����ṹ��ѡ�������ۻ�����������ѧ���ܵ�ͳ�Ʒ����о�
ʱ�䣺2019-11-18 09:24 ��Դ���ϼ��� ���ߣ��й�3D��ӡ�� �Ķ�����
Ϊ�˽���������⣬�����¼�������������ѧ��Swee Leong Sing����ʹ�ûع�����ͷ��������ͳ�Ʒ����о�SLM�ļӹ����ղ���������ʣ�L����ɨ���ٶȣ�S���ͷֲ��ȣ�L�����Է��Ѿ���ṹ�ijߴ羫�ȣ���ͼ1������ѧ���ܣ���϶�ʣ��������Գ�������������ǿ�ȣ�������Ӱ�졣���Ѿ���ṹ��ר����Ƶģ�����ˮƽ����ֱ����б��֧����֧����ֱ����С�ͼ����ߴ�Сһ�£���ͼ2��ʾ���ߴ羫��ʹ������Ƭ��������ѧ����ͨ��ѹ��ʵ���á�
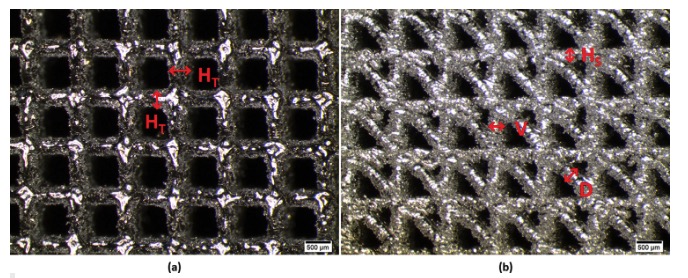
ͼ1 ����ṹ��LOMͼ��a��xyƽ�棨b��yzƽ��
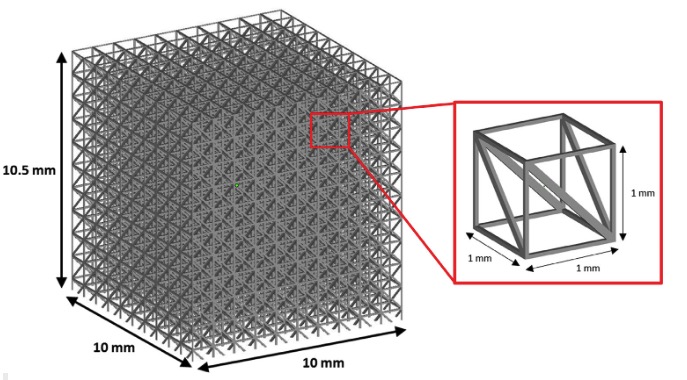
ͼ2 ���Ѿ���ṹ��CADģ��
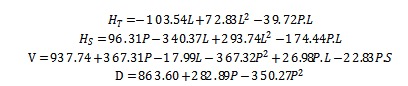
ͼ1����ƽ����ˮƽ֧���ijߴ磬��ƽ����ˮƽ֧���ijߴ磬����ֱ֧���ijߴ磬����б֧���ijߴ硣ʹ�ûع�����õ��ijߴ羫�Ⱦ��鹫ʽ���£���SLM�ؼ����ղ�����ʾ����ѧ���ܾ��鹫ʽΪ:

�ο����ף�
Sing, S. L., Wiria, F. E., & Yeong, W. Y. (2018). Selective laser melting of lattice structures: A statistical approach to manufacturability and mechanical behavior.
Robotics and Computer Integrated Manufacturing, 49, 170�C180.
https://doi.org/10.1016/j.rcim.2017.06.006
������:κ������ӳ� ���嵥λ����е����ϵͳ���̹����ص�ʵ����
(���α༭��admin)

��һƪ����Ʒ��̻�LD-002R������ ʵ�������Լ۱ȳ������� ������ά
��һƪ������������3D��ӡ������ȴע��ģ�����������30%
��һƪ������������3D��ӡ������ȴע��ģ�����������30%
 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


