��ȣ������ս���ٳ��ͼ����ڱ������е�Ӧ��
ʱ�䣺2021-07-30 16:31 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
�����ս�����Զ����ͼ����ǽ�������չ������ֱ�Ӹ���CAD ģ�Ϳ�����������������ij��鼼���ܳơ��������˼����������ƺ����켼�������⼼���Ͳ��Ͽ�ѧ���������Ƚ����켼������Ҫ��ɲ��֡�����Խ��Խ���ˮ����ҵ�������ٳ���ϵͳ���ڽ����²�Ʒ�����������ɱ��������з����ڡ�����г�������Ӧ�����ȷ������˻��������ã��Ӷ�������ǿ����г���������
һ��HRPS-IV ���ٳ���ϵͳ�ڱ������еĹ��ռ���
1.1ϵͳԭ��
�ҹ�˾ѡ�õ��ǻ��пƼ���ѧ�人�������缼����ҵ����˾������HRPS-IV���ٳ���ϵͳ�����豸���ü����ս�����Զ����ͼ��������������ԭ������ɢ��ѻ�����ʹ�øü���ʱ����������Ƚ������е�������ά�����������ͨ���������ɼ��ļ������ݣ�����һ����Ʒ����άģ�ͣ�������ɿ��ٳ��������һ�����������Ȼ����Ӧ��STL �ļ���ʽ������ٳ��ͻ����У��ٴ�STL �ļ����С����趨��ȵ�һϵ��Ƭ�㣬����ֱ�Ӵ�CAD �ļ��г�һϵ�е�Ƭ�㣬��ЩƬ�㰴�����ۻ�������������������ԭ�ͼ���������ɺ��پ�����Ҫ�ĺ���������ʹ��ɵIJ��������ܡ���״�ߴ硢��۵ȷ���ﵽ���Ҫ��Ӧ�ü����ս�����Զ����ͼ��������в�Ʒ���죬���Ժ��Բ�Ʒ���������θ��ӳ̶�(��Ҳ���봫ͳ��е�ӹ���ʽ�����Ʒ���������֮һ)��ԭ���ϵ������ʽӽ�100%�����쾫�ȿɴ��0.2mm 200mm����ͼ1��ʾ���������������ڳ��ͻ���Ͳ����ɣ��ڳ��ͻ���Ͳ���������һ�����ۻ���Ͳ�����Ͳ������£�
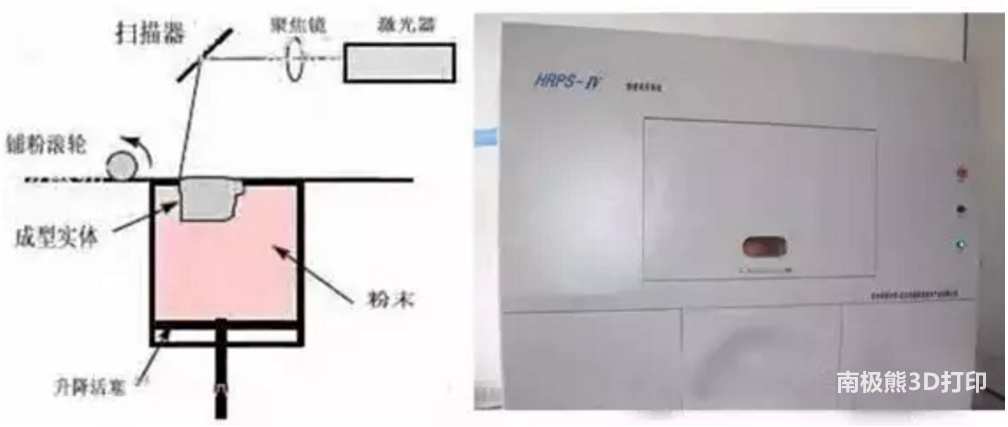
ͼ1 HRPS-IV �豸ԭ�������
HRPS-IV�豸ʹ�õIJ��ϣ�PS����һ�ַ�ĩ״�ĸ߷��Ӳ��ϣ�����ֱ��Ϊ50-125�m���������ʱ�����ȹ��ۻ�������һ�������̷۹��ֽ���ĩ���ȵ����ڼӹ�ƽ���ϡ��������������⣬��������Ƽ������Ŀ��ؼ�ɨ�����ĽǶȣ�ʹ�ü�������һ�����ٶȺ������ܶ��ڼӹ�ƽ����ɨ�衣�������Ŀ�����Լ�ɨ�����ĽǶ���������͵������Ƭ��ĵ�һ����Ϣ��ء�������ɨ��֮������ĩ�ս��һ����ȵ�Ƭ�㣬δɨ���ĵط���Ȼ����ɢ�ķ�ĩ����������ĵ�һ�����������ˡ���ʱ�����ͻ�������һ�����룬���������ڴ������������Ƭ��ȣ������ۻ�������һ���������Ƶ�����ģ�͵��г���Ƭ�����йأ�һ�����Դ���Ƭ���ȣ����̷۹����ٴν���ĩ��ƽ���������������Ƭ��ĵڶ�����Ϣ�ӹ�������ɨ��֮�����γɵĵڶ���Ƭ��Ҳ�ս��ڵ�һ���ϣ���˷�����һ����άʵ��͵�����������ˡ�
������ԭ�ͼ������������У��м������ò���������˵�������ȣ���Ϊ������ڸ������ս���͵ģ������Ժ�ص������£��������һ����������ˣ�Ϊ�˵���������������Ҫ����ģ�ͷŴ���һ����Z ��Ŵ�1.005�������⣬��Ƭ�������������ã�HRPS-IV���ٳ���ϵͳ�IJ�����ø��ݾ���Ҫ��һ��Ϊ0.2mm����ϵͳ���õĵ���ָ���Ǽ����������ս����������ʱ�����������͵IJ����������ϵ�һ���ߣ������Ҫ���е��߲������ò���Ϊ0.15mm�����������Ƭ������ɨ�����һ��ѡ��ɨ���߿�Ϊ0.15mm����������ɨ��켣֮��ļ����ɨ���߿�̫�������ս���ͣ�ɨ���߿�̫С���������ս����¶ȹ��ߡ�
1.2 ����������Ĺ��չ���
��ͼ2 ��ʾΪҶ�������ļ�Ҫ���չ���˵����Ҷ���DZ��еĺ��IJ��������ǿ���Ӧ�ü����ս���ٳ��ͼ�����������֬����Ȼ����в�Ʒ��װ������ܲ��ԣ�Ҳ����������ģ���̶���ý�����������ҹ�˾��ʹ��Pro-Engineer ������ά���ͣ�����ת����STL �ļ���ʽ��������ٳ����豸������ϵͳ�������������������ԭ�ͼ���������������������ȴ�ӹ�������ȡ�����ù���С�����δ�ս�ķ�ĩ��Ȼ����ѹ��������ԭ�ͼ�����ĸ������ɾ������������������շ�Ϊ����֬������ģ������������������������Ȳ�������֬�����������ա���ԭ�ͼ��ı�����ˢ�ӷ���ͿĨ��֬��ʹ�����ȫ����������ˮֽ���������������֬���ɣ�Ȼ�����60��ĺ����к�ɡ������ٿ�һ����ģ�ĺ������գ���Ԥ�Ⱦ��ȵ�ԭ�ͼ�����65��������У����������������ģȡ�������ã�ʹ������������Ȼ�����30��ĺ����л�����ȴ���ٷ��ÿ�������ȴ�����£�������������ܵõ�����⻬����ģ��
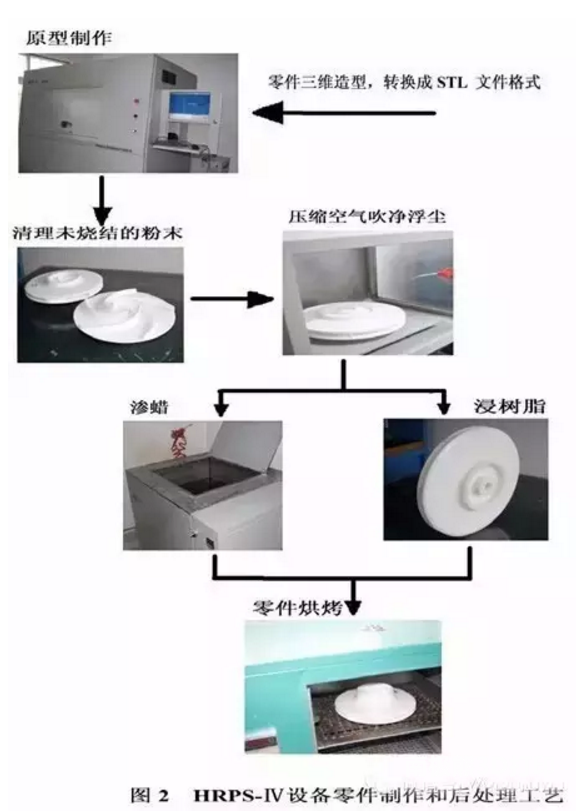
��������������ͺ������յļ�Ҫ˵�������������ǽ�ϼ����ս���ٳ��ͼ�����ʵ�����۾ͱü������ڼ������ص�������
(���α༭��admin)

��һƪ��������ͨ���������������϶�ˮ���3D��ӡ�������估�ɴ�ӡ���ܵ�Ӱ��
��һƪ��MaterialiseΪ�߶����г�Ʒ��3D��ӡ��2������
��һƪ��MaterialiseΪ�߶����г�Ʒ��3D��ӡ��2������
 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


