��Ƭ���Ǹ��ӻ���һ�廯ģ��? 3D��ӡ����̥ģ�������е�����Ӧ��(��ƪ)
��̥������ȡ������̥ģ���еĻ�����ƣ���������Ҫ���ָ��Ӷ��ļӹ��ѵ㣬��ӹ��ľ��̶ܳ�ֱ��Ӱ�쵽��̥�ľ��Ⱥ���������������̥�İ�ȫ����ʻ�����ʶȵȵȡ����ƵĽṹ�������ֳ��ռ���άŤ������̥���ƾ��л��ȶࡢ�Ƕȶ���ص㣬���ô�ͳ�ļӹ��ֶ����Ծ���ɣ���ʹ���õ�ӹ�����Ҳ����һЩ���Խ�������⡣
��ʵ����Ƶĸ����ԣ���ѡ�������ۻ���������-3D��ӡ���������ơ�����̥ģ����������3D��ӡ���������������Ӧ�ã������Ǹ�����̥ģ�ߣ������Ǹ�����Ҫ��Ķ���̥��ѩ��̥ģ���еĸ�Ƭ���죬��һ�������ڹ�������̥ģ�ߴ���Ͷ��ʹ�ã���һ�������Ǹ��ӻ���ģ�ߵ�һ�廯���죬�����赥�������Ƭ����Ƕ��Ƭ����ȻĿǰ�Դ��ڱ��Ρ��ɱ��ߵ�Ӧ���ѵ㣬����һӦ���ڹ����������̥���ܷ��漫�����ơ�
��ͨ���������£�������е�ӹ���ҵGF �ӹ��������������������е�Ӧ�ð���������������������ڷ������ǣ�GF �ӹ������Ľ����������켼������̥ģ�߸�Ƭ�����е�Ӧ�á�����ƪ�У�������GF �ӹ��������ͨ����ӡ�����Ż���Ӧ�Ը��ӻ���ģ��һ�廯���������д��ڵ��ѵ㣬�Լ��������ӹ��������νӵ�������������

![]() ���㸴������ǿ������
���㸴������ǿ������
![]() ���Ի���������
���Ի���������
��̥��ҵ��ͷ��������Ϊ����Ӧ�����ļ�������ҵ֮һ������������漰���ļ�����ʱ������ݵ� 2000 �ꡣ���������DZ���о������飬�������� 2014 ���Ƴ���ͨ����������ģ������ĸ߶���̥-CrossClimate Range ����һ����ʹ��̥������������ʼ�ձ��ָ����ܱ��֡�����Ƴ���ȫ�����̥ Premier A/S �� LTX ϵ�в�Ʒ��Ҳ��ͨ��ͬ���ļ�������ġ�
������̥��ҵ�����ļ�����Ӧ����Ҫ�����ڸ�Ƭ���죬��ɽ������Ӧ�ý���3D��ӡ���������ĸ�Ƭ���и��ӡ��������·���Ӷ�ʹ����������̥���ж�����ѩ·������ƶ����ļ�����·����Ч�ƶ���ĥ��̥���¹��۳���ǣ�������� ����̥��������������̥ģ�������γɵģ�������̥��ѩ��̥��խ�죨����ͼ������ģ�������Ӧ�ĸ�Ƭ���͵ġ�

ȫ���̥����ѩ��̥���ң������Ƚϡ���Դ��GF �ӹ�����
���Ŷ���̥���ܺ�����Ҫ�����ߣ�ԭ�����Ӷ��Ļ���ͼ�������ӳ̶�ҲԽ��Խ�ߡ����ƽṹ��ʼ�����˿ռ���άŤ�������ȡ��Ƕȶ���ص㣨ͼ3�������ô�ͳ�ӹ��ֶ��Ѿ�������������Ҫ�ľ��ȡ�
���⣬һ��ģ������Ҫ�ĸ�Ƭ����Խ��Խ�࣬ԭ���Գ�ѹ������������Ƭ�ķ�ʽ�Ѳ��߱��ɱ����ơ������������������Ҫ����ֱ�ӵ�������̥���Ƹ��»����ٶȼӿ죬ͬʱ������������˸�Ϊ�Ͽ���Ҫ��ģ�������١���������״���ӡ�Ӧ�����������������ӵ���ƣ�����3D��ӡ�������������ڡ�

���͵�3D��ӡ��Ƭ���ռ���άŤ������ȡ���Ƕȣ�����Դ��GF �ӹ�����
����̥ģ�������У�3D��ӡ����Ӧ�ð����Ǹ�ƬĪ���������Ǽ�ߡ�Բ�ߡ�3D ����ṹ�����������̶���Ƭ��Ƶ�ϸ������������3D��ӡ��ʵ�֣�����ͼ����
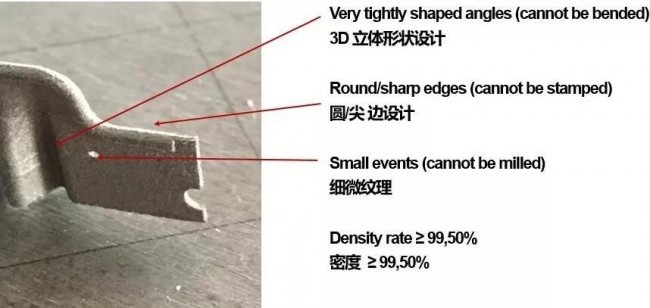
3D��ӡ��Ƭ���ص㡣��Դ��GF �ӹ�����
���⣬ͬһ���ε��������Դ�ӡ���ֳߴ硢��״�ĸ�Ƭ��ʹ�� 3DXpert �����������ĸ�Ƭ��ƣ������������������Ի�������������ʹ�� GF ���������豸�����ĸ�Ƭ���ܶȿɴﵽ 99.50%��ʹ�ò���ֲ��ϴ�ӡ��Ƭ��ǿ�ȴﵽ 1000MPa ���ϣ�ʹ��ģ�߸ִ�ӡ��Ƭ��ǿ�ȴﵽ 1800MPa ���ϡ�
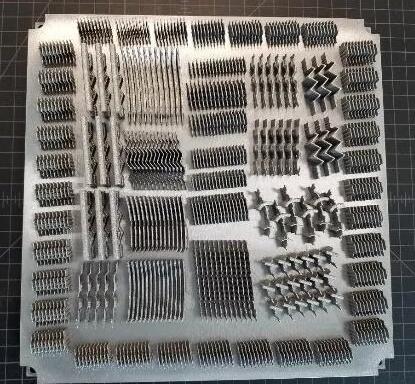
ͬһ���εIJ�ͬ��Ƭ��ơ���Դ��GF �ӹ�����
ͬʱ��Ϊ���������ļ����ľ���Ч�棬����Ƭ���������ɱ�������ÿһ���� ��each build�� �ܴ�ӡ�ĸ�Ƭ����������Ҫ��Ŀǰһ��3D��ӡ��Ƭ�ijɱ�Լ�� 10 �C 50 �����֮�䣬�ɱ��IJ�����˸�Ƭ��Ʋ�ͬ��Ҳ�ܵ������豸����Ӱ�졣������˵���������豸�Ĵ�ӡ�������Ϊ250 x 250mm�����ܺõ��豸����������ȫ���Ĵ�ӡ�ռ䣬һ�������ϴ�����ĸ�Ƭ��ȫ������ǿ��Ҫ���е��豸����ֻ�����õ���ӡ������塢���ɣ��䵥�������ɱ���Ȼ���ӡ�
Ŀǰ ��3D��ӡ��Ƭ��չ�����Ƴ�����״���ӳ̶����ӣ���ƷҲԽ��Խ�����Ҷ�ǿ�ȵ�Ҫ��Խ��Խ�ߣ� ��˶����豸������Ҫ��ҲԽ��Խ�Ͽ���GF �������������豸�����Ż��Ĺ�·���糡��ƣ��Լ�������ҵƽ���ij��������275x275x380mm����ʵ�ָ��Ӹ�Ƭ�ĵͳɱ���������������
������������̥����ȡ����ģ���ƣ����ƵĹؼ�ȡ���ڸ�Ƭ��ơ���������ĸ�Ƭ��ַ����˼����ص㣬�����������̥ģ�ߵ����ܣ�������ҵ��������
�C��ƪԤ��C
3D��ӡ�ĸ�Ƭ����������ģ���н�����Ƕ�����⡣��ǰ����ģ���ȡ�˹���Ƕ�ķ�ʽ������ģ����ǻ�ڼӹ�����Ƭ�ۣ�Ȼ�����˹����ӹ��õĸ�Ƭ���ȥ�������ĸ�Ƭ��ģ�������в������⣬��һ������̥ģ�߾�����Ҫ������ǧƬ�ĸ�Ƭ����Щ������Ƶ���̥����ʹ���˳��� 4000 Ƭ��Ƭ����Ƭ��Ƕ��Ȼ��ģ��������ʮ�����ŵ����⣬��������Ƭ�������Ӷ����ĸ�Ƭ������٣����¿ռ��С������ʩչ����������ھ���С�� 5 �C 6mm ʱ�ر����ԡ�
��ͨ������3D��ӡ����ֱ���������鸴�ӻ���ģ�ߣ��������˷�Ŀǰ��Ƭ��Ƕ�д��ڵ����š���ʵ�ϣ�����������ҵ�ﲻ�����ֳ��ԣ����Ǵ��ͣ���ڼ�����֤�Σ��Ҳ����߱������ԡ�
����һ�ڵ���̥ģ���������������У�������GF �ӹ��������ͨ����ӡ�����Ż���Ӧ�Ը��ӻ���ģ��һ�廯���������д��ڵ��ѵ㣬�Լ��������ӹ��������νӵ������������������ע��
(���α༭��admin)

��һƪ��ȫ��ҽ�������г�����������3D��ӡ���Ϊ����ҽ����е����ע���ֵ��
 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ�- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ��

