��һ���豸��ΪLPBF��Ϊ����������3D��ӡ������ƽ��·���ߴ� 7.8 ��Ч������������Ϥ�������ε�Ӧ�ü�����
ͨ�����ɱ�̹��˼�������ƫת��Ԫ�ı佹��ѧ���ϣ����ֱ�������ڴ˹��������������Ӷ��Ը߶ȶ�̬�ķ�ʽ�ӱ���ƾ����߶�̬ƫת����ƫת��Ԫ�����Էdz����ٵ�������ǣ�����������ڹ��������ÿ���㶼ȷ���˺㶨�Ĺ�߳ߴ�����ܶȣ��Ӷ��������3D��ӡ�����Ͳ��������3D��ӡ��������������Ӧ�������ҵ������ԵĶ����ս����Ԥʾ����һ����������ʱ���ĵ�����
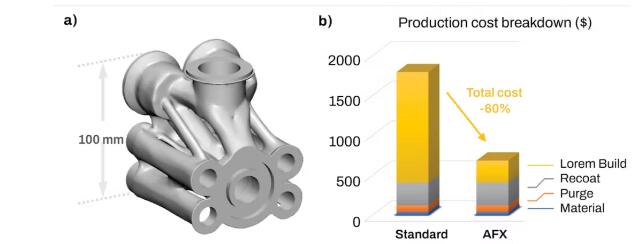 ���͵���������᪹ܲ����������Ƴɣ�����Ϊ 558 �ˡ������������������ AFX ����������ӡ�ٶ�ƽ������� 5 �� (a)��������ܳɱ������� 60% (b)��
���͵���������᪹ܲ����������Ƴɣ�����Ϊ 558 �ˡ������������������ AFX ����������ӡ�ٶ�ƽ������� 5 �� (a)��������ܳɱ������� 60% (b)��
© nLIGHT
![]() �����ɱ�����һ����������Ŀ��
�����ɱ�����һ����������Ŀ��
3D��ӡ-���������漰���ּ�������ʹ�õIJ������������IJ�Ʒһ�������������������ɫ��ת���Ժ߹��ʶ���Ϊһ���������칤�ߣ�Ϊʵ�ִ���������������������ṩ�˿����ԡ�
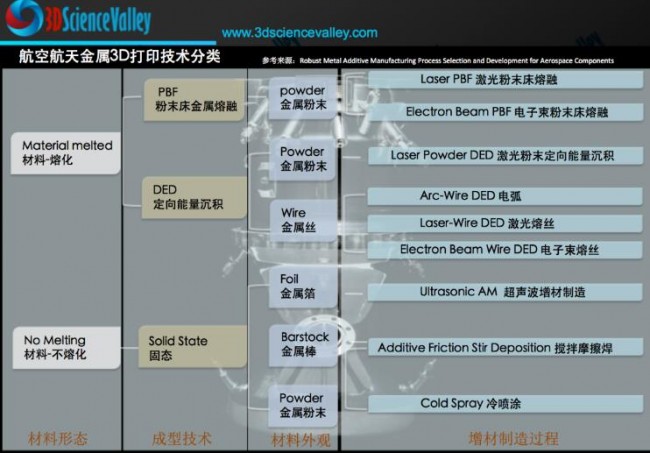 ���ֽ����������켼��
���ֽ����������켼��
© 3D��ѧ�Ȱ�Ƥ��
�� 1996 �걻��衵�Fraunhofer ILT���Ͷ������о������������������ĩ������3D��ӡ(L-PBF) �Ѿ����죬��Ϊ����������������ȹ��ա������L-PBF ������ԭ����ƺͿ���Ŀ�ġ����죬�ֳɵĹ�ҵ L-PBF �豸���Խ��в�ҵ���������������Լӹ�ͭ�Ⱦ�����ս�ԵIJ��ϣ�Ӧ�ü����鼰ÿһ����ҵ������ҽ�ơ����պ��졢�����ͻ�е��
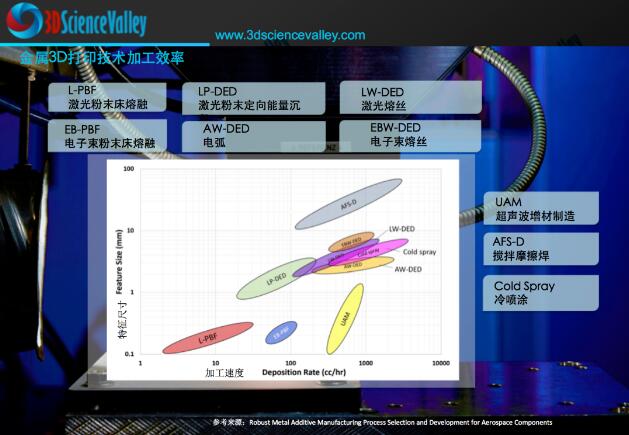 ��ǰ��ͬ���͵Ľ����������켼���ļӹ�Ч�ʶԱ�
��ǰ��ͬ���͵Ľ����������켼���ļӹ�Ч�ʶԱ�
© 3D��ѧ�Ȱ�Ƥ��
��Ȼ���������������ɶȶԹ�ҵ������˵��������������Ŀǰͨ�� L-PBF ��������ijɱ���ʱ����Ȼ����Ϊ̫�ߡ�ͨ����Ϊ��Ҫ�������ɱ��ϼ���һ�����������Ż�����ڴ�ͳ�������ϵõ��㷺����������Ҫ��
�������Fraunhofer ILT���Ͷ������о����쵼��futureAM����δ������һ������������Ŀ����ǰ���������켼���Ѿ��߹���4���Σ������ӹ��ڻ������3D��ӡ�����ܴ���ʲô�ĵ�һ�Σ���3D��ӡ������Ӧ���ڹ�ҵ����ĵڶ��Σ��ٵ�3D��ӡ��ijЩӦ������Խ��Խ��Ҫ���õĵ����Σ��Լ����˵��Ľ�3D��ӡ������ijЩӦ�ò��������������ķ�չDZ�������컨�壬������Ŀǰ�ļ��������������̽���µ��г�DZ����״̬��
 �������켼����Ծ���µ�Ӧ�ÿռ�
�������켼����Ծ���µ�Ӧ�ÿռ�
© 3D��ѧ�Ȱ�Ƥ��
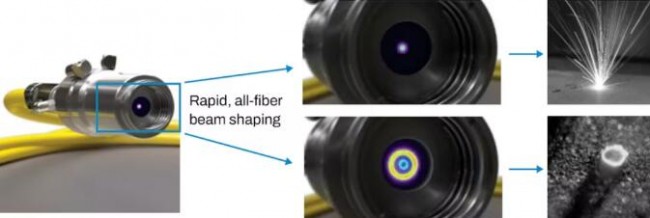
����Դ������·�������Źؼ����ã�����3D��ѧ�ȵ��˽⣬ͨ��������������ʿ����ø�Ƶ����ʱ�����������ռ�ǿ�ȷֲ��ǹ̶��ġ�Ϊ����������ʣ����뼴ʱ��������������ƥ������Ľṹ�ߴ硣
Ϊ�˴����dz���ϸ�Ľṹ�����羧��ڣ���L-PBF�����ĩ������3D��ӡ�豸ʹ�þ��и�˹ǿ�ȷֲ����������Ƶ�ģ��������������������ʱ�����ֹ�����״������ϸ���ٶ����ơ�
 ͼ: AFX ����������ȫ���˹������Σ����Կ����л���������Ĵ�С����״���������������������ĵ�ģ�ͻ���֮����е�������ý�������֮��ĸ�����״�����빤�������ʱ�����κͰ��ι����������̻Һͷɽ����ż��١�
ͼ: AFX ����������ȫ���˹������Σ����Կ����л���������Ĵ�С����״���������������������ĵ�ģ�ͻ���֮����е�������ý�������֮��ĸ�����״�����빤�������ʱ�����κͰ��ι����������̻Һͷɽ����ż��١�
���ڹ���ֱ��С���������뾭����խ����Ӱ���ܵ����ܼ��IJ��֣��Ӷ���������ɨ���ٶȽϵ͡�
��ɨ���ٶ��뼤���������أ������ͨ�������ڼ����ߣ���Ϊ��˹��ֵǿ�Ȼᵼ�����ס�����������ķɽ����̻ң��Ӷ����¹������̲��ȶ���
ɢ���ͷŴ���������ܽ����Щ���⣬��Ϊ�����˸�˹������������������£�������������״��ֱ���ǿɵ����ģ����������Ӿ��µ����ɿռ��ѧ���õĸ����ԡ�
�����������������κͰ��ι����������ľ���һ��ǿ�ȵĻ��ι��������ʺ������ڷ�ĩ�ڲ������ȵĺ����¶ȷֲ�����ˣ������ L-PBF ����Դ���ṩ��ģ�����Բ�����ϸ���������ṩһϵ�о��л��κͰ��εĽϴ�����Բ��������������
![]() ȫ���˹�������
ȫ���˹�������
�ܹ�������������Ҫ��Ķ��ع������μ����� nLIGHT �� Corona ���˼�����ϵ�еĻ��������а�����Ϊ AFX �� L-PBF �Ż��汾������������Ϊ 1.2 kW��
AFX ���������һ����ģ��о��14 µm ģ��ֱ��������Χ������һ��������о��40 µm ֱ��������������ڵ�ģ�ͻ�����о֮��ķ�����Կ����ҿ��ظ��ظı䣬��ʹ�ù������������������ĵ�ģ����˹���� 40 µm ��֮����е����������и�����״����Ӧ�Ĺ���ֱ�������أ�D4�ң���ΧΪ 15 �� 45 µm�����¹�������Ķ�̬��ΧԼΪ 10 �������� AFX ������״������ͨ������ͨ�Žӿڽ��е��ӿ��ƣ�����ʻ��������һ�����ף��л�ʱ��С�� 25 ���롣
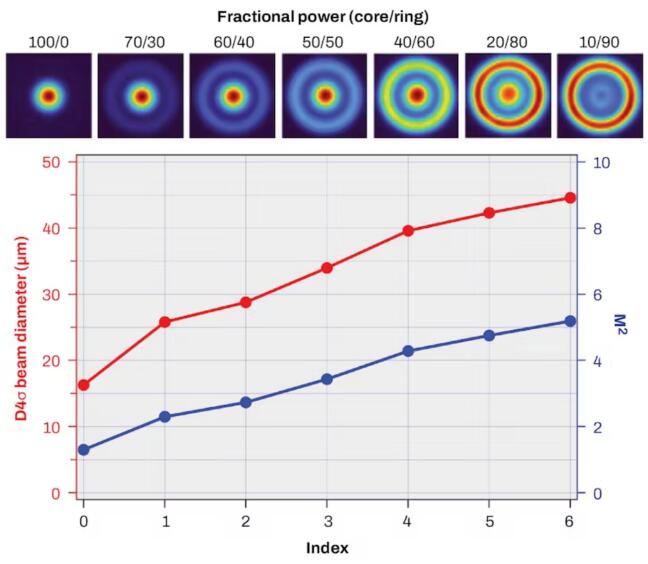 ͼ :AFX ָ�����ã����ж���ͼ����ʾ�����뵥ģ���ĺͻ��κ���֮��ָ���Ĺ��ʷ���Ľ����ռ�ֲ���
ͼ :AFX ָ�����ã����ж���ͼ����ʾ�����뵥ģ���ĺͻ��κ���֮��ָ���Ĺ��ʷ���Ľ����ռ�ֲ���
����3D��ѧ�ȡ��������3D��ӡ�����Ͳ�������Ϥ���ֱ�����ɵ������¶������������ʱ������һ�ģ�ͨ���������Σ��ۻ�����ļ�����״�����˱仯���¶ȵ���Ҳ�����˱仯�������������������У���ʾ�˲�ͬ�ľ����ߴ�Ͳ�ͬ�ľ��������������ߴ��֯��������3D��ӡ���㲿������Ϊ������Ҫ��������Ӱ�쵽������ļ�����ǿ�Ȼ���Ӧ�䡣
ͨ��ѡ���ض��Ĺ��ղ�������������ս���Եؿ��ƾ����������������ɴ˲�����������ԡ������磬����ʹ������ض������ر��Ӳ�����ͣ��������κζ���ĺ�����ʹ�ø��ӵ��ع����Ҳ�����ڵ�������ڸı����ԣ����ǻ��ڹ��˼�������ƫת��Ԫ�ļ������γ����ṩ�ľ�ô���
��˷��˴�ǰ���ڷ�ĩ����ѡ�������ۻ�����3D��ӡ���գ�LPBF��Ӧ�õĹؼ��������ƣ������۳���ȱ�������Ժ������ٶȽ��ͣ�ʹ�õ�ģ�������Ĵ�ͳ AM ���գ����ܻ����һϵ��ȱ�ݣ��������ڹ��ȶ��γ�С�ס��۵���Ȳ��㡢����������Χ�ķ�ĩ����������Щ����ͨ��nLIGHT �ɱ�� AFX-1000 ���˼������� RAYLASE ���佹��� AM MODULE NEXT GEN ƫת��Ԫ�IJ�Ʒ����н������Ч�����
ʹ�� AFX-1000 ���˼��������ɵ�ģ���ĺͻ��ι�����ɵĹ���Դ��ǿ�ȷֲ�����˲��ӵ��͵ĸ�˹�����л������ֲ�ͬ�Ļ��������������ص��������IJ�ͬ����������������������ľ����������룬ͬʱ����ɽ��������ơ�
�����������Ա��������� 2000 ������仯ʱ����û�б仯���ڵ���� QBH �������������֮ǰ��������Զ�����뿪�����У��Ӷ��������κ���Ⱦ���λ��AFX Ϊ���й��������������������ṩ��ɫ�Ĺ���������M2 ֵ���� ~1 �� 5 ֮�䣬�Ӷ�������Ľ�����磬�Ŵ� 5 ����L-PBF ���ߵĵ���ֵ��ʱ����ģ���ã����� 0����������Χ���������ȣ� (ZR) Ϊ 3.4 ���ף�����ι��������� 6�����ӵ� 8.1 ���ס����⣬AFX �����ڹ�������ÿһ��������൱���ľ��� (~1/2 ZR) ����״����ˣ�AFX Ϊ�������������ṩ��һ����Ĵ������ڡ�
![]() ��� L-PBF �ٶȺ��ȶ���
��� L-PBF �ٶȺ��ȶ���
�¹����Ͷ����� IAPT�������豸�����Ѿ�֤���������� AFXȫ���˹��������� L-PBF ��������������������������ơ�������˵��AFX ��������� L-PBF �������ʣ��ߴ� 7.8 ������ͬʱ�����˳�ɫ�IJ������������������ױȵ��������Դ�� AFX �ܹ���ȷ�����ȳ����������е�������
�����ģ������ȣ�AFX �Ż��Ĺ����������Ž������۳ز��ȶ��ԣ������˶Բ��������Ͳ�����������Ӱ����̻Һͷɽ���IJ���������������������ʹ����ʡ�ɨ���ٶȺ� L-PBF ���������ܹ�������ߡ�
3D��ѧ���˽����Ľ��������
Aconity3D ������AFX ���Խ��ѺϽ�Ĺ���������� 7.8 �����ӱ���ģ���˼������� 5.4 cm3/hr �� AFX �� 42.1 cm3/hr����һ����Դ���ۻ���������� 4 ����ɨ�����������˽� 2 ����ͬʱ�����˳�ɫ�IJ���������>99.8% �ܶȣ���
Ľ��ڹ�ҵ��ѧ (TUM) ���о�������AFX ����ͬʱ��߲���� 316L �� L-PBF �Ĺ������ʣ�Լ 2 �������մ��ڡ�AFX �ܹ�ʹ�ø��ߵļ���ʺ����ɨ���ٶ��Լ�����Ĺ��մ��ڣ�����һ�����ʷ�Χ�ھ������õ������������
������˵����ͼ���ӵ�ģ��˹�����Ĺ��ʻᵼ�²�ϣ���ij�������ЧӦ���������� L-PBF �������ʡ����֮�£�ָ������Ϊ 4 �C 6 �� AFX ���ʿ�����û�д���ղ��ȶ��Ե���������ӣ��Ӷ�ʵ�ָ��ߵĹ������ʡ�
Fraunhofer IAPT �ķ�ĩ������С����ʾ�����Ͻ� (AlSi10Mg) �Ĺ������������ 3 �������г�ɫ�IJ���������>99.9% �ܶȣ���ͬʱ�ṩ�˿���Ĺ��մ��ڡ�ͨ����һ���Ż���Ԥ�������ʻ��һ����ߡ�
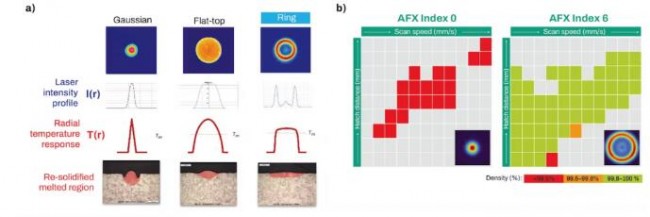 ͼ: �۳��е��¶ȷֲ����������̲��ϵ���״�ܴ�̶���ȡ���ڼ���ǿ�ȷֲ�����˹������ƽ�����������������ڹ��ȣ����¹�������Ƿ�ѡ����֮�£��������������ƽ̹���¶ȷֲ����Ӷ���������ƽ̹�Ĺ������� (a)��AFX ���ι�������˸�ɨ���ٶȺͽϴ�IJտڼ�࣬���˹������Ⱦ��и��ߵ������ʡ����մ������Ը����Ҳ���������ܶȡ�
ͼ: �۳��е��¶ȷֲ����������̲��ϵ���״�ܴ�̶���ȡ���ڼ���ǿ�ȷֲ�����˹������ƽ�����������������ڹ��ȣ����¹�������Ƿ�ѡ����֮�£��������������ƽ̹���¶ȷֲ����Ӷ���������ƽ̹�Ĺ������� (a)��AFX ���ι�������˸�ɨ���ٶȺͽϴ�IJտڼ�࣬���˹������Ⱦ��и��ߵ������ʡ����մ������Ը����Ҳ���������ܶȡ�
Fraunhofer ILT �¹���衸��Ͷ������о��������ĩ�������о�С��֤�� AFX ����������Ͻ� 625.4 �Ĺ����ٶȡ����մ��ںͲ���������
ʹ�� AFX ��ߵĹ����ٶ�ֱ�ӵ��´�ӡ����������ɱ�������ͣ����ڵ��͵������������첿�����ɱ������� 60%��
![]() �������Եľֲ�����
�������Եľֲ�����
�����������ͳɱ�����֮�⣬AFX ��ͨ�����ƾֲ��۽ṹ�Ͳ�������Ϊ L-PBF ���쿪����һ����ά�ȡ�
����3D��ѧ�ȡ����պ�������ҵ������3D��ӡ�Ͻ����ԡ��ӹ��ص㼰�ӹ���ս��һ�ģ�����������Դ������Ƶ�˫�����Ͷ�����������������������ɢ�����Ӳ������Ż��Ȼ�ṹ���ԡ���������ṹ���ס�������̨�����������IJ�Ʒ�����Ż�������ϵͳ����������Щ��������ɢ�������ɻ����ݶȲ��� (FGM)��
���ɣ�AFX�úϽ������������ɣ�
 ���������������
���������������
© 3D��ѧ�Ȱ�Ƥ��
AFX ���ص�ģʽ�����ļ��ɿ����۳��ڵ����ݶȺ����̶���ѧ���ѷ���������˲��ϵ��۽ṹ���ṩ��ȫ�µ���ƿ����ԡ����� AFX ������״���Լ�ʱ���ģ���˿��Ծֲ�����ṹ���Ӷ�����������и����µĹ��ܺ��Ż������ԣ�
Aconity3D �� Inconel 718 �� L-PBF �� AFX ����ģʽ���������������Чֱ����ɢ����˹����ģ�����������˱Ƚϡ����� AFX ���ι��������������ǿ�Ⱥ������쳤�ʡ���Щ�ؼ���������ͨ���Ƿ���صģ���Ҫ����Ȩ�⣬�� AFX �ѽ����ǽ�����������ṩ����������ܺ����ܵ�DZ�����ر��ǵ�������ڵĿɱ�������ԡ�
Ľ��ڹ�ҵ��ѧ (TUM) �о����֣�AFX ���Կ��Ʋ���� 316L ���۽ṹ�Ͳ������ܡ���ͬ�� AFX ������״�����Ż�����켣�ļ�����״���¶ȷֲ����Ӷ����ƾ������������֯�������������������ԡ�ͨ���Ծ�������������ս�Կ��ƣ��������ɴ˲�����������ԡ����磬����ʹ�����ijЩ�����ر��Ӳ�����ͣ��������κζ���ĺ�����ʹ�ø��ӵı�����ԣ�Ҳ�����ڵ�������ڸı����ԡ�
 �������켼�����ںϽ�������Ż�
�������켼�����ںϽ�������Ż�
© 3D��ѧ�Ȱ�Ƥ��
![]() ͻ��L-PBF �ĵ�ǰ����
ͻ��L-PBF �ĵ�ǰ����
AFX ���˼�������������߶��ֽ����ͺϽ�� L-PBF �����ʣ��Ӹ����ϸı� L-PBF ��������ľ����ԡ��ؼ��ٳ���������� L-PBF �Ż��Ĺ�����״�����������ĵ�ģ��14 ����˹���������ͻ���40 ����ֱ�����Լ���������֮��Ķ�����״��������Щ�����г�ɫ�Ĺ�������������������ֱ�Ӵ�������˿��ٵ�г���������ɿռ��ѧ�����������������ܡ�Ӱ���ȶ��ԣ��ɿ��ԣ��������AFX ���˼������Ĺ��ʸߴ� 1.2 kW�����Ҹü�������չ�����ߵĹ��ʺ�����������״��
��Ȼ�˴�չʾ�Ľ������ AFX ��������������ʵ�ֵģ���������Ҳ�����ڶ༤�������ã����磬˫���⡢�ļ��⡢�˼���ȣ������ַ������Խ����µĶ༤�� L-PBF ��������������ߵ����ߵļ�¼��
 © 3D��ѧ�Ȱ�Ƥ��
© 3D��ѧ�Ȱ�Ƥ��
AFX ����ʵ����һ���ĸ������� L-PBFѡ�������ۻ�����3D��ӡ���գ�Ϊ L-PBF ��Ϊ���������Ľ����������켼����ƽ�˵�·�����⣬AFX ���ƾֲ��۽ṹ�Ͳ������ԵĶ��������ṩ�����������ǰ���켼�����ﵽ�IJ������ԡ����ܺ����ܵ������DZ����
(���α༭��admin)

 ����������¾ۺ���FFF
����������¾ۺ���FFF ������Startuplab��������
������Startuplab�������� NAMIC ȫ������������GA
NAMIC ȫ������������GA 3iD��������ȫ��ճ�����
3iD��������ȫ��ճ����� Freeform�˹�����3D��ӡ��
Freeform�˹�����3D��ӡ�� Biomaterials science:ţ
Biomaterials science:ţ- ������������¾ۺ���FFFϵͳ��QUALUP
- ��������Startuplab��������3D��ӡ�ȼ��
- ��NAMIC ȫ������������GAMS���¼��µ�
- ��3iD��������ȫ��ճ�������AMIS Pro��
- ��Freeform�˹�����3D��ӡ�������NVIDIA
- ��Biomaterials science:ţ���ѧ���̿�
- ��������г�����ȫ3D��ӡ�ѺϽ�
- ��UpNano��һ��2PP 3D��ӡ�������700��
- ���µ�������ר��Fronius�ƽ�3D��ӡѹ��
- ��AM Ventures��Headmade��DyeMansion��
 ���ڻ�÷¡�о���
���ڻ�÷¡�о��� Align Technology
Align Technology AM Craft��������
AM Craft�������� Aerojet�������
Aerojet������� ӡ�ȳ�����˾��Gi
ӡ�ȳ�����˾��Gi ����ʹ�ý���3D��
����ʹ�ý���3D��- ��ī�����ʼ�������ѧ����ģ�����Ӽ�����
- ���о���Ա�����µĻ���ͼ��Ļ���ѧϰ��
- ����һ��ǧ���һ�����Ф��������ͽ���
- ��3D��ӡ��·�� (PCB)������֪�������ﶼ
- ��3D��ӡ�����������켼��������״̬
- �����ɵIJ�ɫ�����ӡ��Ʒ�ڴ��˻����࣬
- ������BIOLIFE4D��˾����3D��ӡ��������
- �����ֳ����ļ����۸���������
- �������ѧ��3D��ӡ�������ĵ�ɱ�뷢�ݲ�
- ��KENNAMETAL�������ڵ綯����������3D��


