创想三维:3D打印与循环经济注射成型
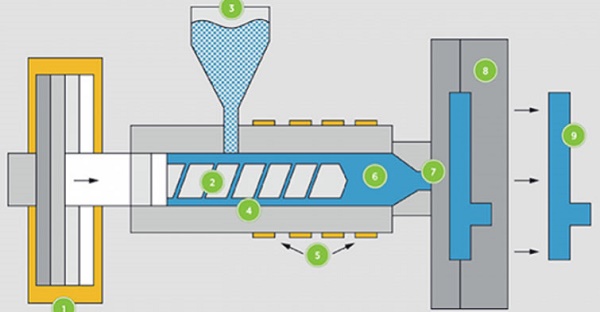
注射成型是指塑料颗粒被压入模腔,在压力和热量的作用下形成一定的形状。与其他传统的制造工艺(如CNC加工)相比,注射成型产生的废品率较低,而CNC加工可以削减原塑料块或板材的大量百分比。然而,相对于3D打印机来说,3D打印产生的废品率更低。总的来说,这是一种通过初始生产不会产生大量废料的方法。与注塑相关的缺点包括启动、成型和模具方面的高成本。我们将在可持续性和3D打印制造方面对这种制造技术进行比较。
当涉及到注射成型时,运输废料并不是一个大问题。在将材料放入注塑设备之前,准备好材料是很重要的。工厂或制造环境的布局对这种浪费更为关键。在3D打印制造方面也有类似的想法。一个人通常必须向3D打印制造设备提供材料,材料的运输依赖于工厂或制造环境的布局。
对于这种类型的制造来说,库存浪费是需要注意的。注射成型系统的生产率很高。这个比率取决于两个因素:1.循环时间2.模具空化。
周期时间是指从开始到完成一个函数、作业或任务所需的时间。循环时间用于区分流程的总持续时间与其运行时间。模具空化是指创造一个空的空间,形成我们的成型过程的基础。因此,根据模具的尺寸,循环时间应有所不同。使用注射模系统可以相当快速地生产大量产品。如果组织为第三方自由创建对象,这可能会导致超出需要的额外库存。在这种情况下,当第三方公司日后需要更多产品时,供应商只是批量生产。3D打印制造生产率取决于周期时间和待打印对象的大小。这会减少库存浪费,因为现在有很多时间与打印大量材料相关。
这两种制造方法都不太关心过度加工。注射成型和3D打印都非常擅长构建快速的设计原型。我认为最大的痛点是在处理中。后处理是3D打印机的一个大问题。注塑件在后处理方面确实存在问题,但并不像目前大多数3D打印技术那样耀眼。这将导致更多的时间和精力花在生产上。
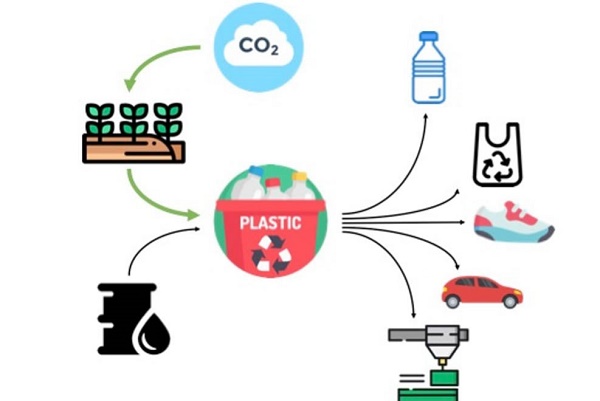
最后,我们将讨论通过注射成型来回收和再利用产品的能力。注塑件的回收需要重新熔化和熔融过滤。在挤出机中的剪切速率很低的情况下,在熔融温度较低的一端,可对回收材料进行适当的再熔化。剪切速率是指对某些材料施加渐进剪切变形的速率。剪切变形是指平行内表面相互滑动的物质发生变形。其目的是轻轻地重新熔化原材料,从而保证材料性能的保持。适当的熔融过滤过程将去除熔融物中的任何污染物,如纤维素、金属或木块。过滤是指通过添加只有流体才能通过的介质,将固体从流体(液体或气体)中分离出来的各种机械、物理或生物操作。最先进的熔融过滤是完全自动化的,不需要手动操作步骤。熔融物在低压下连续过滤,可以去除直径小于70微米的颗粒。类似的工艺也可以应用于3D打印材料。
在这两个过程的可持续性方面,生产过剩是一个关键点。重要的是要考虑与注塑相关的高启动成本。通过注射成型来制造物体通常需要很多钱,因为这是一个制造大量物体的过程。这可能导致必须在一个库存中长期保存各种产品。这显然是浪费的,因为这些产品可能是在目前不需要它们的情况下制造出来的。3D打印需要更多的时间来创建产品,但它们的目的是为订单制作特定数量的产品,而不是为了以后使用而额外打印。
在本文中,我们必须认识到3D打印是一个很好的解决方案。在减少浪费方面,我们必须有一个关键的眼光,这还必须包括在错误的过程中减少浪费,使我们对循环经济有一个有趣的考察。
更多精彩: https://www.cxsw3d.com/
(责任编辑:admin)

 等离子金属3D打印粉末创业
等离子金属3D打印粉末创业 Azure Printed Homes扩大
Azure Printed Homes扩大 COBOD推出新型BOD3 3D建筑
COBOD推出新型BOD3 3D建筑 齿科3D打印方案商获超亿元
齿科3D打印方案商获超亿元 中国海关:2024年前三季度
中国海关:2024年前三季度 下一代2PP双光子3D打印厂
下一代2PP双光子3D打印厂 喜讯:创想三维荣
喜讯:创想三维荣 创想三维3D打印全
创想三维3D打印全 创想三维焕新升级
创想三维焕新升级 创想三维捐赠10万
创想三维捐赠10万 HALOT-MAGE PRO荣
HALOT-MAGE PRO荣 历9弥新:创想三
历9弥新:创想三

