���ܻ�У�Է�ĩ������3D��ӡ���������ʲôӰ�죿
���ڷ�ĩ�������ۻ���L-PBF��3D��ӡ�����������Ƽ���������ͨ��Χ���ڸ�Ƶ��ԭλʵʱ��أ��Լ��˹������㷨��Ӧ�õ�����Ȼ����ͨ���ü���ʼ����һ�����������3D��ӡ���������һ�����ױ����ӵĻ��⣺����У��
��ĩ�������ۻ�3D��ӡ�豸���ڹ�߳ߴ�Ư�ƵĿ��ܣ������Ҫ����У���������ļ���У���̽�Ϊ������ͨ������Ҫÿ��3��6����ͨ���ⲿ����У������Ա����3D��ӡ���ָ�����ȷ�Ĺ���״̬����һ���̲�������ʱ�䳤���϶������˹����飬����ʵ��ʵʱУ��
���ŷ�ĩ���������3D��ӡ�����ķ�չ������У��ʽҲ�ڲ����Ż����Ƚ���ȷ���ǣ�����������˹���������һ�����з����Źؼ����á����ڣ����������ۻ�����3D��ӡϵͳ������VELO3D�����õ��Զ���У����Ϊ�����������ܻ�У������ʵ�ָ�����3D��ӡ�������ӵ����á�
 VELO3D ����3D��ӡ�������ص㡣��Դ��VELO3D
VELO3D ����3D��ӡ�������ص㡣��Դ��VELO3D
�������ڡ����ɡ�һ��
����L-PBF���յ�����3D��ӡϵͳ�У�����������Ҫ�Ĺ�ѧ����������һ�����У��κθ�������������г�ǧ����㣬�����н�����ĩ���ۻ������ڼ������Ư�ƵĿ��ܣ�����������Ҫ�ϳ���ӡʱ�������£��������Ϊ��ǧ�������м����ۻ����ܹ�֤���ڵ�һ����Ч��У�������ڴ�ӡ����ǧ��ʱ�Ѿ���Ч����������ڶ༤����3D��ӡϵͳ�и�Ϊ���ӣ�����������֮���УҲ���뱣��һ�¡�
���������û������ȷ�Ĺ��ʶ���ȷ��λ�ò�����ȷ���ٶ��ƶ�������ܻ�Ӱ��3D��ӡ�����������
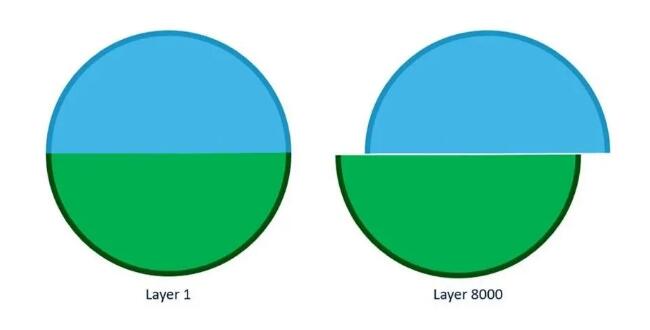 �ڵ�һ������ǰ100�����ЧУ�����ڵ�8000���Ժ�ʧЧ����Դ��VELO3D
�ڵ�һ������ǰ100�����ЧУ�����ڵ�8000���Ժ�ʧЧ����Դ��VELO3D
��������������ҵ�ض��ı�����Բ����죬�������֯��ASTM��SAE��AWS��API�ȣ����ڿ������������ĵ����������Һ��պ���֣�NASA����������2017��10�·������������֮֯һ��������L-PBF���������캽��Ӳ������MFSC-STD-3716�����渽��L-PBF���տ��ƺͼ����淶��MFSC-SPEC-3717����
����MFSC-SPEC-3717����Уֻ��������ά��ʱ����Ч����������ʵԭ����ÿ�ι���ǰ���м���3D��ӡ�豸��У�Dz����еġ��ϳ�ʱ���У�����������Ч�ʺ�������֤֮���������ԵĽ��������һ��Ϣ��ӳ��������ÿ�ι���ǰ����У��ʹ�����̲��ò�������Ч�ʺ�������֤֮������ѡ��
MFSC-SPEC-3717ָ���˼���ָ�꣬��������۽��Ͷ�ָ�꣬�涨��������ÿ90�����һ��У����ʹ����������̱��ֺϸ������豸��������3D��ӡ������Ϊ�ϸ�NASA���������캽��Ӳ������û��˵�����У��Щָ�꣬�����ϣ�������Ŀ�ĵı�Ǽ�����ƽ̹��ʵ�İ岢����ָ��������ǣ����ڹ�ȥ�����ܣ����ܻ��ṩ�㹻��ɨ��ͷ����״����֤�ݡ���
�������ǽ��м���У�ı�������������У����������ʱ�����һ����ںܴ�IJ�һ�·��գ����ڼ������˹��ֶ��ķ�ʽ�������һ���̣����д�����������еĿɱ��ԡ����磬Ϊ��У����۽��������豸������Ҫ����������������빹�����У���С�ĵؽ����ڹ���ƽ��������Ϊ��Ҫ��ӡ���ϵ�λ����ͬ�ĸ߶ȣ���λΪ�ף�������������У�Ȼ��ȡ�������в���ȷ���ĸ������ֱ����С���Ӷ�ָʾ����Ľ��㡣�ڼ����������£�һ����Ҫ�ٴ������������ֽ��ȼ��һϵ�е��ߡ��õ��Ľ����ʱ��Ҫ���͵����������й�ѧ�����������CMM������������У�ļ��������ظ��ֳ��ķ���ʦ���а�װ����������Ҫ��ν��е��������������������Уʱ�䣬��һ���̲��������˹����飬���һ����ӷ�����ʱ�䣬Ӱ������Ч�ʡ�
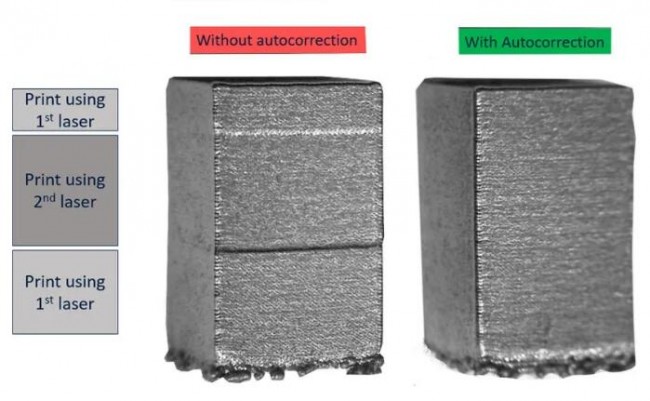
ͼ������������3D��ӡ������ͨ��2̨��������Ϊ���δ�ӡ�ģ��Ͷ˺��϶˲��ֲ���ͬһ̨�����������м��������һ̨��������ӡ�ġ�������Ϊ�������Զ�Уʱ�����Ľ�����м䲿�ֳ����˷dz����Ե�ƫ�ƣ��ҷ�����Ϊʹ��ԭλ�Զ�У����ʱ���õ��Ľ����������������������һ�µġ���Դ��VELO3D
![]() �Զ���ԭλУ
�Զ���ԭλУ
VELO3D ͨ�������ı���һ״����VELO3D �������3D��ӡϵͳ���ṩ��Ԥ�ȹ�����У���ܣ����Լ��Զ����д�ӡ�豸��ѧϵͳ��ԭλУ��VELO3D �ļ�������ʵ���ڹ���֮ǰ��������ָ�꣬���������ȶ��ԡ�������;۽��ȡ���������������û�ֻ�谴һ�°�ť�������й�ѧУ���������κ��ⲿ�����豸���ӵ��˹��ֶ�У���̡�
ͬ����Ҫ���ǣ������Զ������̿��Բ������ʹ���ֶ�У��������õ����ݡ���Щ��������ʵʱ����ϵͳ��У������ȷ���Ѱ��չ����������������Ҳ��������ʱ������ƽ��б��룬����ͳ�ƹ��̿��Ƴ����������������ϵͳ��
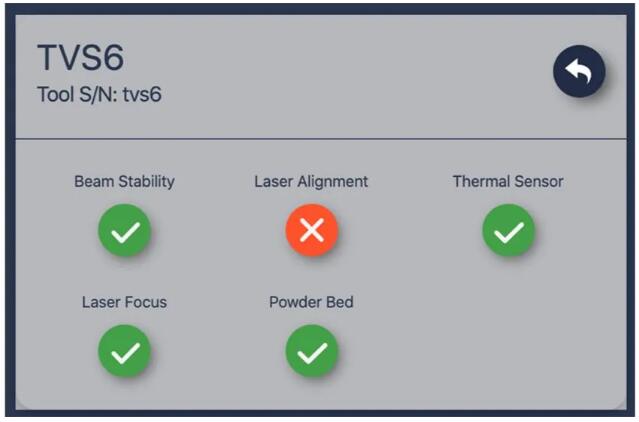 VELO3D ����3D��ӡ���ϵ�У�DZ��塣��������״���õ�������أ���ȷ����ĩ����������������ѧԪ��������ȷУ���������״̬�����Ҳ���Ӱ�������������Դ��VELO3D
VELO3D ����3D��ӡ���ϵ�У�DZ��塣��������״���õ�������أ���ȷ����ĩ����������������ѧԪ��������ȷУ���������״̬�����Ҳ���Ӱ�������������Դ��VELO3D
![]() ��ȷ�ķ�ĩ��
��ȷ�ķ�ĩ��
����L-PBF�������漰�Ĺ�ѧԪ���⣬У��ĩ��������Ҳ��Ӱ��3D��ӡ��������Ĺؼ����ء���ĩ���ĺ�Ⱥ;��ȶȶ����뾫ȷ����ȷ�������ʵ����ۻ�ÿһ�㡣�����ĩ��̫�����ӡ���������ȫ�ۻ����Ӷ������ۺϲ��㡣���̫�����������ܻ���ȣ������������۳������������ֽ���������������Ļ�е���ܲ����dz�������Ӱ�졣��ȷ��У�����ṩ��ȷ�ķ�ĩ��������Ҫ�������ѧ����Ҳ������ȷ��У�����ĩ���Բ�����ȷ�ĺ��ӽ����㡣
����90����Ҫ���й�ѧУ��ͬ���ǣ�NASA ���������캽��Ӳ����Ҫ��ÿ180��Уһ�η�ĩ��������Ȼ�����κθ����ķ�ĩͿ�������ж����ܳ��ִ�����Ȼ3D��ӡ��������Ŀ���������180��һ�εķ�ĩ��У���������ܶ�3D��ӡϵͳͨ��û�ж���������������ĩ����������״̬�����Dz��öԷ�ĩ����Ƭ���ж��Է����ķ�ʽ������һ��ʽ���ṩ������ʱ��۴�����״̬��ʵ�����ݡ�
VELO3D �Ľ�����������ϵͳ���м�飬ȷ���̷۹ΰ���ÿ�ι���֮ǰ���������ж�����ɹ������˹���ȡ���ڸ߶�ӳ�����Ķ���ϵͳ����ϵͳʵ���Ͽɲ�����ĩ�����ˣ���z��ֱ���Ϊ15�ף�x��y��ֱ���Ϊ100�ס��������������IJ�����ȷ�����̷�ʱ���͵IJ�����������ƽ���ϵĺ�Ⱥ;����Ծ��ڹ��Χ�ڡ�
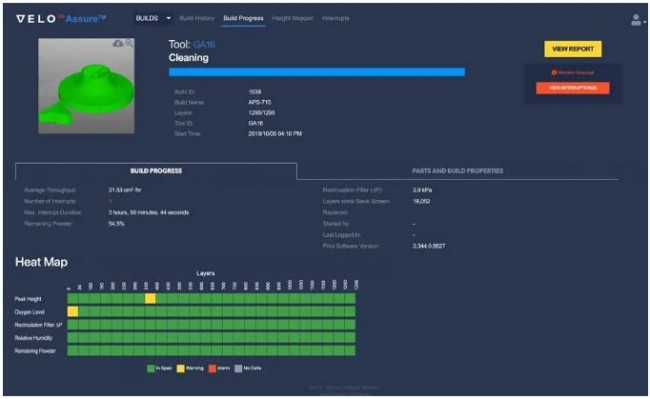 ����������Ļ��ʾ����ӽ���3D��ӡ�����йص���Ҫͳ����ϢժҪ���������Ⱥ�Ԥ�������ʱ�䡢����ͼ������ID�����ơ�ƽ�����������жϡ���ͼ�Լ�������������ԡ���Դ��VELO3D
����������Ļ��ʾ����ӽ���3D��ӡ�����йص���Ҫͳ����ϢժҪ���������Ⱥ�Ԥ�������ʱ�䡢����ͼ������ID�����ơ�ƽ�����������жϡ���ͼ�Լ�������������ԡ���Դ��VELO3D
VELO3D�Ľ�������Ǽ��ɼ���ϵͳ���ɲ����ؼ����̱�����Ȼ���Զ�����У������У�����������������Χ����У49����ľ��Ⱥ�һ���ԡ�ֻ�谴һ�°�ť������Ա�Ϳ�����ʱ��������VELO3D��Sapphire 3D��ӡ��������ÿ�ι���֮ǰ�Զ����IJĵļ�������� �C �����������ɸ�Ӻͷ�ĩ��Ӧ �C ���ڻ�������������ʾ�����Ϣ��
�ڶ༤��3D��ӡϵͳ�д��ڵ���һ�������Dz�ͬ����ͷ�����ڱ���֮��ķ����������������������룬�Դ����⻬����ı��档3D��ѧ���˽����ʹ��50�IJ���Ҳ�ǿɱ��ģ����ҿ��ܲ�����Ӱ���㲿���Ľṹ�����ԡ�
���⣬���Ź����������Ŵ�ֱ��Z��ǰ����XY������ܻ�Ư�ƣ���˱�����й��̸��ٲ�����У����ȷ�����������Ķ��롣���û�й��̸��٣����ܻ������յ��㲿����������ȱ�ݣ��Ӷ�������Ҫ���������ĺ��ڴ�����
VELO3D�Ĵ�����ϵͳʵʱ�����������⣬ͨ���ڹ�����ÿһ��Ĺ��������ϴ�Լ500���㴦�����ڼ���㸲�ǹ����еļ��ӣ�����δ��ʱ��ϵͳ���ڿ���ϵͳ���Զ�����������һ���ֶΣ���������ʹ�����㲿���ﵽ���ߵľ��Ⱥͱ������������ҿ����ڶ���㲿���ļӹ�����������ȶ��ԡ�
VELO3D ���õ��Զ���У�����������Ժô��ǣ��ڲ�Ʒ������������֮ǰ��ʶ���������������ϵͳ�е����⣬�Ӷ����о������ӱ����Ͻ���ʹ���������칤�մ������㲿��ͨ���ǰ���ģ���Խ�������������⣬������������ijɱ���Խ�ߡ�ͨ�����շ��桢����������������ܻ��ֶξ���ʶ����Ӱ���ӡ���������طdz���Ҫ��
����֮�⣬VELO3D �ļ�����������һ�����ӵĺô�����ÿ�ι���֮ǰ�������������ϵͳ�Ĺؼ���������У����һ�����д����˴������ݣ���Щ���ݿ����ڿ��������п���������ͨ����ÿ�ν�����ѧϵͳ״̬����ĩ����������������֮ǰ�ռ����ݣ����Բ鿴ϵͳ��ʱ�����Ƶ������������ͨ���۲���ʵ�ʴﵽ���Ƽ���֮ǰ���ڲ��Ϲ����������Ԥ�������ʱ������Ҫ����Ԥ����ά����
��Ȼ�������Զ���У����������L-PBF 3D��ӡ��������Ҫ�����廹�������ṩ����������3D��ӡ�����NASA MFSC-STD-3716 �����������������ڹؼ�������ʹ�÷�ĩ�������ۻ�3D��ӡ���������DZ�ڷ��յľ�������������֤��������������ԡ��� ��VELO3D ͨ��������ʵ�ֵ���ÿ�ι���֮ǰ����У���������������ڽ����Щ���⣬Ϊ�����3D��ӡ����ʵ�ָ��㷺��������Ӧ�õ춨������
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ�- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ��

