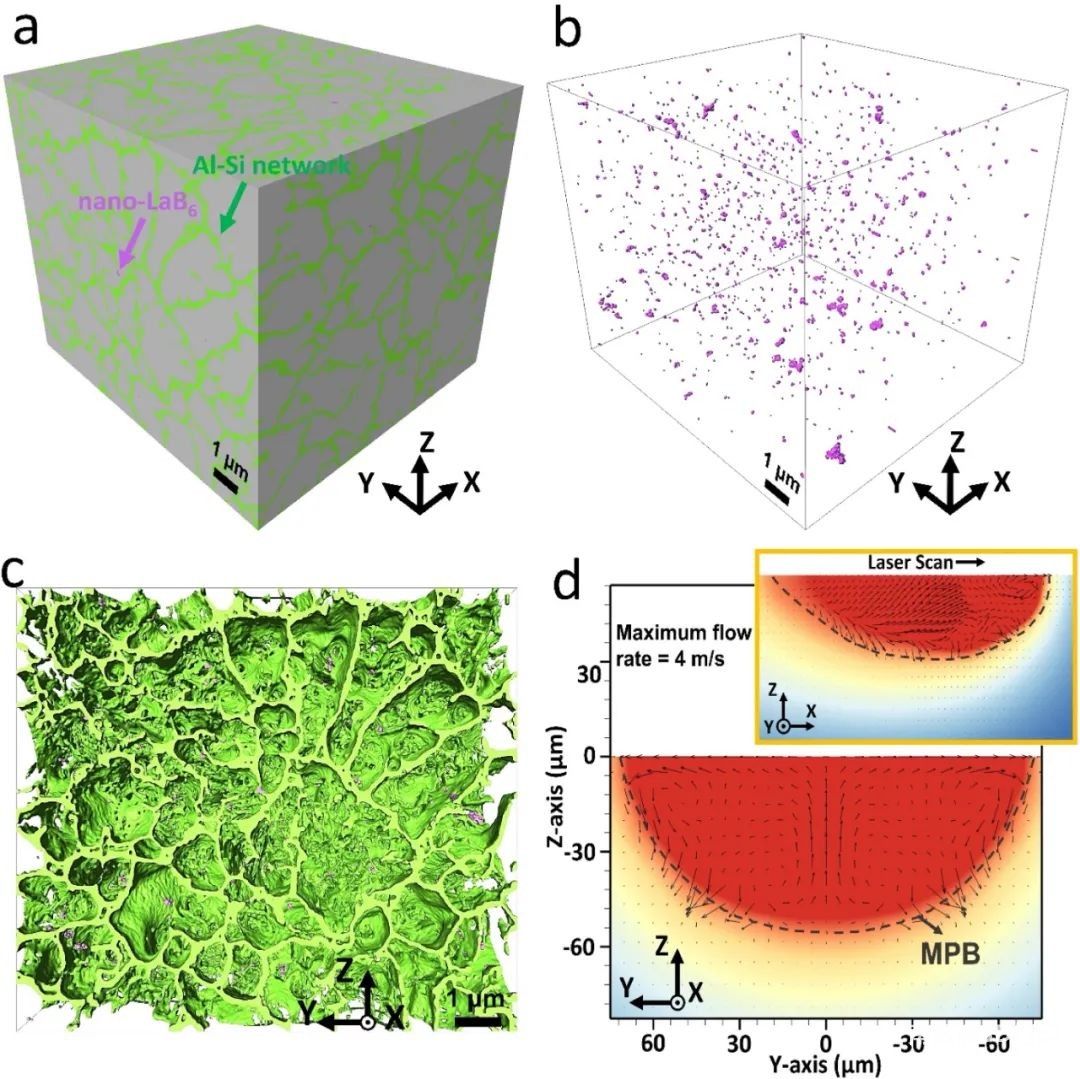
���⣬Wang����ʹ��ԭλ���췽���Ʊ��˺���TiB2��ĩ������TiB2/Al3.5-Cu1.5MgSi���ϲ��ϵ�L-PBF������TiB2��ĩ�������������Ϊ5vol%����ע���23��m��2.5��m����������ϸ����Wen������2024�Ͻ�������3wt%TiB2����õ���ṹ����δ����TiB2�ij���Ϊ60��m��1.6mm����״�ṹ��ȣ������ߴ�ϸ����20�C35��m������Ԫ���Ļ�е���ܵõ���ǿ��Tan������2024�Ͻ�ԭ�Ϸ�ĩ��ʹ����Ti�������ӣ���ʹ������̬L12-Al3Ti�ķ�չ��Ϊ���ܡ���Щ����̬�������ӵ��γ���������L-PBF�����п�����ȴ�����������Ч�������˳����������ʳɺˣ�����ϸС�ĵ���ṹ�ķ�չ������ƽ�������ߴ����ΪԼ2��m(ͼ16(e��f))��Tan���˻�ͨ����AlSi10Mg�Ͻ������Ӹߴ�2wt%��LaB6�������о�(ͼ16(c��d))�����ǵĽ��������LaB6��������Ϊ�������ijɺ�λ�㣬ϸ�����۽ṹ�����ӳ���0.5wt%��һ����С�˾����ߴ磬�����ڹ�����LaB6�����ھ����ϵ�ƫ����Ҳ��������չ�ԡ�
��ͼ16
��L-PBF���������ʺͳɺ˿��������Ͻ�����ϸ������ʾ��ͼ��(a,b)���Ͳ���TiB2��AlSi10Mg��(c,d)���Ͳ���LaB6��AlSi10Mg��(e,f)���Ͳ���Ti��2024�Ͻ�(g,h)Al-1.5Mg-0.2Sc-0.1Zr���ӺͲ�����Si���ߵ�Mg��(i-l)���Ͳ���Sc��Al-Mg-Zr���в�ͬ�������ܶȡ�(m,n)���Ͳ���ZrH2��7075�Ͻ�(o,p)���Ͳ���Si��7075�Ͻ�
��ͼ������TiB2������SLM����AlSi10Mgʱ����������Ե�Ӱ�졣
��ͼ��SLM����NI-AlSi10Mg��ʱ�� LaB6 �������ڿռ�ķֲ�
2.1.2 ����Zr
ͨ��������Ӧ�γ�Al3Zr������ͨ������Zr����ʵ����Ч�ľ���ϸ�����Ӷ�Ϊ�����������ṩ�����ʳɺ�λ�㡣��Ti��ȣ�Zr��Qֵ�ϵͣ���Al3Zr�����Ա���Ϊ����Ч�ľ���ϸ���������������������е�Zr���ȴ���������Ҳ���γ�Al3Zr�������������������Ͻ����ѧ���ܣ��ر����ڸ����¡�Zhang�����о�������2wt% Zr��2024(Al-Cu-Mg)�Ͻ�����ͨ���ı侧����̬�����������ƣ���ͼ16(g��h)�����ڴ�ӡ���۽ṹ��ʾ���۳ر߽��γɵ��ᾧ��(�ߴ�Ϊ1-2��m)����״�������۳��������������ָĽ����۽ṹ���������ܴﵽ��Լ450MPa UTS�����������ʵ�(2.7%)��������չ�ԵĽ��Ϳ����������γɹ����Al3Zr�����仯����������¡�Nie���˵�һ���о���������Zr������2wt%���͵�0.6wt%����2024�Ͻ����չ�������11%��Ȼ����������0.6wt% Zr������ϸ�������۽ṹ�����Ҳ�������L-PBF�е������ơ����⣬ע��ڹ������γɵĵ��ᾧ��������ȡ����ɨ���ٶȣ�������5m/min��ɨ���ٶȹ۲쵽��ȫ����ṹ������15m/min��ɨ���ٶ��¹۲쵽�����״�ṹ���۲쵽�����۽ṹ]��Martin���˽��е��о���������ZrH2������Ϳ��7075��6061�Ͻ��ĩ����ʾ������״���������ᾧ����ת�䣬ͼ16(m��n)������ZrH2����������������ѧ��Ӧ���γ�Al3Zr�������۲쵽��Щ�����������ı��˾�����̬�����һ������������ƣ������ڹ���������û��������ʱ�۲쵽�ġ�
��T6״̬�£���������������UTSΪ400MPa����չ�Ե���6%��������Zr(Al-Mg-Zr��Ҳ��ΪAddalloy™)��5ϵ�Ͻ���о��������۳ر߽��о���ϸ���������۳��й۲쵽�ִ����״���������������������Al3Zr������(100-400nm)��ϸС�͵��ᾧ�����γ�ԭ����״����û����ʾAl3Zr�ɺ����ӣ�����Ҫ�����������ٶ����ӵ���Zr���ʲ���Ȼ�������ֲ������Կ���ͨ��Ӧ�ö��ɨ�������١����ֱ仯��������״�������γ��˽�dz���۳أ�����ԭʼɨ�����γ��˵��ᾧ��
2.1.3 ����Sc
����ScҲ�ѱ�֤������ʵ�������ľ���ϸ���������Ƕ���Al-Mg�Ͻ�������Zrһ����Sc���۳ر߽����ϸС�ĵ��ᾧ������״�������۳�����������Ȼ�����ӹ�����Ҳ��Ӱ���۽ṹ���ݱ��Լ����ᾧ���ṹ��AM�Ͻ��е�Sc�����������������нϸߵĹ��ܶȣ�������ȴ���ʵ����ӣ���һ���������ʵ����ȴ����������������Al3Sc������Yang����ָ��������ƽ̨�¶����ӵ�200��C�ᵼ�µ��ᾧ������������������ӣ����ǵ�����ƽ̨�¶�Ϊ35��Cʱ�������������١����۲쵽���¶ȸ�ʱ���ᾧ���ṹ������ܶ����ӡ�ͼ16(i-l)˵����û��Sc���ڵ���״�ṹ���Լ�����Scʱ�IJ��죬���е����ȵ�200��Cʱ���ڽ���ƽ̨���γ��˾��ȵĵ��ᾧ���ṹ��Shi���˹۲쵽������ȵ�����Ч������������û�й۲쵽�����۽ṹ�����ں���1wt%(Sc+Zr)��Al-6Zn-2Mg�Ͻ�Zhou���˹۲쵽����Sc��Zr�Ĵ��ڣ�����ϸ�������ᾧ���������۳ر߽磬��״�����������ġ�������Щ������¶ȱ�����Լ800��C�������׳߶ȵ�Al3Sc���������ȶ��ģ���������۽�����Χ�����˵��ᾧ������Scalmalloy®�չ������ѧ�����У���ͼ10(b)��ʾ��Ԥ��Al3Sc��Al3Zr���ڳ���Al��֮ǰ�γɡ�����۳�������¶ȳ���800��C��Al3Sc��������ֳ�����̬��������״����������Sc�ĺϽ��������ֳ���Qֵ����˽ṹ����ķ�չ���ܲ�����������״�����������������ݶ���Խϸߵ�����¡�Ȼ���������۱߽紦�ľ���ϸ������(ͨ��Al3Sc)������������˺�ѵ�Ӱ�졣
��֮���������õĸ�ǿ�����Ͻ��ĩ����ר��Ϊ�������칤����Ƶġ���Щ���Ͻ����Ϊֱ��ֱ����ȴ(DC)�����һ�������Ȼ�е�ӹ�·��(����ʻ�-�����ȴ��������ƺͼ�ѹ)����Ƶģ���ʵ����������ܡ���ˣ�ʹ�����еĴ�ͳ�Ͻ��ڿ�������ʱ���ܻᵼ�¸���ȱ�ݡ���ˣ�����ͨ������PBF���յ��Ȼ�ѧ���Ȼ�е���������ض����Ӽ��������кϽ��У��Ըı���������Ϊ������µĸ�ǿ�ȺϽ�������ȵؼ���ȱ���γɲ��ֿ���״��������������������̽�������ַ�����(i)�ڼӹ�ǰͨ������Sc��Zr�ȺϽ�Ԫ����λ���Ʒ�ĩ(ii)�ڴ�ӡ������ͨ������Ԫ����Si��Ti(�������ߴ����)�Կ���ȱ�ݺ�ϸ���������Ͻ�Ԫ�غͺϽ���Ƶ���Ҫѡ�����ǣ�
(i) ͨ������۳ص�������������ȱ�ݣ���裻
(ii) ͨ���γɻ��ṩ���������κ�λ�㣬��Al3Sc��Al3Zr��Al3Ti��Al3Nb��ZrH��ϸ������(��״������ת�䣬CET)��
(iii) ��������Ӧ�����е���ѡ��
(iv)�Ͻ��������Ժ�̬ת�䣬������AM�ӹ������еĴ����¶ȷ�Χ��
(v) �ṩ����ǿ��(���������ͨ������Ӧ���˻�)��
һ���Ϻõ�ѡ�����ڷ�ĩԭ�������ӺϽ�Ԫ��(��λ)�����������ṩ��ѧ���۽ṹ�ľ����ԡ�Ȼ���������ܻ�����(ԭλ)Ҳ�������ŵ�������ṩԤ�������ϲ����ȵز���̻����̣��ڴ�ӡ�����в��ۻ����������ӿ�����Ϊ�ɺ�����������������������ϲ���(MMC)������ר�����εķ�ĩ���ɽ��п������о���
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


