��ȣ�����ѡ���ۻ������ֻ��ص㼰��Ӧ��
ʱ�䣺2020-02-15 09:32 ��Դ���ϼ��� ���ߣ��й�3D��ӡ�� �Ķ�����

�Ŷ�����ʦ����һ��������Ŀ���Ա
�Ŷ����ֹ����ڱ�����ҵ��ѧ������о�Ժ�������ڣ�������1992��1995��ֱ��ü��ֹ�ҵ��ѧ�������Ϲ���ϵ����רҵ��ѧѧʿ��˶ʿѧλ��1995-1999�깤���ڳ�����ѧ���ܻ�еѧԺ���¼��������Է���Ľ�ѧ�Ϳ��й���,�ڼ���Ϊ�����ǸɲμӶ�����Ϳ�����Ŀ,��ʡ�����Ƽ����������2000��-2004�깤���ڵ¹�Fraunhofer ���⼼���о�����ILT������Ҫ���н�����������������о��������ڼ���Ϊ�����Ǹɲμ��˵¹�������в�(BMBF)���о������(DFG)�Ĵ�����Ŀ��2004���õ¹���衹�ҵ��ѧ��е����רҵ��ѧ��ʿѧλ������Ϊ�Ƽ���Ӣ�������Լ���������ר�Ҵ��ӷ��ʵ¹����в������⼰�����������о���������ҵ��
����ѡ���ۻ����ص����ڸü���ͻ�ƴ�ͳ���췽���ľ��ޣ�����������״���ӵ��㲿��������ģ�͵�����빤�յĸ߶Ƚ�ϹᴩSLM������̵�ʼ�ա��Ŷ�����ʦ�ڼ���ѡ���ۻ�������������о��������ڿ����齨��֮������Ըü������츴����״�㲿�����������ֻ��߶��ںϵ��ص㣬����˻���SLM���̵���ֵģ�⡢�����ֲ��ϡ�������Լ���ѧ��Ϊ���ۡ�3D��ӡ���ϵ�����֯����ѧ���ܵ��ص������о�����ȡ���˽��Խ�չ�������Ըÿ����������������ƪ����Ϊ������������ȡ�õ��о��ɹ���
SLM�����м������ĩ����֮�䷢���˸��ӵ���������ѧ�Լ�ұ��Ӧ������һ���ҵ�������Ķ����������ڽ�۳߶��ڣ�����ֱ����100��m���ң��۳سߴ���120-180�����䣬ÿ���۳ش��ۻ�������ֻ������ms��ʱ�䣬���̡�ת˲���š������з����ķ�ĩ���϶Լ���ķ��䡢���ա���ĩ���ϵ��ۻ������̹����Լ��۳����ȴ������������������ȶ���Ӱ��Һ̬�����Ľᾧ���ԡ�����������Ŀǰ�����������ķ����������ֲ�����������һ���̵���ð취��������ģ�⡣�ڿ���������������Ļ����ϣ����þ��С�����������ģ��ģ��SLM�����е��¶ȳ��ݻ���ʷ���۳��������������ص㣬�����֡�SLM�����У�Ϊ����Һ̬�����Ľᾧ�ص��ṩ�˵ײ���Ϣ���Ӷ��ҵ��ı�SLM�����г��ߵ��¶��ݶȺͳ������ȴ�ٶȵķ������ٽ�Һ̬����ֱ��������������֯��ת�䡣
�ڶ�SLM���̽�����ֵģ��Ĺ�����������������Ԫģ�������еĹ��崫��ģ��Ͳ���ģ�齨����ѡ�������ۻ�����Inconel718�Ͻ�������¶ȳ�����ά˲̬����Ԫģ�ͣ�ģ�Ϳ����˲��������������ķ����Ա仯���������ڷ۴��ڵĴ������Լ��۳��ڵ�MarangoniЧӦ�������ø�ģ��ģ���о���SLM��������������״̬���۳���ò�Լ��۳���ȴ�����о�����������ò��Ӱ�죬ͬʱ����SLMʵ���ģ����������ʵ����֤��
�����о�����������۳ر����¶��ݶ�����ı������������������������SLM�ӹ���������������������������Ϊ�������۳��γɹ����У����������������������ͨ���ʹ�����ͨ�������߶��۳���״����Ӱ�죬Ȼ���۳ر������������MarangoniЧӦʹ�ö�����ͨ�����۳��ڲ����ȹ��������������ã�ͼ1�����ȴ�����ͨ����һ�����������������۳ص���ò���������ۻ�ЧӦ�����������۳صijߴ磬���ڼӹ���������ɨ��켣ʱ���۳سߴ�����ƽ�ȡ�ģ���о����Ҳ�������������ɨ��������������������˶����ʹ�����ͨ���������۳ؿ��Ⱥ�������ӣ���������ͨ�����۳���״����������û�иı䡣ͨ�����������ɨ��켣��ͬλ���۳���״�ͳߴ�仯��ģ�������Կ�����������������������У��۳صij��ȱ仯�����۳ص���ȺͿ��ȣ�ͼ2��������ʺ�ɨ���ٶ�ͨ���ı���������Ӱ���۳صijߴ��Լ��۳ص��ȶ��ԣ��������Ҫͨ�����ۻ�ЧӦӰ��ɨ��켣���ұ����ǿ�ȣ��۴������Ҫͨ���ı�����֮�������������Ӱ������֮���ұ����ǿ�ȡ�
��ֵģ�������Ը�Ч���ͳɱ����о�SLM���չ������¶ȳ�����ĩ�ۻ���Ϊ���۳������Լ�����Ӧ������ι��ɵȣ���ʾ���չ������ڵ��������ɣ����õؿ��ƹ��չ��̡���ģ��������ͨ���������������ƹ����������ϡ�Ҳ���Խ�һ����Ϊ������SLM���̵��¶ȳ��ݻ�����Ӧ�����ݻ�����ֵģ�⡣��3D��ӡ���̵���֯����Ԥ���Լ�Ӧ��Ӧ��Ԥ�����ָ�����á�ģ����̿��Լ���ʵ�黷�ڽ�����ʡʱ��ͷ��á�
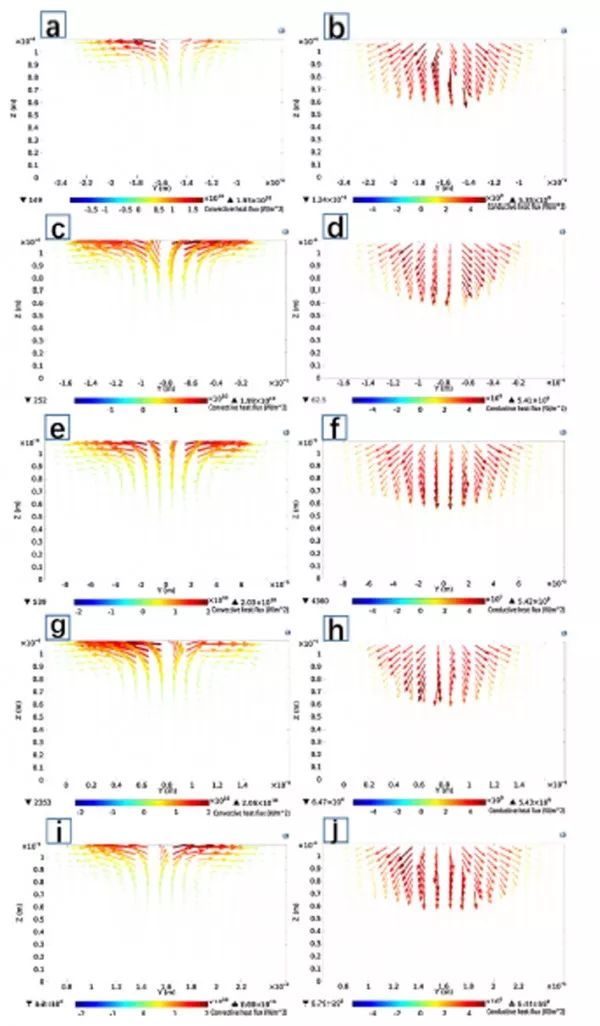
ͼ1 �������ɨ��켣�е㴦������ͨ����a��c��e��g��i���ʹ�����ͨ����b��d��f��h��j��ʸ��ͼ
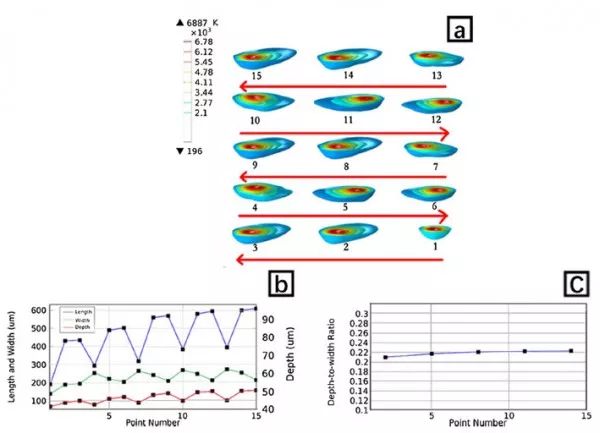
ͼ2 �������ɨ������в�ͬλ�ô��۳���ò���ߴ磺��a����ͬλ�ô��۳���ò����b����ͬλ�ô��۳صijߴ磻��c����ͬɨ��켣���е�λ���۳������
�����ᵽ������ѡ���ۻ����ص�����ͻ�ƴ�ͳ���켼����ƿ�����ܹ�����������״���⡢�ṹ��ϸ�����ӵ��㲿�������ż����ѧ���Ż��㷨��Ѹ�ٷ�չ���ṹ�����Ż����о���Ӧ�õõ��˾�ķ�չ���ṹ�Ż����ּ��ͨ�����㲿���ijߴ硢��״�����˵Ȳ������к����ĵ�����ʹ�㲿���Ľṹ������ǿ�ȡ��նȡ��ȶ��ԡ��������Ե�һ�ֻ�������Ҫ���ǰ���£����ָ�����ܵ��������ֻ���ƣ�������������ȡ�����������о�����ͨ�������Ż�������ư�Ԫ�ṹ�������ײ��ϣ���������Ԫ������ѧ����ģ��õ�һϵ�е�����ָ�겢����ʵ����֤���Ż������մﵽ�ö�ײ��ϵ����ֻ���ơ����졢��ѧ���ܷ�����Ŀ�ġ����ǵ��о�����ҽ����е�г���Ӧ��������ġ��Ǵ�Ʒ�����С�
�����˿����仯�Լ��������ļӿ죬ֲ�������ٴ�ҽѧ�е�������Խ��Խ���Ǵ�ͳֲ���嶼�����������ֲ������֯���̹ǵķ�����ã�������Щֲ��������������״�����ӡ�����������ֲ���������״���ӡ�����ϴ�ĹǴ�Ʒһ���Dz��ô�ͳ���������ʵ��ֲ���壬��Щֲ������ڡ�Ӧ�����Ρ�����������ɹǻ�����ֲ��ʧ�ܵ����⡣�˹��ǵ�����������Ҫ�˽�������Ȼ���������ܡ����ܺͽṹ��������Ȼ��������Ҫ���нϸߵij����Լ����������˺�������������ѹǿ�Ⱥ����ԡ��ӽṹ�Ͽ���������Ȼ�Ǿ���˫��ṹ���ʹǺ����ʹǣ������в��ܵ����ܺ��ܡ���ṹһ���潵����ǿ�ȣ�������ԣ���һ���������ڹ�ϸ�����L���Լ�Ӫ�����ʵ����ˣ����������������ԡ�
�о������Ǹ���������Ȼ�ǵ�����Ҫ����������Ż����ж�ṹ�ĵ����Ԫ��ƣ�ͼ3�����������ֻ������Ե���������ϣ���������ͬ��϶�ʺͰ�Ԫ�ߴ�Ķ�ṹ��ͨ����������ʵ���Ż��������˶�ײ��ϣ���ͨ��ģ�������Բ�ͬ����ṹ�����ܽ����о�����ͨ��רҵ����������ṹģ�ͣ��о�ǿ�ȡ�����ģ����������ṹ����֮������ֻ���ϵ��ּ��ʵ�ֶ�ײ��ϵ����ܵĵ��ء��о��в��������Ż���Ʒ�����TOP��������������������ص���е���Ԫ�ṹ��ơ�SLM���켰�������е�������۵��о�������������õ������еĵ���ģ�������ʱ�����������йأ���������еIJ����أ���ͼ4��ʾ��ͼ4bҲ��ʾ�˵���ģ�����ŵ���Ԫ�ܶȣ��ߴ磩�����Ӷ���С���ص㣬��ײ���������������й����ʺ�������ƥ��ĵ������С�ͼ5a��ʾ�������еĿ�ѹǿ�����ſ�϶�ʵ����Ӷ���С������������������й����ʺ����ʿ�ѹǿ��ƥ��ĵ������У����ݴ�ͳ��ײ��ϵ�����������Ϊ���ۣ�������ơ�����Ķ�ײ�����ѹ������Ϊ��Ϊǿ���͡�����ͺ͵��Ա������ࡣͼ6aΪ���ھ���Gibson-ashbyģ�ͽ����ĵ������в�������϶���뵯��ģ��֮�����ά��ϵͼ��Ϊ���춨�ƻ����ܵĶ�ײ����ṩ�����ۻ�������һ���������ݶȵ������в��ϵ�������������۷�����о���ͼ6b����
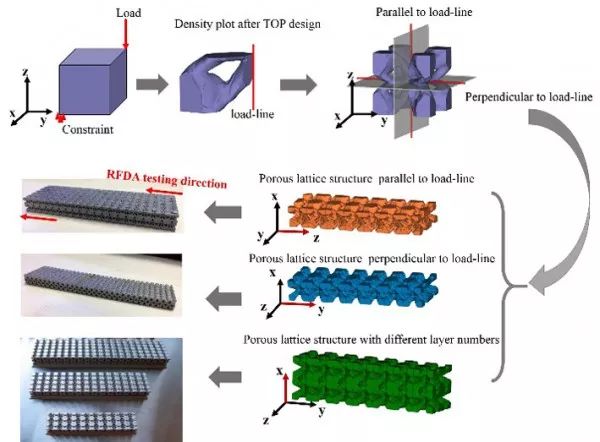
ͼ3���������Ż�������Ƶĵ���Ԫ������Ƹ��ط������жѵ�������RFDA���Է���Ĺ�ϵ
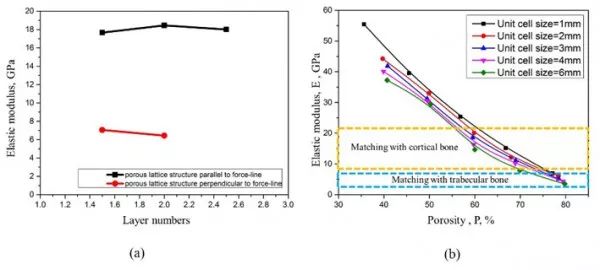
ͼ4��a���������е���ģ������Ӱ�����أ�(b)�������нṹ�����Ե���ģ����Ӱ��
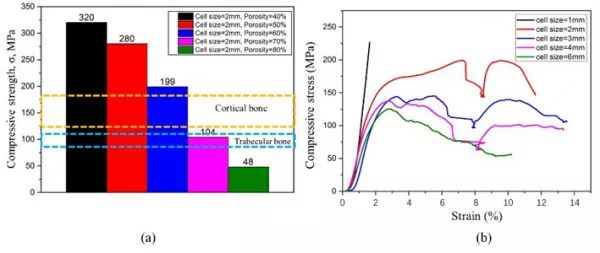
ͼ5 ��a���������нṹ�����Կ�ѹǿ�ȵ�Ӱ��(b)�������нṹ����ѹ��������

ͼ6 ��a������ģ�����������нṹ������ά��ϵ���ݶ�����ṹ����ģ����ѡ��b��SLM���������ṹ
���������о����������齨���˶�ײ��ϵķ���ģ�ͣ��Ծ�����ͬ��϶�ʲ�ͬ��Ԫ�ߴ�Ķ�ṹΪ����������̬����������ͼ7��������ʵ�ʵ����ܲ��Խ�����бȽϡ�ͼ8 �����˸�ģ�͵��������ι��̣��Լ��������ι����нṹ�ڲ���Ӧ����Ӧ���ݻ�����������о��ijɹ�ʵʩ�����ڶ����ֻ���ײ��ϵı�����Ϊ������ЧԤ���Լ�Ϊ�������ܿɿصĶ��ƻ���ײ��ϵ춨�����������о��Թ����ݶȶ�ײ�������Ԥ�⼰���ƻ��ṩ������
�������ֻ��ֶ���ơ������ײ��ϲ�������������Ϊ����dz��ش�һ���溽�պ���������Ҫ���ʸ�ǿ�Ķ�ײ��ϣ���һ����������ܼ���������ڹ�ҵ������;�ܹ㡣���о��Ծ��й����ݶȵĹ�С���ṹΪ��������̽�����еĹ����Լ������ԡ�
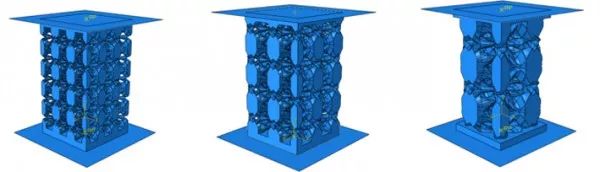
(a)3mm (b)4mm (c)6mm
ͼ7 ������̬������Ϊ�����ľ�����ͬ��϶�ʲ�ͬ��Ԫ�ߴ�Ķ�ṹģ��
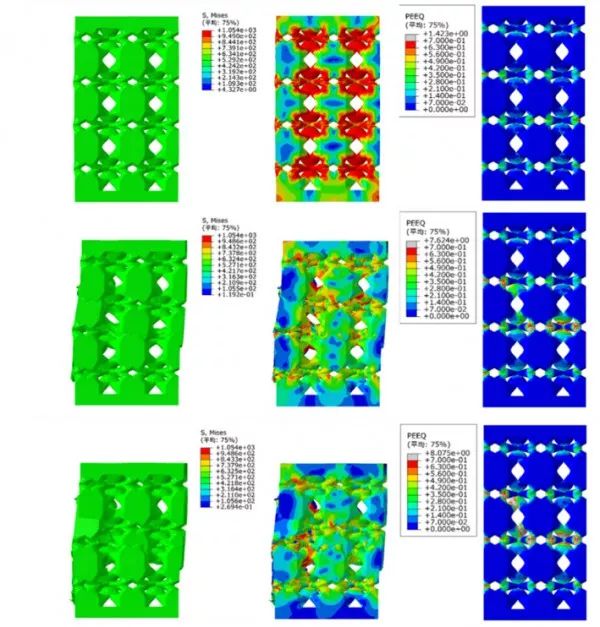
ͼ8 ���ֻ�����������Ϊ����: (a)���ι��̣�(b)Ӧ���ֲ����ű��ι��̵��ݻ���(c)Ӧ�����ű��ι��̵��ݻ�
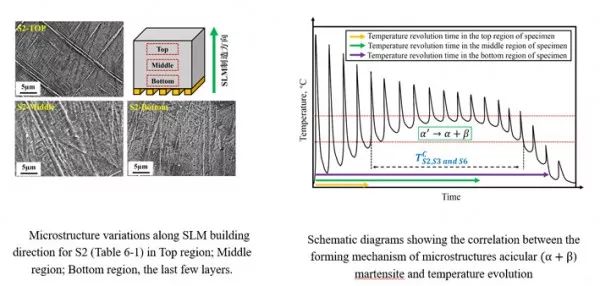
SLM�ӹ����Ϲ������۳��ھ��г��ߵ��¶��ݶȺ���ȴ�ٶȣ���ȫ��ͬ�ڴ�ͳ�����Լ��۸����ι��̣����SLM�ӹ��Ľ�������һ�㾧��ϸС���ɷ�ƫ��С������ǿ�Ⱥ�����ǿ�Ƚϸߣ����Ǿ��нϵ͵������ʺ�ƣ�����ܡ��������ں��պ��졢ҽ���Լ�������ҵӦ������ľ����ƣ����ʹSLM�����㲿�����ۺϻ�е���ܴﵽ�ͼ�ˮƽ��һ�������㡱�Ŀ��⡣��Ŀ���ڸ÷�����о���Ҫ���������SLM���̽��е�ģ���о��ṩ�ĵײ�������Ϣ�����۳����¶��ݶȡ���ȴ�ٶȡ������Լ�SLM�ӹ��������Ϲ������¶ȡ���ͨ���ݻ����̵���Ϣ���о�������Ϣ���۳ؽ������̹��̵�Ӱ�죬�Ӷ��ﵽ��������֯���ɵ�Ŀ�ġ�
���ü���ѡ���ۻ��ӹ��������Ϲ����У��ܶ�����Ӱ���۳��ڵ��¶��ݶȺ���ȴ�ٶȣ��缤��ʡ�ɨ���ٶȡ�����ʡ�����ֱ����Ԥ���¶ȼ�֧�Žṹ�����͵�ֱ�ӻ����Ӱ���۳��¶ȳ���ɢ�ȵ����ء�����SLM�ӹ��������ٶȽϿ죬�������Ӱ�������������������Ƶ��ѶȽϴ�һ����˵��SLM�ӹ�Ti6Al4V���ϵ�����֯����ҪΪ��ϸ��״��������֯��������֯��������������Ϊ�ϸ߸����������ǿ�ȣ����������ʱȽϵ͡������ʵ����ȴ���������������ߵ�10%���ҡ����������Ĺ��չ����������������ǵ�Ŀ�����������ȴ����������ֱ�����SLM�ӹ���Ti6Al4V���ϵ������ʡ���������Ҫ��SLM�ӹ�Ti6Al4V������Ӫ��Ti6Al4V�Ͻ���ԭλ�ֽ����������ԭλ����ת�䣬�Ӷ�ֱ�����SLM�ӹ���Ti6Al4V���ϵ��ۺ����ܡ�һ�㷢��ת����¶ȴ�����Ϊ600~800֮�䡣����800��������ת�䡣���SLM�ӹ���Ti6Al4Vԭλ�ֽ��ǽ��ѿ��Ƶģ�����صĻ���ԭ����ͼ9��ʾ��
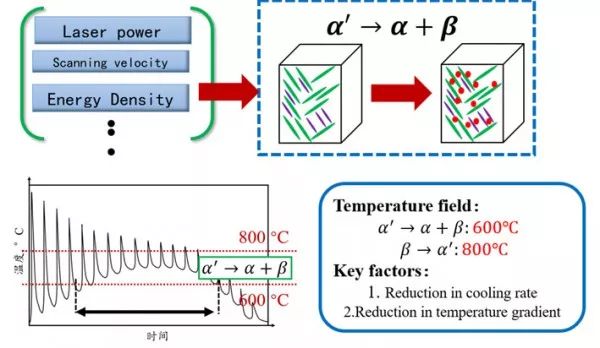
ͼ9 SLM�ӹ�Ti6Al4V����ԭλ�ֽ���ػ���ԭ��ͼ
���⣬����SLM����������̵����ۼ�ЧӦ��SLM�ӹ�Ti6Al4V���㲿������װ�IJ�ͬλ�ô�����ת��ij̶Ȳ�ͬ����ͼ10��ʾ������Ҳ���������о�����Ҫ���Ƶ����֮һ�������о�����������������������ܲ��Խ��������Ti6Al4V ����ԭλ�ֽ������������ʵ�ͬʱ���Ա��ֽϸߵ�����ǿ�ȣ�����ǿ�ȴﵽ1100 MPa���ϣ������ʴﵽ8%�����ѻ���Ϊ���Զ��ѡ�
ͼ10 SLM�ӹ�Ti6Al4V��֯������ͬλ�ô���֯�IJ����Լ�ԭλ����SLM�ӹ�Ti6Al4V��֯
�������֪�������ڻ���SLM���̵���ֵģ�⡢�����ֲ��ϡ�������Լ���ѧ��Ϊ���ۡ�3D��ӡ���ϵ�����֯����ѧ���ܵ��ص�����������о��У������������ֵ��ֶΣ�������ơ�����ģ����������ۣ���������ȡ�о��еĹ������⡢�����Ե����⣬���������о������ϣ����ǰѻ����о��л�õĹ����Ƽ�����ҵӦ���С���Ȼ�����ǵ��о������ֻ���û����ȫ���������о����̣�������ÿ���о����̻��ǹ����ģ�δ����Ŀ���ǽ�һ��������о������ֻ����̣����о��������ֻ��ֶ�����������������������
�����
1.Dongyun zhang, Pudan Zhang, Zhen Liu, Zhe Feng, Chengjie Wang, Yanwu Guo, Thermofluid field of molten pool and its effects during selective laser melting (SLM) of Inconel 718 alloy, Additive Manufacturing, 2018.03.26, 21:567~578.
2.Yangli Xu, Dongyun Zhang, Songtao Hu, Runping Chen,Yilei Gu, Xiangsen Kong, Jiongming Tao,Yijian Jiang, Mechanical properties tailoring of topology optimized and selective laser melting fabricated Ti6Al4V lattice structure, Journal of the Mechanical Behavior of Biomedical Materials, 2019.06.21, 77: 225~239.
3.Yangli Xu, Dongyun Zhang, Yanwu Guo, Songtao Hu, Xuping Wu, Yijian Jiang, Microstructural tailoring of As-Selective Laser Melted Ti6Al4V alloy for high mechanical properties, Journal of Alloys and Compounds, 2019.10.01, https://doi.org/10.1016/j.jallcom.2019.152536
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


