����ˮ·������������������о�
ʱ�䣺2020-04-14 16:58 ��Դ���йش����� ���ߣ��й�3D��ӡ�� �Ķ�����
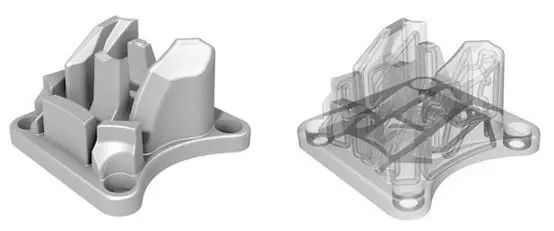
ͨ���������죨AM��������������������ͳ���켼����ʵ�ֵļ��侫ȷ�ļ�����״����������ܴ�ӡ�����м��ɹ��������ĸ߶ȸ��ӵ���������羫ȷ���õ�������ȴ������ģ�����죬ҺѹԪ���ͺ��պ�������ҵ���������켼����Щ���ص����ʷdz�����Ȥ���ر���ģ��������ҵ��������ȴ�����ļ��ɾ������Եļ������ơ�
���⣬������ȷ��ѭ������������ȴϵͳ�����Դ�������ȴʱ�䡣������ڿ��Է�ֹ�����������ȼ��ȹ��ϣ���˶�ע�ܳ��Ͳ�������Ч����ȴ���ܿ���߲���������������
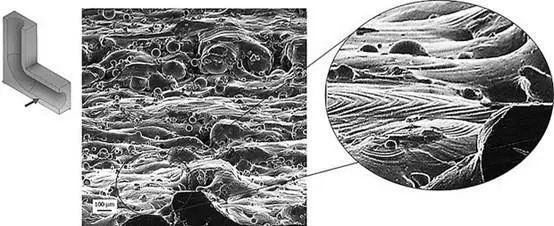
����ѡ���ۻ�������ģ�����������ѡ���ǣ����ǵı��棨�����ڲ�ͨ��������AM���ղ����ķ�ĩ����ʼ�ֲڶȱȽϸߡ�
����ѡ���ۻ��C��״����������ֲڶȸ�
�����������������Ҫ���췽���ǡ�����ѡ���ۻ�����SLM����ͨ���ü�������������ѡ���Ե��ۻ���ĩ��������������������������ԡ������������췽����ȱ����ϵͳ�е�ѹ����ʧ�Լ������������豸����ɢ�������������ٽ��͡����ھ��м�����ǻ�ĸ���������ڱ�����ʹ�ô�ͳ�ľ��ӹ��������д����������Ҫ�µĺ���������
��ˣ�ѡ����ʵı��洦��ϵͳ���������ʹ��������ϵͳ������Ч��������Ҫ��ƽ��AM�����������һ�ַ����������⡣�ھ��ӹ������У�����������װ������ӹ����ʵ�Բ�ι������С����⣬�ڸù�����������ר�û�������������ʹ���ʺ����������˶��ķ�ʽ�ڹ�������Χ�ƶ������ʶԹ����ij�����Ħ���������ĥ��/ƽ��Ч�����Ӷ���������ı���������
�����ӹ�����Ч��ƽ��������ȴ���������
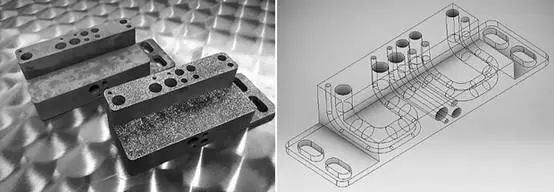
Politecnico Milano�Ļ�е�ͻ�ѧ���̲�����Rsler Italiana S.r.l.һ������������ƽ��AM������������ĸ��ִ�����������������Ϳ�Σ�����������漰���˶Բ�ͬ��״�Ͳ�ֱͬ����������ȴ����(3��5��7.5��10����)�����������������������ͻ�ѧ֧�������������������洦�������Ľ�����˵����ƣ�����������⻬������Խϵ͵ı���ֲڶȶ�����ʾ������ʾ�����͵Ļ�ѧ���پ��ӹ����ơ���ѧ֧���������ӹ�������RaֵΪ0.7 ��m������ֲڶ�ֵ��ͣ�ѭ��ʱ����̡�������������ڴ�ֱ��ˮƽ�����У����մֲڶ�ֵ������ͬ��
���о���֤�����������ӹ������ڲ�Ӱ�켸����״ͨ������£����ڱ���������������ƽ��Ч����������ı���Ҳ��ĩ���ɽ�����ɢ�۲����������ִ����������������ڲ�ͨ������ı���ֲڶȶ��������ǣ�����̵�ѭ��ʱ���ڣ��û�ѧ�������������ӹ���Ч����á�
ȫ�Զ��ӹ�һ���
���β�������AM Solutions��˾��һ��������һ̨M3�����Ͻ��еģ���ҹ�˾��Rsler���ŵ�һ��Ʒ�ƣ�ר�Ŵ���3D��ӡ����ĺ�����
������M3ϵͳ��һ�������������������Զ�������ȴ����������Ч�ġ�������ԵĴ��������ҽ���һ����ȫ�Զ�����ϵͳ������Ҫ�κ��˹��������������3D��ӡ�������Ȼ��������װжҲ����ͨ���������Զ����С���ĥ���ʺͻ�����ľ�ȷ���Ϸֱ��������IJ��䣬����ϵͳ���豸�ġ�����������Ҳ��ȫ�Զ��ġ����ݱ�����ȵ�Ҫ��������ִ�м�����ĥ������̡��ڴӹ��������Զ��ų����ʺ��Ѵ����Ĺ����Ӽн�װ����ȡ���������Ҫ����������һ��������������Σ���ȻҲ������ȫ�Զ��ġ����ڹ�������������ת�Ƶ���������Σ�Ҳ����ˡ�ϵͳ�ؼ������洢�͵��ö���ض��ڹ����Ĵ�������ֻ�谴�°�ť��ʹ�ù���ʶ��ϵͳ������ѡ����ֹ����Ĺ��ղ�����
����Ϊֹ��������ȴ�����������Դ���������ӹ���ֻ�ܶ��ô����Ͷ������ӹ���AM������Զ����������ܹ��ڶ������������������ɱ�ֻռһС���֣�����Ҫ���������г�ɫ�ľ��ӹ������
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


