�ֵļ����ĩ���������������ա��۽ṹ��ȱ�ݺ͵�ǰ��ս��δ�����ƣ�1��
ʱ�䣺2022-10-10 09:51 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
�����ĩ���ۺϹ��ձ���Ϊ��ͨ�õĽ����������칤�գ���֤������ڽ϶̵�ʱ����������ӽ�����״������ܶȸߴ�99.9%�ļ��θ��Ӹ����ܽ���������ֺ������Ͻ������ڽṹ���ӽṹӦ�õ�����Ҫ�Ĺ��̲��ϡ�3500����ȼ��ĸֵĿ����Լ���㷺�����ܣ�������ǿ�ȡ���ʴ�ԡ����õ���չ�ԡ��ͳɱ����ɻ����Եȣ�ʹ�����������������д������ȵ�λ��Ȼ������������ԭ�ֺ������Ͻ��LPBF������δ��ȫ�ڹ�ҵӦ���н�����������i���Լӹ��������˽����ޣ���ii��ȱ������IJ��������Լ���iii��ȱ���㹻��֪ʶ���������ղ��������������ϰ�����������ģ�͵�ʵ������ijߴ羫�ȡ�����ɱ��ԡ�����ԭ�ϡ��˹������ȡ�������ּ�ڸ���LPBF������ʹ�õĸֺ������Ͻ�Ĺؼ����ղ��������������̹����е������۽ṹ�ݱ�������ص������������ص����ұ��ȱ�ݼ���DZ�ڿ��Ʒ������Լ����ֺ�����Ӱ�졣������Щ��ֱ��Ӱ�쵽��е���ܡ�����ܽ���LPBF�ӹ��ֺ������Ͻ�Ĺ������Լ���Ӧ��ǰ����������ͨ��ʶ������������ȱʧ����Ϣ��Ϊ�˽�ֵ�LPBF���յ춨�˻�����
ͼ��ժҪ
1�����
�Գ����������ֺ������Ͻ�һֱ�ǽṹ���ӽṹӦ�õ���Ҫ���̲��ϡ��ֲ��Ѿ���Ϊ�����ճ������һ���֣����Ƕ�����������Ҫ��ͨ�����ǵĴ���Ӧ�õõ��˹㷺�����֡���ЩӦ�ð�������������������ҽ������е���˷�Ӧ�ѡ�����/ʯ�ͺ���Ȼ�����촬��ʳƷ�����䡢���Ӻ�����Ӧ�á����������Э�ᣨWorld Steel Association��ͳ�ƣ�������Ӧ�ã�������3500���ֲ�ͬ�ȼ��ĸֲģ��������ص���������ѧ�ͻ������ܡ����ֵȼ��ֲĵĿ������������һϵ�����ܣ��������ߵ�ǿ�ȡ����ߵ���ʴ�ԡ����õ���չ�Ժ����ԡ��ͳɱ��ͼ���100%�Ŀɻ����Եȡ�
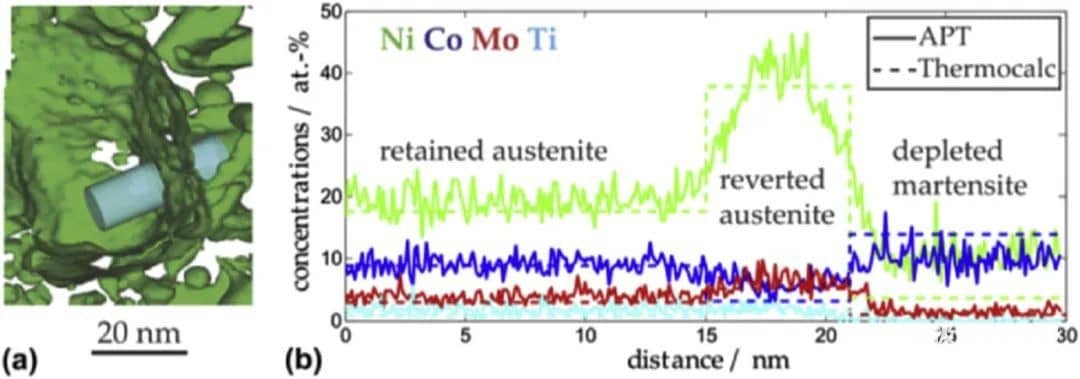
LBM������������ʱЧ��������480��C/5 hʱЧ�ڼ���ٰ����廯��ԭ��̽���������APT��������λ�ã�a�����Լ���a������ʾԪ��Ni��Co��Mo��Ti��b����Բ�����Ũ�ȷֲ���
�ڸּ����У���̼�Ͻ���֣�SS����������316L SS��������ɱ��͡����ڼӹ�����ʴ�Ժ��Լ���ʹ�ڶ��ӵĹ���������Ҳ������������ԣ��ѳ�ΪӦ����㷺������֮һ�����õ���ʴ�ԡ��ϸߵ�ǿ�ȺͽϸߵĻ�е���ܵij�ɫ�����������ֵ���Ҫ������������֣������Ӳ����PH���֣�17-4PH��15-5PH������Ҫ���ں��պ��졢��ѧ��ʯ����ʳƷ�ӹ���һ������ӹ���ʯ����Ȼ�������糧��ע����ҵ�����õ���ʴ����ϸߵ�Ӳ�ȡ�����ǿ�Ⱥ���չ�ԡ����õĺ����Ժ���ĥ�������ǹ��ߺ�ģ������ҵ������ģ����߸�������һ��������AM��������õĹ��߸�����̼������ʱЧ�֣�18Ni-300������������ĸ������������⣬������Ժ����õĿ���ϴ��ʹ��������ɢǿ����ODS���ֳ�Ϊ��������ҶƬ�ͻ�������Ӧ�õ������ѡ���ϡ��ֵķ��༰��Ӧ����ͼ1��ʾ��������Ҫ������⣬LPBF������ʹ�õ�һЩ�о����ٵĸ����Ͱ���������֡�TRIP/TWIP�֡������Fe-Si����������Fe-Ni�����ܻ���Fe-Co���Ͻ�֡��й��ͻ�����壨CLAM���ֵȡ�
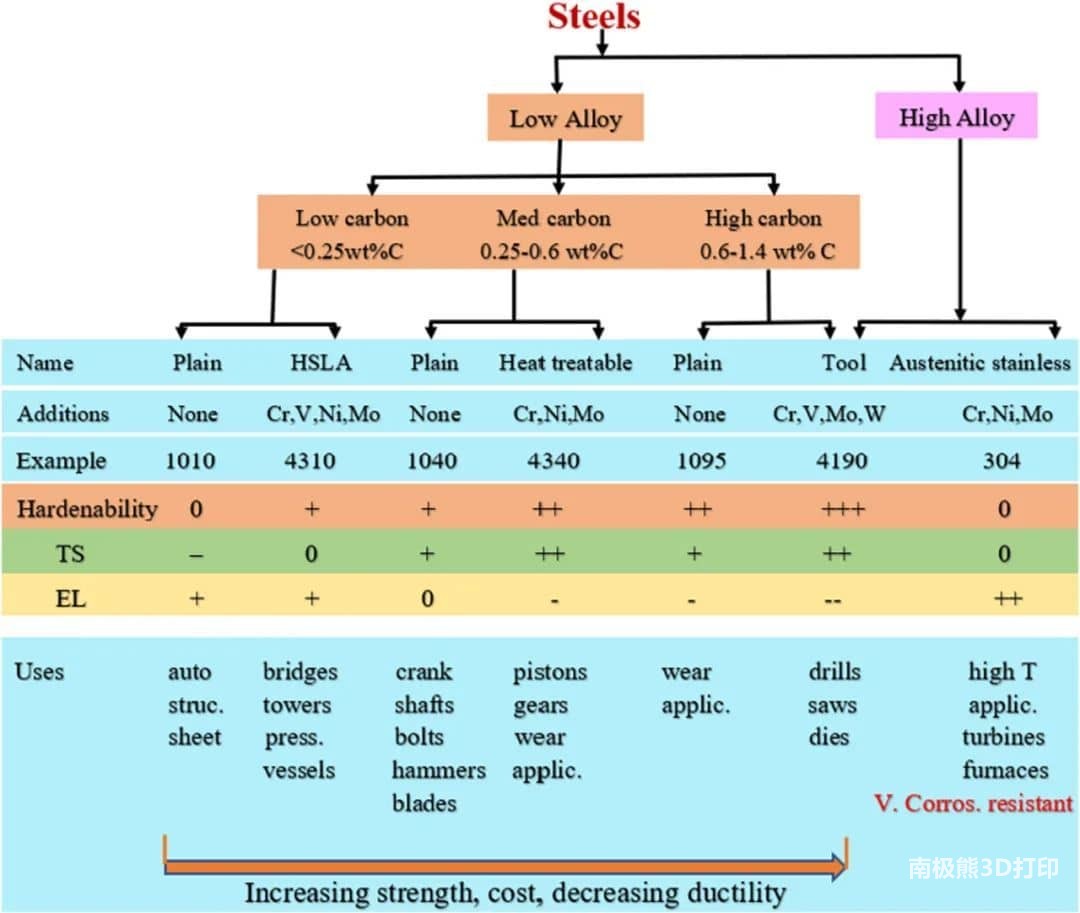
ͼ1 ���ֵָķ������
1.1.��鷶Χ
������Ҫͨ���ع�LPBF������ʹ�õĸֺ������Ͻ������ʵ�ϵĿհס����ȣ�������LPBF�����е�����������������̡�ұ��ȱ�ݵ��γɼ���DZ�ڿ��Ʒ����Ļ�������Σ�����������֯��ĥ��ͱ���������������е���ܡ����⣬���о���LPBF�����ֹ������������塣�ر��ǣ������ص������Եػع��˵��͵�LPBF���ղ������γɵľ���Ӱ�죻��i���۽ṹ�IJ�ͬ���ͣ��ߴ硢��̬�����Լ���ii���빤����ص�ұ��ȱ�ݡ����Ļ������˵�ǰ�ļ�����״��������ս��δ�����ƣ��ر�ǿ��AM��AM������Ԥ�⼰���ڸ�����ҵ���ŵ�Ӧ�á�
����ʯ��⡣
�������ⲻ�����������͵�AM���̵�ϸ�ڣ����ǽ����ǵ���������LPBF���̡�Ȼ��������AM���գ����������ĩ���ۺ�(EPBF)�������ܳ���(DED)����ͬ���ܹ���������ĸ֡�ͬ������ƪ������Ҫ�����ڳ��õĸֺ������Ͻ�;��������IJο������ǹ��ڸֵ�LPBF���յġ����˼���������⣬���������Ͻ�ij��湤�ջ�����AM���ն������ù������⣬��ƪ����û�й㷺������������/��ͬ�����Ͻ����������ϲ���(MMC)��AM������������Щ������һ���ӳ�����ʱ�䡣
1.2.���µ���֯
���ĵ�Ŀ����Ϊ�����ṩһ�������Եĸ������Ա������˽���ֵָ�LPBF���ա��������Ƚ����˸ֲġ�AM��LPBF������Ե�Ӧ�á���2����������Ҫ�Ĺ��ղ������Լ�Ӱ��LPBF�����������۽ṹ�ݱ�ĸ�������������3����ϸ�����˸��ֲָ�LPBF���������г��ֵ�ȱ���γɡ�DZ�ڿ��Ʒ����ͳ������⡣��4��ּ���ϸ����۽ṹ��ĥ��ͱ���������������е���ܣ���Ӳ�ȡ�����ǿ�ȡ����Լ���ͬ��Ϲ��ղ����¸ֲ�LPBF��ƣ�����ܡ���5���о��˺�����LPBF�����ֵ�Ӱ�졣���6��ǿ�����ܽ��δ���ķ�Χ����ˣ�ϣ��������齫�������˽�LPBF��������״����ѧ֪ʶ����Լ��ƽ�����չ�ֵ�LPBF����������о���
1.3.���������еĸֲļ���Ӧ��
Ŀǰ�����ڽṹ������Ӧ�õĸֲĴ��������졢��ѹ�ͷ�ĩұ��ȴ�ͳ�������졣��Щ��ͳ���������IJ�Ʒ�ѱ��㷺ʹ�ã����Դ����������⡣��ԭ�������칤����ȴ�ٶȽ��������۽ṹ���ֲ��йأ���������ԣ���϶�ʡ������������ص�ȱ�ݿ���ͬʱ���ڣ��Ӷ���ͬ������е���ܡ����⣬����һϵ�ж����Ĺ��̣������Ʊ�����������װ�������ñ���������ֲķdz���ʱ���������Խϵ͡���������ҵ�Ĺ㷺��չ�������ر��ע�ֹ����Ľṹ����Ҫ��AM�нṹ�����ĸ��ӹ����ݶȲ��ϣ�FGM���ijɷ�������н�ʡʱ�䡢�ɱ�������Եĸ������ƣ���ͼ2����
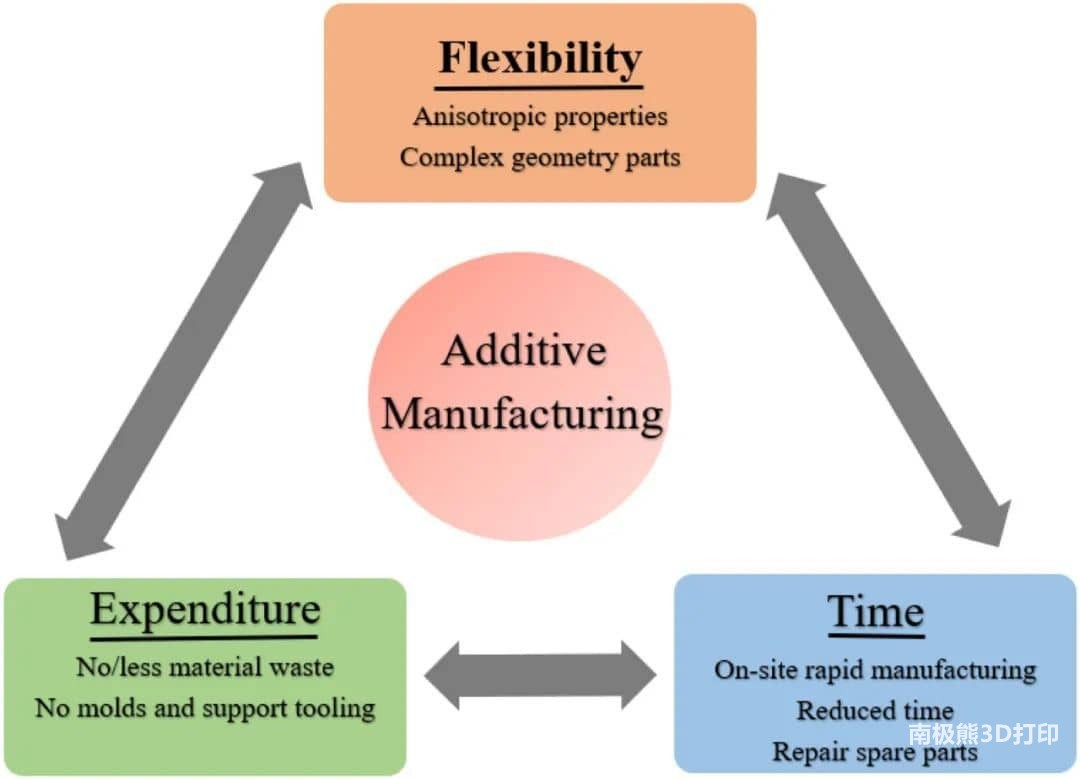
ͼ2 �������죨AM���ؼ�������������֮��Ĺ�ϵ��
����Ҫ���ǣ�AM���ս�������������ͳ���Ӻ����Ӽ�����ص�������Ӧ������ϵ����������ʵ��ˣ�AM�������Դ���һЩ��ͳ�������⣬���Աȷ���������AM���ջ�LPBF�����ѳɹ��������ȱ�ݣ��빤����ص�ұ��ȱ���������٣������������������ȴ�ͳ������ȣ���������Ļ�е���ܡ��ϸߵ�ǿ�ȹ����ڣ�AM�����յ��ģ�ϸ���۽ṹ��֦������״�������Ϳ������̹����в�����DZ�ڸ�λ���ܶȵ��ۺ����á����ż���������ָ������չ��������̲��ٽ���������ʵ���Ʒ��Ϊ����������������Ʒ�����Լ�������Ӧ�����õı仯��������и����Ե�ת�䡣ʹ���Ƚ�����ѧϰ�㷨�����Ӵ������������Ե���������ģ���ܹ�����ͳ����ҵ����Ϊ��������ҵ��ͨ���������ܺ��Ƚ���AM�����������ֲܸ�Ʒ���ü����������ʦ��Ƶı�����ò�ͻ�е���ܡ����ܶȺͳߴ羫�ȡ�������״����Լ����ͺ���Ҫ����Ϊδ������Ҫ�о��Ϳ���Ŀ�ꡣ
AM���ձ�����Ϊһϵ�м���������Щ�����У����ϱ����ӣ������DZ��Ƴ����������ղ�Ʒ���봫ͳ�����칤�ղ�ͬ����ͳ�����������Ҫͨ�����ַ�ʽ��ȥ���ϵ�һ���֣������ϳ��λ��̳���������ղ�����AM����Ϊ��һ��ֱ�����켼�������˽��Ͳ��������⣬�����������ɵ�ͨ���ⲿ���ڲ����֣����ɽ������ۺ���մ��;��и��������ĸ��ϲ�����ɵIJ������������AM������ʹ�õIJ��Ͽ����Ƿ�ĩ���߲ġ�Ƭ�ĵȡ�AM����ͨ���������������������������졢���ļ��������IJ����졢�����졢����������ʽ�����������ʽ���졣
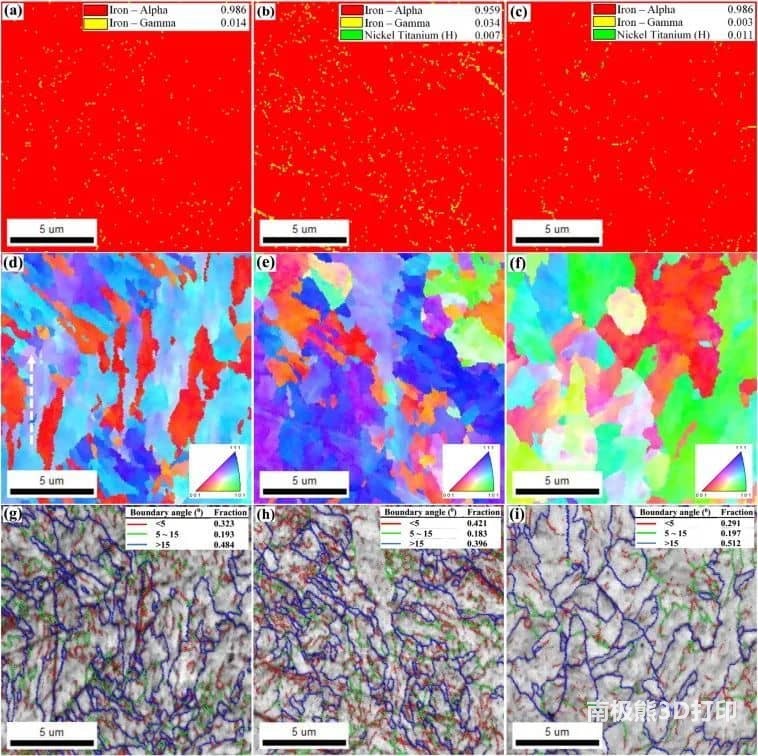
������ͬ�Ŵ��ʵ�EBSD����ͼ����ʾ��a��S5.1��b��S16.1���淨�ߵ��۽ṹ����c��S5.1����d��S16.1�ı���ƽ�жȺͣ�e��S5.1
N����f��S5.1 P����g��S16.1 N�ͣ�h��S16.1 P�ķ���ͼ��ע����N���͡�P���ֱ�ָ���������ƽ�б��档
������AM�����У�LPBF������Ŀǰ���ܻ�ӭ�ķ�ĩ��������������������������ϡ�����SmarTech Publishing���µĽ���AM���桰2018��������ĩ�������족��LPBF������ʹ�������о�����AM����֮һ��AM������Ԥ��һֱ���ƶ�Ӳ�������Ϻ�������������ҵ��������Ԥ�⣨��������2020��ı��棩��2020��������������ﵽ160����Ԫ��2024�꽫�ﵽ408����Ԫ����ͼ3����
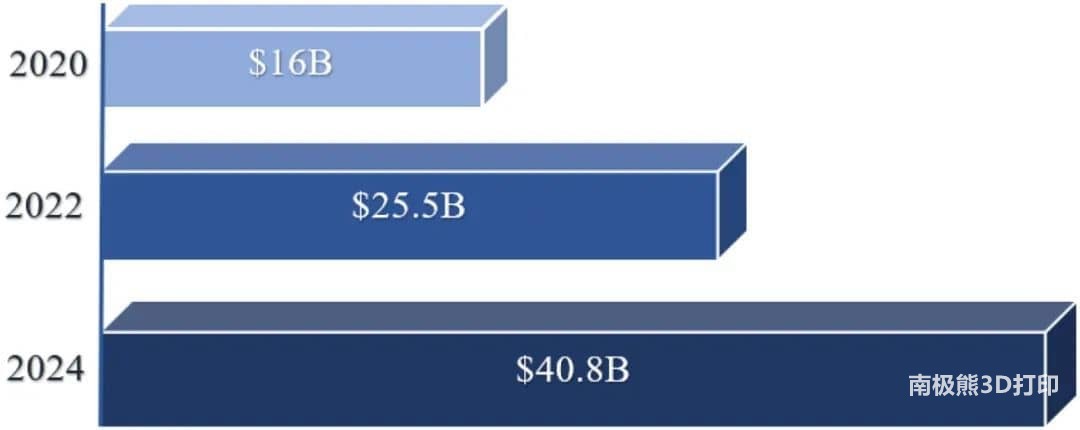
ͼ3 AM��ҵ����Ԥ�⣨���ձ���2020����
����AM����������ص�Ӧ�������������о���Ա����ҵ��������������AM����������ҽ����е����������ҽ��ֲ�����������պ���;���Ӧ�á�������ҵ������Ӧ�õ��ն˲�Ʒ����ͼ4a&b����AM��ͨ�����������ͷ�������������ҵ��Χ��չ���ɻ�ά����������
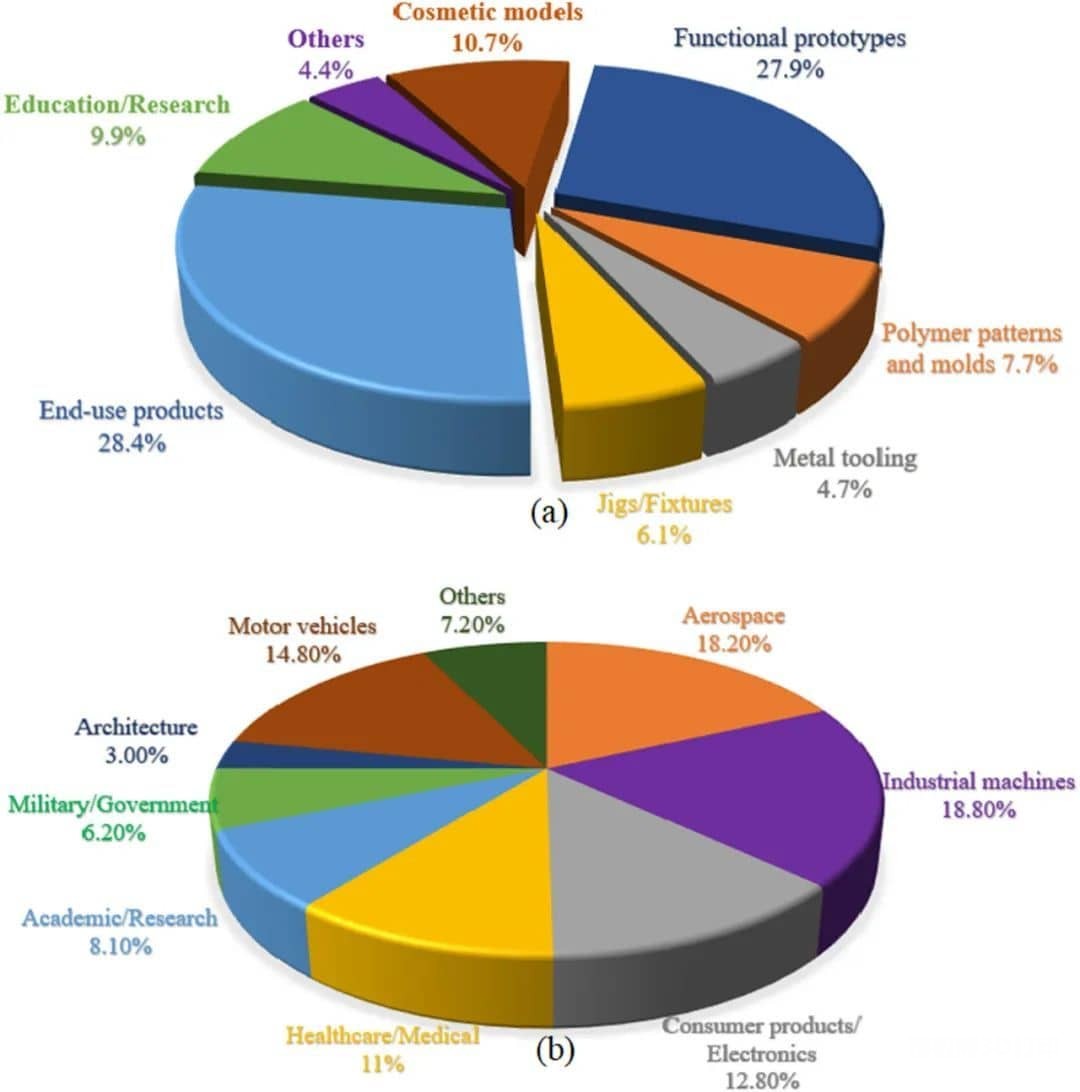
ͼ4 ��a������Wohler 2019�걨���AMӦ�õ����ͣ�b����ҵ���š�
1.4.�ֵļ����ĩ����������
�����ĩ���ۻ�����Ҳ��Ϊѡ���Լ����ۻ�����ʹ�ø߹��ʼ�����ѡ���Ե��ۻ�������ĩ���е�Ԥ�������������ڽ�����ͨ����ȴѸ�����̡�ÿ���е�ѡ������ͨ���������ۻ����γ����������3D����档��ˣ����͵ײ㹹��ƽ̨��Ȼ��ʹ�÷�ĩͿ����/��ˮ����������һ���ĩ����ѭ���������ظ���ֱ��������άʵ�����ȥ��������δ�ۻ���ĩ�����������ڳ����������壨�������������ǻ���н��У��Ա�����������ͼ5����
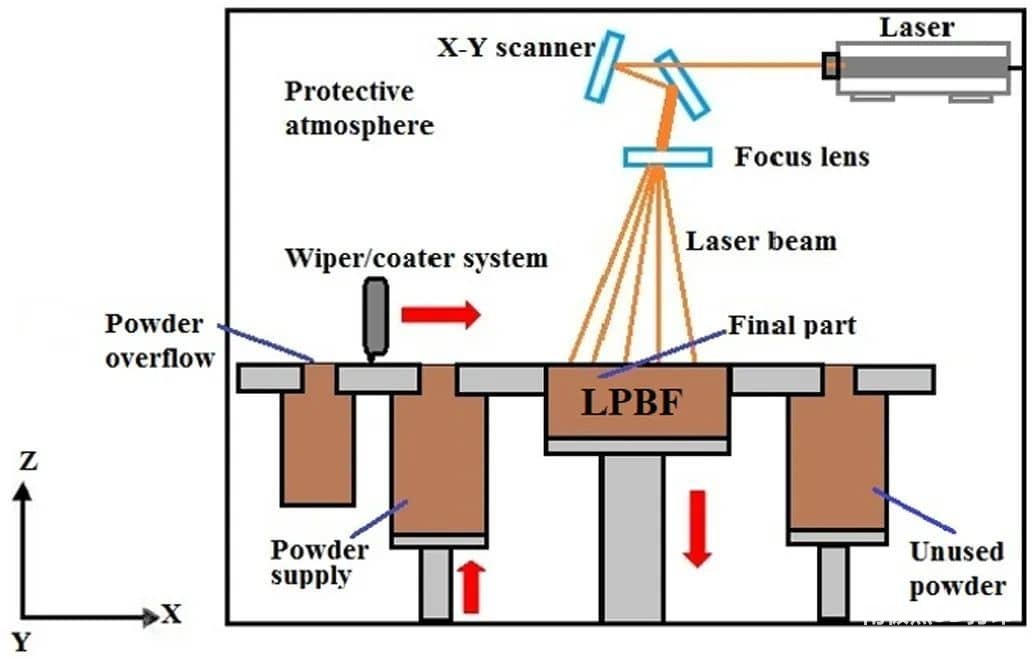
ͼ5 LPBF����ʾ��ͼ��
LPBF���յ�һЩӦ����ͼ6��ʾ��LPBF����IJ�Ʒ���и��ߵ��ܶȺ;�ϸ���۽ṹ���������ڻ������Ļ�е���ܡ�����ı��������ͳߴ羫ȷ��������������ֲַ���������ΪLPBF�����ṩ��һ�����ڴ�ͳ���յ����ƣ�ʹ���и���װ�䡢���������ʡ�������Ƶ�������ؽ��²�Ʒ/ԭ�������г�����ϸ�ڲ���������������ܹ�Ѹ�����칦��������ʹ�ò�Ʒ��ͬʱ��LPBF���̾����˸��ӵ�����ѧ�ʹ��Ȼ������ڴ�ӡ�����У�ɨ��켣�ı�����Ȳ��ɿ��Ҳ���Ԥ�⣬���ջ�Ӱ��LPBF��Ʒ������������ԭ�ϲ��ϵ����������������ĸ��������������ڼ�����IJ��ɱ�����Ȳ���Ӧ������������⡣�����ģ�͵�ʵ������ijߴ羫����LPBF�������ٵ���һ�����⡣�����ѽ��ɵ�LPBF�������ֱ���������ܲ��������������������֮ǰ����Ҫ��������������⣬��Ӧ���ܹ��˷���ʹ�㷺���õ�LPBF������Ϊһ�ֿ��е����칤�գ����пɿ��ԡ�����չ�Ժ�ͨ����
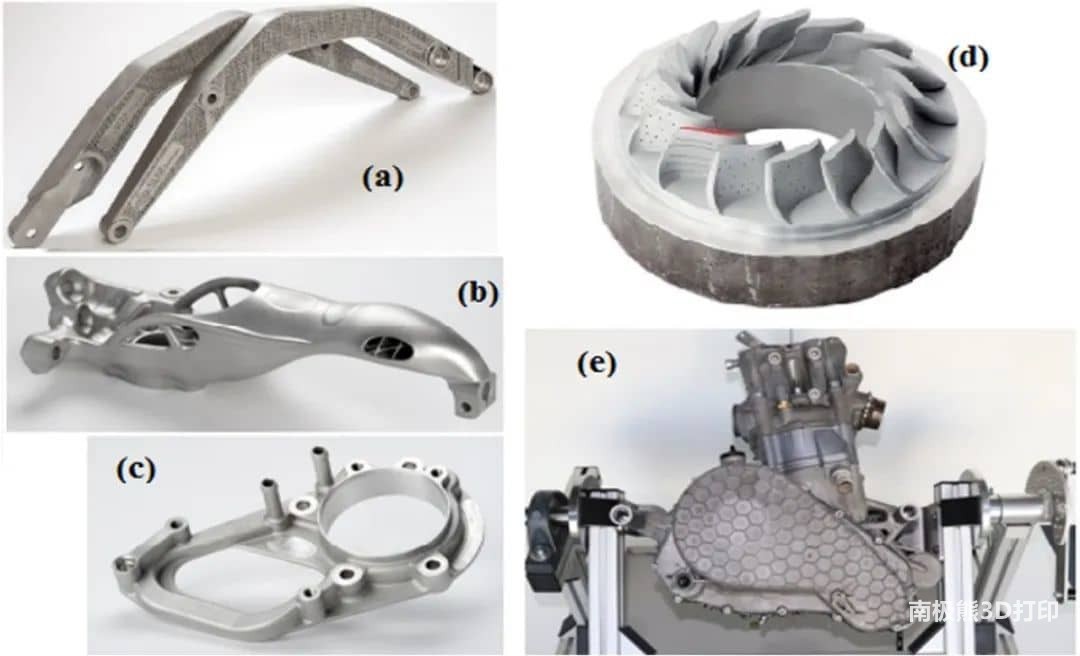
ͼ6 ����LPBF�����Ľ������Ӧ�ã���a������ֲ�����b������ת��ڣ���c����������װ��ȴͨ������d���ɻ�������ҶƬ����e������ʽѧ��������������
�����������ĩ�������ͨ�������γɽ�С�ߴ���۳أ�����ԼΪ0.9�C1.4 mm�����ԼΪ0.16�C0.63 mm������ԼΪ0.12�C0.38 mm������ȡ���ڸ���LPBF���ղ��������ڼ������Ŀ����ƶ�����ȴ�ٶȿ��Դﵽ103�C108 K/s����ͬ��ȡ����LPBF�ļӹ����������ò��ϵ����ͼ�����������ͻ�ѧ���ʡ���˸ߵ���ȴ�ٶ���ʱ���谭�Ͻ�Ԫ�صľ��������ƫ��������Marangoni�����Ļ�Ϻͽ������ã��Լ������ѻ��ṹ���γɻ��ƣ����ڽ��������γ��˱��ġ������ĺͶ��ص����ȶ���״�ṹ����ʱ�����ǷǾ��ṹ��
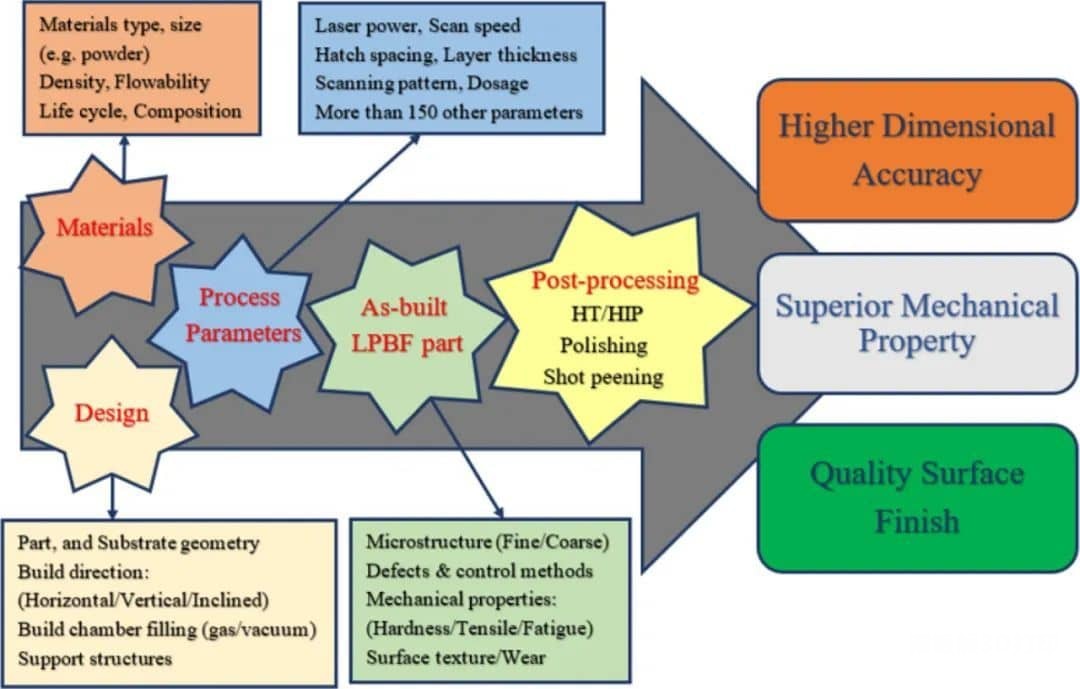
LPBF���������ͨ���ڲ�ͬ���ȳ߶�����ʾ���������۽ṹ�����������۽ṹͨ�����ɿ������̹���ͨ�������������ͷ�����ɢ�ȷ����γɵġ�LPBF�������������ȡ����ѡ����ȷ�IJ�����ϡ�ͼ7��ʾ��LPBF���ղ����Ĺ㷺��Χ����Щ�����ɽ�������Ӱ��LPBF������������ĸ�������������Щ�����Ļ��ܷ�Ϊ��������������������������LPBF�����У���150���������Ҫ���ǣ�����û����ϸ���ۡ�Ȼ����������һЩ����Ҫ�Ĺ��ղ���������ʣ�LP����ɨ���ٶȣ�SS��������ࣨHS���Ͳ��LT���������������ѹ���������LPBF�ָ��������ͻ�е���ܵ�Ӱ�졣����Ʋ���ͼ�У������ʾLPBF�ӹ���Ʒ�����������������������״���۽ṹ����е���ܡ�ȱ�ݡ�����ֲڶȵȡ�
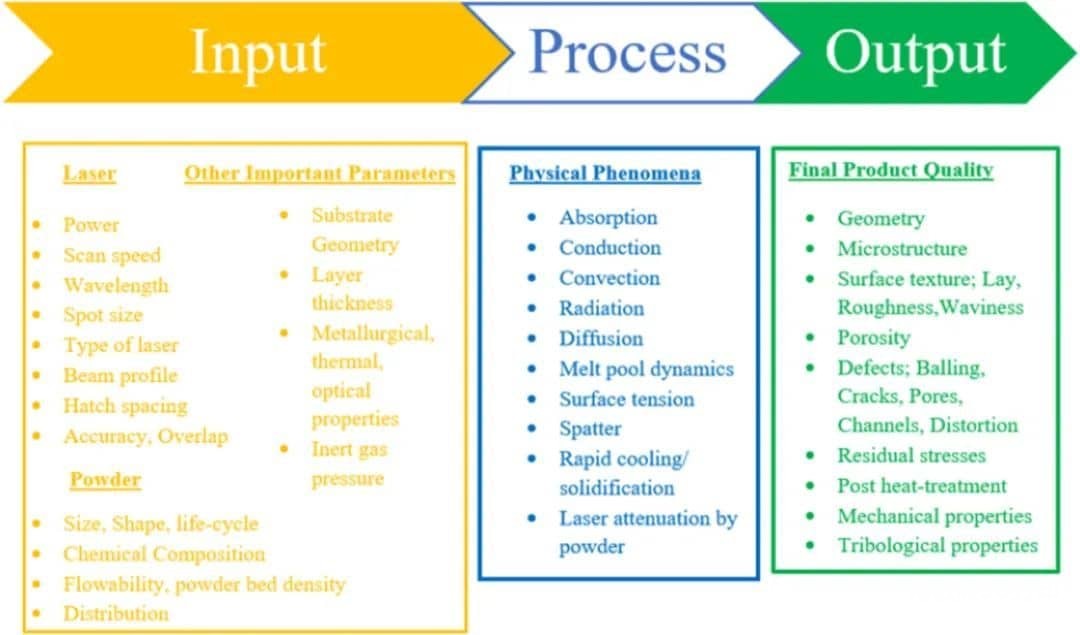
ͼ7 LPBF���յ���ϸ������Ʋ�����
������֪������������LPBF�ӹ�������۽ṹ��Ҫ���ֳ������ĸ������ԡ����磬�ڲ�ͬ�����Ͻ�����������ƽ�У�����ˮƽ����ֱ�����紹ֱ���ڻ��壬�����˲�ͬ������ʷ���Ӷ����¸������ԵĻ�е���ܣ��Լ���ͬ�ı������������ȣ����տڼ��Ͱߵ�ߴ�֮��ı��ʶ�Ӱ��LPBF��Ʒ�����Ĺ����ȶ���������Ҫ���á�ѡ���С�IJտڼ�࣬���������۳��е��������ۺͻ�����ȴ���̣��γ��������ı��㡣�෴����ʹѡ���˽ϴ�IJտڼ�࣬����쳣�ߵ������ܶȺ���ߵĴ���ɨ���ٶȣ�Ҳ����������ȫ���ܡ���������LPBF��Ʒ���ϵ͵����������ϴ�IJ��ᵼ����������֮���������봩���㣨��ʵ����Ч�ص������Ӷ�����δ�ۺϣ�LOF����δ�ۺϿ�ȱ�ݵ��γɡ�ͬ��������Խϵ͵�ɨ���ٶȺ̶���ϸߵļ�����£���������ϸߣ�������Ӧ����С��϶��ȱ�ݽϸߡ��ϸߵ��������뵼�½ϴ���¶��ݶȣ��ټ��Ͻϴ���Ȳ���Ӧ���������ᵼ�������ơ��෴������Խϵ͵ļ���ʺͽϸߵ�ɨ���ٶ��£����ṩ�ĵ��������벻������ȫ�ۻ���Χ�ķ�ĩ������ͨ����ʪ�����Ӷ��γ���״ȱ�ݡ�
ͬ�����Ե��ǣ��ϸߵ������ܶȽ����˲�Ʒ�ߴ羫�ȣ�ʹ�����Ż�������ѣ�����ܵ��������ߴ��ȱ��֮������ԡ������Ѿ��������о������ø��ߵIJ��ᵼ������ܶȽ��͡���ˣ�LPBF������ɨ���ٶȵ���ϻ�Ӱ����Ӳ�ȡ�ѡ���ȳ���0.1 mm�IJ㽫������������бLPBF�����������¥��ȱ�ݡ����˽�������ʵ���⣬LPBF���̵ļ��㽨ģ�����Ż����̲���������Ҫ����Щģ�ͻ�������Ԥ�������۳صĸ����¶ȳ����۽ṹ�ķ�չ������Ӧ�������Ρ������ȡ�һЩ�о���Ա��ͼ��LPBF�Ƴɸֵ�ʵ��ͽ�ģ�������������
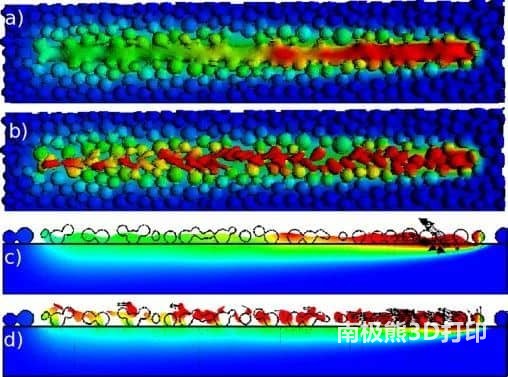
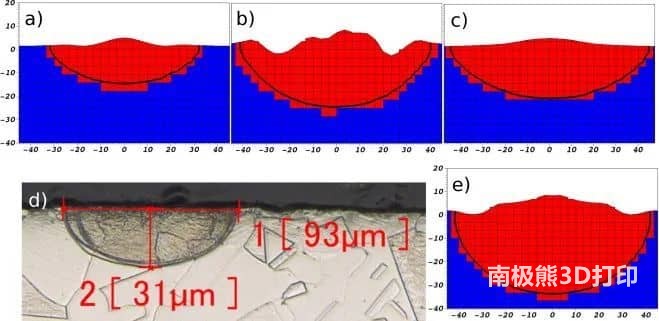
��������л�û�б�������������Ϊ150 W, D4Sigma = 54 ��m��ɨ���ٶ�Ϊ5m /s�ļ���켣��3Dͼ(a��b)����ʾΪ172
��s���ڶ�άͼ(c��d)����ʾΪ�ڹ켣�����и�ı�Ƭ����ĩ�㳤1 mm����200 ��m����1�㡣��λ��100
��m��ijĵ��ϡ�����������������(b��d)�С��±������Եģ��Ӻ�ɫ�������¶ȿ�ʼ��һֱ����ɫ�����¡���ɫ��ʾ�¶ȴ��ڻ���������¶ȡ���ɫֱ���ǻ���z
= 0�ı���ˮƽ��
�Բ�ͬ���͵ĸֺ������Ͻ������LPBF�о�����Ҫ��Ϊ�˼����ʵĹ��ղ�������Щ�����ʺϻ����ȫ���ܵĸ����������������ɵ��۽ṹ��Ȼ������Ҫ��ע���ǹ��ն��������ղ�����ÿ����������ϣ��������ͻ�е���ܵ�ȷ�����õIJ��ݣ���ˣ�ͨ��LPBF��������Ĺ�������Ĺ�ҵ���ĺϹ��Ի�û�еõ��ܺõ�ȷ����ȷ���ܹ�����Ʋ���Ӱ��Ļ�е���ܺͱ���ֲڶ�Ҳ�dz���Ҫ����������Ԥ��LPBF�����������ͷ������ڸ���ұ��ȱ�ݵ��γɣ�ʹ��δ�Ż���LPBF���ղ����ᵼ�»�е���ܽϲͨ��ѡ����ʵ���ѹ��ղ�����ϣ���������������Խϸ��ܶȡ���ϸ�ṹ�����ñ��������Ļ�е�������õIJ�Ʒ��
������ؼ���LPBF���ղ����⣬������ĩ���ԣ�������С�Ϳ����ֲ����ѻ��ܶȣ��ھ������������������������Ҫ���á�����������Ѿ������˴������о�[��Sperings�����о������ֲ�ͬ���ȷֲ���PSD���Ͳ�ͬ����LPBF����ֱ��������ͻ�е���ܵ�Ӱ�졣����PSD D50Ϊ15.2��m��28.26��m�Ľ�С�ַ���Ҫ��С���������룬�Դﵽ99%������ܶȣ���PSD D60Ϊ37.70��m�ĸַ���Ҫ���ٵ��������롣�������ڽ�С�Ŀ��������ۻ���Ȼ�����ϴ�Ŀ�����������ʧЧǰ�����ϸߵ��쳤�ʡ����ߵó����ۣ�PSD����Ӱ������ܶȣ���Ӱ����������ͻ�е���ܡ�Liu���˱��������ƵĽ��������֤ʵ����С�ķ�ĩ������ʾ�����õ������ԣ��Ӷ��������ߵ��ܶȡ����õı��������Լ����õ�ǿ�Ⱥ�Ӳ�ȡ�
Azizi����ͨ���ߴ硢�ֲ��������Ժ��ܶȲ������о��˷�ĩ���նԷ�ĩ���Ե�Ӱ�졣���߱���ƣ�ԭʼ��ĩ�ͻ��շ�ĩ֮��������Խ����ڲ��죬��������������PSD��������Ժͻ�ѧ�ɷֱ��ֲ��䡣Coe�����������˾��й㷺�����ܶȵIJ����LPBF�ĵ�ģ��˫ģPSD��ֵ��ע����ǣ�PSD D50LΪ36.31��m��˫ģ��ĩ�ij�ͷ�ܶ��Ը��ڵ�ģ���η�ĩ��2%�������⣬˫���ĩ���ø��ߵļ���ʣ�>203W���ﵽ99%������ܶȡ����⣬����˫���ĩ�����ʾ���Ըߵ�Ӳ�ȡ�Ȼ����˫���ĩ�������Խϲ
���������ϼ���켣�ĺ��������Ƭ��
����LPBF�ӹ����ĸ�һ�������ָ֡�������ĩ������ǰ������ϣ����������ȷ���Ļ����д��о������磬���ڲ�ͬ���͵ĸַۣ����ʺϲ�ͬLPBF�ӹ����ڵ������ͨ�õķ�ĩ���ȷֲ���ʲô?���ֲָķ�ĩ���Ե���������ӹ�������֮�������ԣ��Ի�þ��������е���ܺ��������������ĸ��ܶ��������һ��������Ҫ̽������Ȥ����
��Դ��A comprehensive review on laser powder bed fusion of steels: Processing, microstructure, defects and control methods, mechanical properties, current challenges and future trends, Journal of Manufacturing Processes, doi.org/10.1016/j.jmapro.2021.12.033
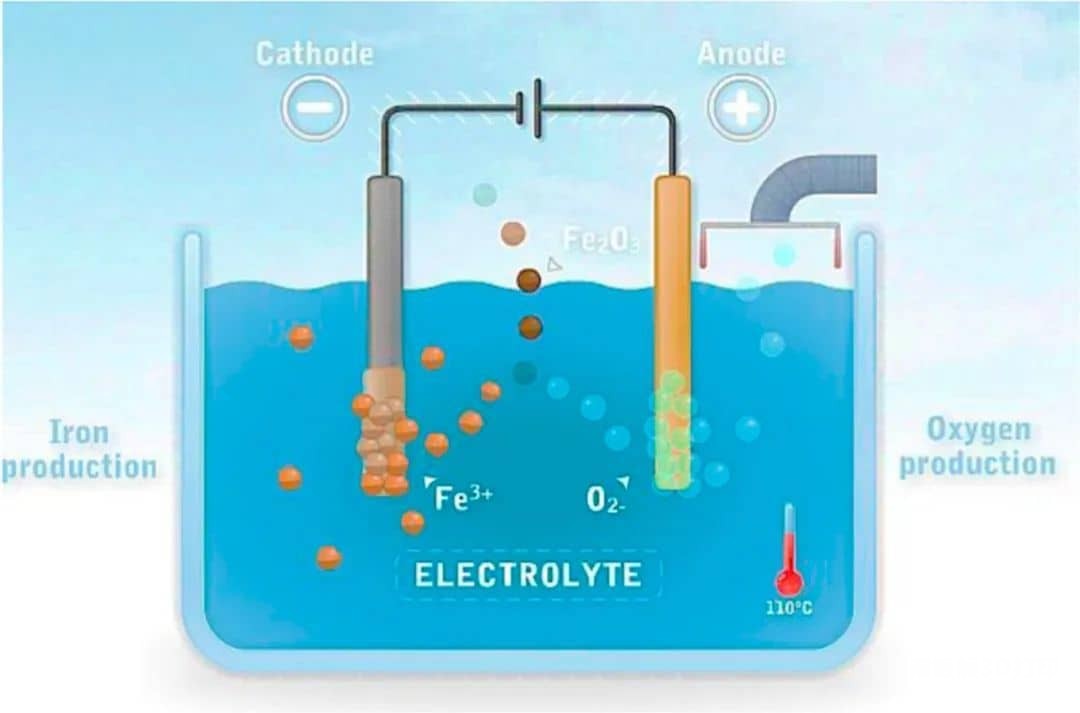
�ο����ף�A comprehensive review on energy efficient CO2 breakthrough technologies for sustainable green iron and steel manufacturing, Renew Sustain Energy Rev, 50 (2015), pp. 594-614
(���α༭��admin)

��һƪ�����Ľ�����ҵӭ����ڣ�����ҵ��ͷHolcimͶ�ʻ�����3D��ӡ�쵼��COBOD
��һƪ��Voltera�Ƴ� NOVA����3D��ӡ���Ի�ϵ��Ӳ�Ʒ�Ŀ���������ƽ̨
��һƪ��Voltera�Ƴ� NOVA����3D��ӡ���Ի�ϵ��Ӳ�Ʒ�Ŀ���������ƽ̨
 ����������¾ۺ���FFF
����������¾ۺ���FFF ������Startuplab��������
������Startuplab�������� NAMIC ȫ������������GA
NAMIC ȫ������������GA 3iD��������ȫ��ճ�����
3iD��������ȫ��ճ����� Freeform�˹�����3D��ӡ��
Freeform�˹�����3D��ӡ�� Biomaterials science:ţ
Biomaterials science:ţ��������
- ������������¾ۺ���FFFϵͳ��QUALUP
- ��������Startuplab��������3D��ӡ�ȼ��
- ��NAMIC ȫ������������GAMS���¼��µ�
- ��3iD��������ȫ��ճ�������AMIS Pro��
- ��Freeform�˹�����3D��ӡ�������NVIDIA
- ��Biomaterials science:ţ���ѧ���̿�
- ��������г�����ȫ3D��ӡ�ѺϽ�
- ��UpNano��һ��2PP 3D��ӡ�������700��
- ���µ�������ר��Fronius�ƽ�3D��ӡѹ��
- ��AM Ventures��Headmade��DyeMansion��
 ���ڻ�÷¡�о���
���ڻ�÷¡�о��� Align Technology
Align Technology AM Craft��������
AM Craft�������� Aerojet�������
Aerojet������� ӡ�ȳ�����˾��Gi
ӡ�ȳ�����˾��Gi ����ʹ�ý���3D��
����ʹ�ý���3D���ȵ�����
- ��ī�����ʼ�������ѧ����ģ�����Ӽ�����
- ���о���Ա�����µĻ���ͼ��Ļ���ѧϰ��
- ����һ��ǧ���һ�����Ф��������ͽ���
- ��3D��ӡ��·�� (PCB)������֪�������ﶼ
- ��3D��ӡ�����������켼��������״̬
- �����ɵIJ�ɫ�����ӡ��Ʒ�ڴ��˻����࣬
- ������BIOLIFE4D��˾����3D��ӡ��������
- �����ֳ����ļ����۸���������
- �������ѧ��3D��ӡ�������ĵ�ɱ�뷢�ݲ�
- ��KENNAMETAL�������ڵ綯����������3D��


