�մ�3D��ӡ�����г���״���Բ߷���
ʱ�䣺2021-09-02 08:40 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
һ���մɺ�����״
���Ų��ϼ�����������������(CAD����������������죨CAM����Ӧ�ü����Ŀ��ٷ�չ���մɵ�3D��ӡ����ȡ���˳���Ľ������������մɲ��ϵ������ԣ��Ե�ǰ�ĿƼ��ֶΣ���������DLP��SLA���������ַ�ʽ������մɼ�Ӧ����Ϊ���մ����塱���մ�3D��ӡ�������մɹ�����������ʵ��ȡ���˴�ͳ�ġ������ա����ڡ������ա�֮����Ȼ��Ҫ����֬�������սᡱ�ȹ������̡�ֻ���ڡ��սṤ�ա����֮���մɷ�ĩ�����������ܻ����ﵽ�������
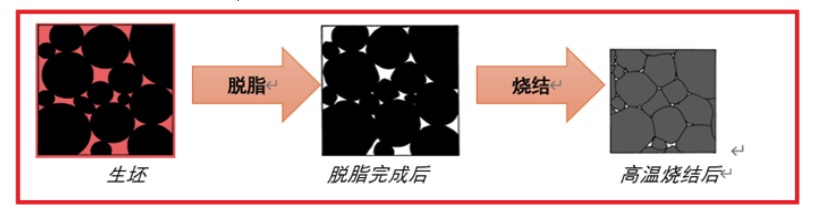
��Ŀǰ�մ�3D��ӡ�����У�������֬��Ϊ�̻�ý�����ӵ��մɽ����У������ض����������ʵļ���������̻����Ӷ�ʵ���մɵ�3D��ӡ�����ͣ����ա���Ŀǰ������������ӡ����Ϊ��������������£�
��Ҫ���ܲ�����
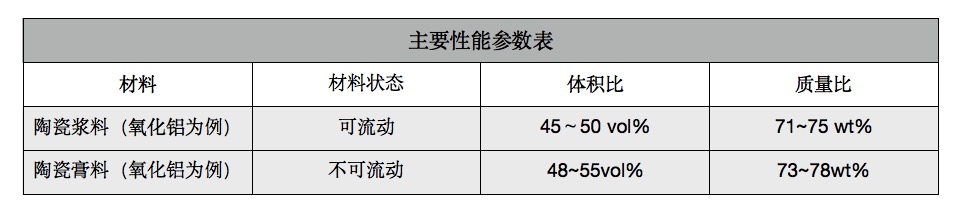
�ɴ˿ɼ�����Ϊ���Ӽ��Ĺ�����֬��������ӡ����������ռ�ȴﵽ��25%���ϣ����ռ�ȴﵽ��Լ45~50%���������ԣ�3D��ӡ���մɼ���������һ��ԼΪ20%����ߡ����Դ�ͳ��������ע����͡�ѹ�Ƶȳ��ͺ�������һ��ԼΪ3%����������һ��ԼΪ10%����������Ϊ���������ߵ�������ʹ�ö����մɳɱ��ijߴ���ơ�����������˸��ߵ�Ҫ����ˣ���3D��ӡ���մ���Ʒ���������ϣ�Ҳ��Ҫ������Ӧ�ĸı䡣
Ŀǰ�������մ�3D��ӡ�����Դ����з���С��ģ�Բ��Լ�������ҵӦ�õȷ��棬��û�д��ģ�������������ˣ��մ�3D��ӡ�����ն��û�һ�㶼������ʵ�����ʵ�С�͵����¯�����մɺ����ȹ��豸����Щ�豸����Դ�ͳ�մ��Ʊ����ն�������죬�ṹ�������߱����ݵ��ռ������������Ҵ���������ʵʩ��Ա��רҵ��Ҫ�����ڲ����з��ȷ��棬�����մ�3D��ӡ�������մ��սἼ���Ȳ�����ͨ����Ŀǰ�г�����������������մ�3D�Ĵ�ӡ�ġ�ľͰЧӦ�������˺��������ϣ������Ÿ����Ӽ���ʹ�ã������������ֱ�ӵ������翪�ѣ��ṹǿ�Ȳ�������ɫ�ȵȺ��������ϣ�������մ�3D��ӡ�����ٳٲ��ܽ�������������ڡ�
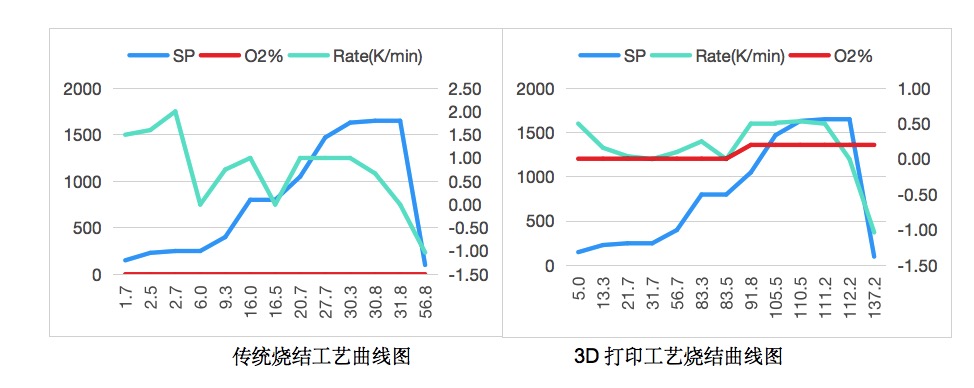
�ɴ˿ɼ������ձ����ս����մ�3D��ӡ���������е���Ҫ�ԡ��������ԣ����Ƿ������ʹ�ô�ͳ�սṤ�ն��մ�3D��ӡ�������ս�����������ٶȶ�������Ʒ������������ٵĹ����ƣ��羵�¿ɹ۲쵽�ᴩȫ������ơ�
��ʹ�ö������屣����Ŀǰ�ɿص������ٶ���Լ0.8~1��ÿ���ӣ�������Ҫʹ�ÿ���/�������ա��ں��ڣ���������������ս��ٶȣ���ʹ��һ�廯����֬���ս�����¯��Ϊ�մ�3D��ӡ����ר�������豸������������̹���ʱ�䣬���Ͳ������Ӷȡ�
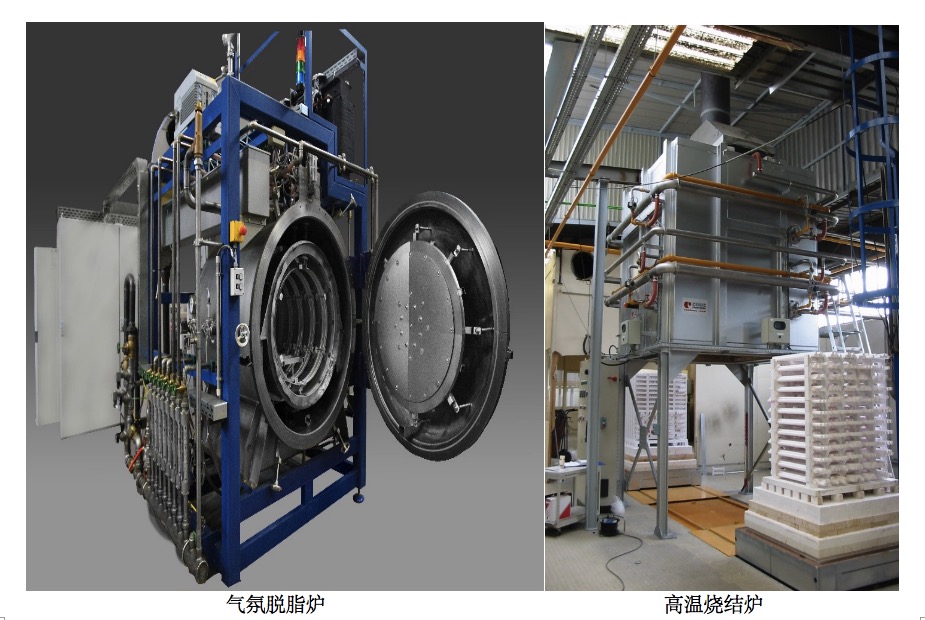
�ս��豸����������ʾ����
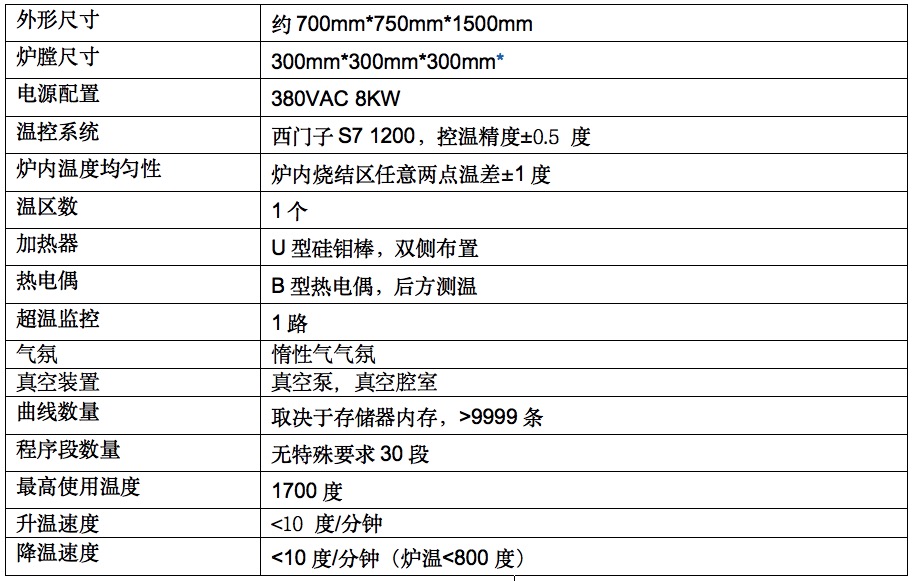
*��¯�ͽ�Ϊ�����ߴ磬�ɽ��и��ֳߴ���ܶ���
�����������״�ļƻ�
���Ŀǰ�մ�3D��ӡ�����г������������һ����ר���ڸ�֬�����մ���������֬���սᡢ���ݼ�¼�����ݷ��������Ϊһ���ʵ���ң�Ϊ�մ�3D��ӡ���ն˿ͻ������Ͽ�����Ա�ṩ��ӡ���������ƽ��մ�3D��ӡ���������̵�ʵ�֡�
�ں��������У��л�֬��Р���Ե���Ϊ����Ҫ����֬��ȫ��ֱ�ӵ��²�Ʒ���ѣ�Ⱦɫ��ǿ����������⣬�Դ˽�ʹ�þ߱������������֬�豸����ͳ��֬�������л����������Ӧ����Ϊ���ѽⷴӦ��ʹ�ö�����������֬��������ǻ���γɱ������ա����ң����ü���豸���¶ȡ�ѹ������������ʵʱ��⣬�����γɷ������棬�Թ̶�ͬ���Ͳ�Ʒ����֬���ա�
һ�廯��֬���սṤ�գ�������ĥ��������֤�ȷ���ͬ��չ����
(���α༭��admin)

��һƪ������������Acta Materialia����ȫ��ع���������������ϵĶ��Ѻ�ƣ�ͣ�
��һƪ���������������ʵ���ҷ�������������ͨ����������ʵ�����Ͻ�ĸ���Ӧ��
��һƪ���������������ʵ���ҷ�������������ͨ����������ʵ�����Ͻ�ĸ���Ӧ��
 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


