6����Ҫ������FDM PEEK 3D��ӡ�����е���ܵ�Ӱ��
������ͪ (PEEK) ��һ�־��г�ɫ��е���ܵĸ��������ϡ�����ڴ�ͳPEEK ������칤�գ����ڲ��ϼ������յ����ڳ�����ģ (FDM)3D��ӡ�����ܹ��Լ���Ч�ķ�ʽ��Ч�ؿ����ض�����Ƶ�PEEK �ṹ����Ȼ��PEEK FDM 3D��ӡ����Ҳ������ս����������PEEK ���Ͼ��и��۵���������ճ�ȡ���ˣ��Ż�FDM��������-3D��ӡ���գ��������������û�е���ܵ�PEEK����������Ҫ����������������ѧ��е����ϵ���о��Ŷӣ��о���6��FDM 3D��ӡ���ղ�����PEEK��е���ܵ�Ӱ�죬��Ϊ PEEK ����FDM 3D��ӡ���������˼ӹ�-�ṹ-���ܹ�ϵ�����ڣ����Դ��о��ɹ�����Ҫ���ݽ��з�����
 ����о��������ӣ�
����о��������ӣ�
https://doi.org/10.1016/j.mtla.2022.101427
![]() �����
�����
������ͪ (PEEK) ��һ�ְ�ᾧ���������ϣ�������� (PLA) �ͱ�ϩ�涡��ϩ����ϩ (ABS) �ȳ���ۺ�����ȣ����г�ɫ�Ļ�е���ܺ��۵㡣���磬�ò��ϵ�����ģ��ԼΪ3GPa������ǿ��ԼΪ103MPa���۵�Ϊ343 ��C�����⣬PEEK���϶��Ⱥͻ�ѧ������к�ǿ�ĵֿ�����������Щ������������ʹ�� PEEK ��Ϊ���ʺ����ں��պ��졢���������������ӡ�ʯ�ͺ���Ȼ������ѧ��ҵ������ҽѧ�ĸ��ָ�����Ӧ�õ��Ƚ��ۺ���֮һ��
ͨ��������PEEK�IJ�Ʒ��ͨ����ͳ�����켼�������ģ�����ע�ܳ��͡�ѹ�����ͻ�ѹ���ļӹ���Ȼ����ͨ����ͳ���켼�����츴����Ƶ� PEEK ����Ǻ����ѵġ����⣬��ͳ����ȱ����ȷ�ȣ��漰�����˷ѡ��ӹ�ʱ��ͳɱ��ߣ�������Ⱦ��Ʒ��
��������-3D��ӡ�����ɸ��ݲ�Ʒ��ƺͼܹ���ȷ����㿪����Ʒ������PEEK ���ϵĸ��۵㣬����������Ҫʹ�õ�3D��ӡ������ѡ���Լ����ս� (SLS)��Ȼ����SLS 3D��ӡ����Ҳ����һЩ��ս���磺�ս���̳��� PEEK �ķ�ĩ���Ⱥ���̬�仯����ø��ӣ��ս�����в������к�������ܵ��²�Ʒ��Ⱦ��δ�ս��PEEK��ĩ�����ڲ����˷ѵ����⣻��ҵ��SLS 3D��ӡ�豸��Լ۸���Ҫ�ϴ��ռ�ؿռ䡣��Щ��ս������PEEK ��������Ĺ㷺Ӧ�á����ڲ��ϼ������յ����ڳ�����ģ (FDM) 3D��ӡ���������༼����ʹ����Լ����豸�ɱ��ϵͣ��豸���գ��ѱ��㷺���ڹ�ҵ��Ʒ������С�������죬�ü�������Ӧ�õ�PEEK ����������������
Ȼ������ABS��PLA ��������������ȣ�PEEK ���϶���FDM 3D��ӡ��������˸�����ս������PEEK�ĸ��۵㣬����Ҫ�ߵ��ȴ�����������3D��ӡPEEK ����ʱ��ֻ��ʹ��350�C440 ��C ��Χ�ڵ������¶ȴ�ӡ������Ҫ�����¶ȷ�ΧΪ100�C150 ��C����������ǻ�ң��¶ȷ�ΧΪ 90�C160 ��C �����ߵļӹ��¶��� PEEK �ĸ߽ᾧ�ٶ����ϻᵼ�¹������Ӧ������ӡ��֮��ֲ������ȣ��������ܵ��������ƣ�3D��ӡPEEK�����еIJ�丽������Ͳ�����������ˣ�PEEK FDM 3D��ӡԶ�Ⱥܶ�����ϡ�ͨ�����ϵĹ��̸��Ӻ;�����ս�ԣ���Ҫͨ��רҵ�����켼�����Լ��ʺ�PEEK ���ϵ�FDM 3D��ӡ�豸����������������PEEK 3D��ӡ�����
�ڹ�ȥ�����У�PEEK���� FDM3D��ӡ���������˹㷺��ע������о�����̽���˲�ͬ FDM �ӹ������� PEEK ������ܵ�Ӱ�졣�о�������PEEK ����IJ��Ϻͻ�е�����Լ����������ںܴ�̶���ȡ���� FDM 3D��ӡ�ļӹ���������ˣ�������о��IJ��ص���ȷ����� FDM 3D��ӡ�������Ӷ����������������ܵ� PEEK 3D��ӡ�����
��������������ѧ��е����ϵ���о��Ŷ����о�������ָ�������������о��ṩ���� PEEK����FDM 3D��ӡ�Ļ�����Ϣ������ȱ��ȫ����о�����ϸ���� FDM 3D��ӡPEEK ����ļӹ�-�ṹ-����-��ϵ���ڴ��������£��о���Ա�ڲ�ͬ���о���̽�������ļӹ�������3D��ӡ PEEK ���ϵĻ�е��/��������Ե�Ӱ�죬���磬�е��о�ֻѡ�����ȴ����������е��о�ֻѡ���˲��ȡ���դ�ǶȻ��ӡ�ٶȵȲ������ܶ���֮�������������о���δȫ�泹��̽�ֲ�ͬ�ӹ�������ʹ���ض�3D��ӡ�豸����������3D��ӡPEEK �Ļ�е���ܵ�Ӱ�졣
�о��Ŷ�Ϊ����������⣬���FDM PEEK����3D��ӡ������չ�˴Ӻ��о������о������У����Ŷ�ʹ��ר�е�PEEK ˿�ĺ�3D��ӡ�豸̽���������Ҫ�ļӹ���������PEEK ���ֻ�е���ܵ�Ӱ�졣������˵���Ŷ��о����������ղ�����Ӱ�죺 (1) �����¶� (2) �����¶� (3) ��ӡǻ���¶� (4) ��� (5) ��ӡ�ٶ� (6) �˻��FDM 3D��ӡPEEK������졢ѹ�����������ܵ�Ӱ�졣��Щ�ӹ�������֮ǰ���о����ѱ�ȷ��Ϊ������Ӱ��3D��ӡ�����������Ҫ������
![]() ʵ��
ʵ��
l �������豸
�о��ŶӲ��õ�ʵ�����Ϊ3DXTECH��ֱ��1.75����PEEK ˿�ģ�����˿���� 120��C �¸�����5Сʱ�����õ�3D��ӡ�豸ΪINTAMSYS-Զ�����ܵ�FUNMAT HT���о��ŶӶԸ���PEEK 3D��ӡ���������˻�е���ԡ�ÿ�������У�ÿ��ֻ����һ�ִ�ӡ�����������������ֲ��䡣���磺ÿ�ε�����ӡ��������⣬���Ǵ�ӡ�����¶ȡ�ǻ���¶ȡ����ӡ�ٶȲ������ֲ��䡣
 �� 1����ѡ��. �о�����ѭ�ĸ���3D��ӡ������
�� 1����ѡ��. �о�����ѭ�ĸ���3D��ӡ������
l �����
�о��Ŷ��������¶�3D��ӡ�� PEEK �����������졢ѹ�����������ԡ�
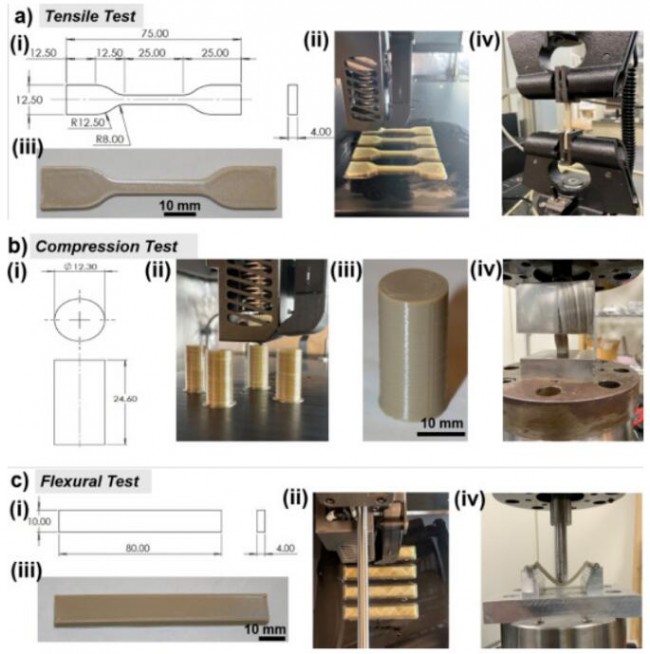 ͼ 1. ���� (a) ������ԡ�(b) ѹ�����Ժ� (c) �������Ե�FDM 3D��ӡPEEK������ÿ�����Ե���ϸ��Ϣ��ʾ�� (i) �� (iv) �С�(i) ���� CAD ͼֽ (ii) ���ڴ�ӡ�е�PEEK����(iii) ��Ʒ PEEK 3D��ӡ�������ڴ�ӡ���˻����� (iv) ���ڽ��л�е���Ե�3D��ӡ������
ͼ 1. ���� (a) ������ԡ�(b) ѹ�����Ժ� (c) �������Ե�FDM 3D��ӡPEEK������ÿ�����Ե���ϸ��Ϣ��ʾ�� (i) �� (iv) �С�(i) ���� CAD ͼֽ (ii) ���ڴ�ӡ�е�PEEK����(iii) ��Ʒ PEEK 3D��ӡ�������ڴ�ӡ���˻����� (iv) ���ڽ��л�е���Ե�3D��ӡ������
�о��Ŷ�ѡ����һ�ֺ��ȴ������������PEEK ����Ļ�е���ܡ���ɴ�ӡ�����ǽ�һ����Ʒ�������´�������160��C���ȴ���30 ���ӣ�Ȼ���� 200��C ���ȴ��� 2 Сʱ��������ȴ�����¡�Ϊ�˱Ƚϵ�Ŀ�ģ���һ����Ʒû�н����˻���������������ʹ������ FDM 3D��ӡ���������ģ������¶� 410 ��C���װ��¶�130 ��C��ǻ���¶�90 ��C�����0.2 mm����ӡ�ٶ� 50 mm/s�������3D��ӡ��������������������ͳ�Ʒ�����
(���α༭��admin)

��һƪ�����ͽ���ģ��3D��ӡ�������Ӿ�Ч������������
 ����������¾ۺ���FFF
����������¾ۺ���FFF ������Startuplab��������
������Startuplab�������� NAMIC ȫ������������GA
NAMIC ȫ������������GA 3iD��������ȫ��ճ�����
3iD��������ȫ��ճ����� Freeform�˹�����3D��ӡ��
Freeform�˹�����3D��ӡ�� Biomaterials science:ţ
Biomaterials science:ţ- ������������¾ۺ���FFFϵͳ��QUALUP
- ��������Startuplab��������3D��ӡ�ȼ��
- ��NAMIC ȫ������������GAMS���¼��µ�
- ��3iD��������ȫ��ճ�������AMIS Pro��
- ��Freeform�˹�����3D��ӡ�������NVIDIA
- ��Biomaterials science:ţ���ѧ���̿�
- ��������г�����ȫ3D��ӡ�ѺϽ�
- ��UpNano��һ��2PP 3D��ӡ�������700��
- ���µ�������ר��Fronius�ƽ�3D��ӡѹ��
- ��AM Ventures��Headmade��DyeMansion��
 ���ڻ�÷¡�о���
���ڻ�÷¡�о��� Align Technology
Align Technology AM Craft��������
AM Craft�������� Aerojet�������
Aerojet������� ӡ�ȳ�����˾��Gi
ӡ�ȳ�����˾��Gi ����ʹ�ý���3D��
����ʹ�ý���3D��- ��ī�����ʼ�������ѧ����ģ�����Ӽ�����
- ���о���Ա�����µĻ���ͼ��Ļ���ѧϰ��
- ����һ��ǧ���һ�����Ф��������ͽ���
- ��3D��ӡ��·�� (PCB)������֪�������ﶼ
- ��3D��ӡ�����������켼��������״̬
- �����ɵIJ�ɫ�����ӡ��Ʒ�ڴ��˻����࣬
- ������BIOLIFE4D��˾����3D��ӡ��������
- �����ֳ����ļ����۸���������
- �������ѧ��3D��ӡ�������ĵ�ɱ�뷢�ݲ�
- ��KENNAMETAL�������ڵ綯����������3D��


