�����ĩ���ۺ���������ȱ�ݽṹ��������ͼ��2��
ʱ�䣺2022-02-10 14:30 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
3.2. Ti-6Al-4V��С��϶�߽�Ħ�SXCT��֤
����Ti-6Al-4����������Ĺ����ܶȴ���106 W/cm2���ܻᵼ���۳ؼ�����״�Ӱ�Բ�Ρ�����ģʽ�����ɵ����խ�ġ�С��ģʽ�� V������ģʽ�ij���ͨ��ͨ���۳��������ȣ�D/W��֮�ȣ��۳غ�����ݺ�ȣ�����0.5��ȷ����Ȼ����ͬ������x���ߵĸ��ٿ��ӻ���ʾ��С���γɵĹ����ܶ���һ����ȷ����ֵ��������ģʽ�£������ڹ��տռ�ĸ߹��ʡ����������ڲ��������ܻ�����ϴ����������ȱ�ݣ�ͼ1������Щȱ�ݵ��γ��ںܴ�̶���ȡ���ڼ����߳ߴ��ѡ����ض����ϵķе㡣��С��ģʽ�£������ʣ������������գ����ӵ��ȴ���ģʽ�´�ö��ֵ���������ڼ������۳��ཻ���γɵ�����ǻ�й����Ķ�η��䡣��ʹ�ü����ܹ��ڲ����С��ꡱ���������ȣ��ں��������ص����IJ���ϸ��������غ����Ե�����ǻ��
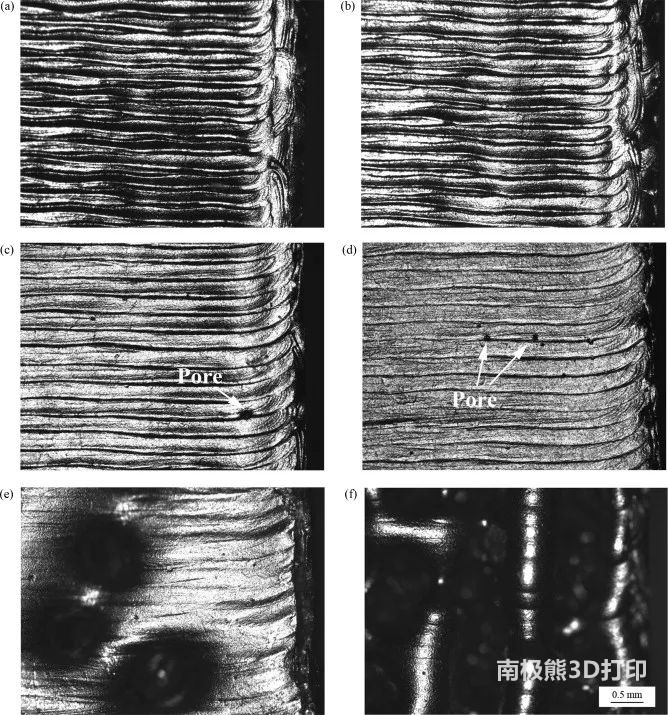
��ͼ��ʾ���ڲ���Ϊ137 W����ʡ�188 mm/sɨ���ٶȺ�D4�� = 52 ��m�Ĺ���϶���Ʒ��SR��T�������������ڽ����о��й۲쵽С��ģʽ�����ۻ������ѡ�����Ʒ���в���������ͼd��ʾ��ͼaΪ��ɫ������ά�ֲ���ͼbΪ�ؼ���켣����Ʒ�в�ͬλ�õ���������Ķ�ά�ϲ�ͼ��ͼb�е�ÿ�����涼�в�ͬ�Ŀ��ֲ���ͼc����Ʒ�������ά��Ⱦͼ����ͼa-c��ʾ���ڼ�������β���У���ǻ�IJ���ȫ̮�������¿�϶��x���߶ϲ�ɨ����ǰ�����ڱ�������ֺ����е���ά����(Madison��Aagesen, 2012)���ն�����ά��̬ѧ�۲���Ʒ�ĸ�������,������,�ܿ�϶�ȵ���Ҫ����������������һЩ�ն�������Ŀհס�
������о�����������AM�г���С��϶���������������ݣ���С�ף��ײ����ȶ���ɵģ��������뿪�۳�ʱ��С�����¡����ֲ��ȶ����������P-V�ռ����ϽǵĿ�ǻ�еĸ��ݺ��ֱ����أ������ڸ����Ĺ�߳ߴ磬�߹��ʺ͵��ٶȡ���ˣ�ͨ����������P-V�ռ��е�ȱ�ݺ��������Թ���LPBF Ti-6Al-4��С��϶�ʱ߽� V��Խ���̿ռ䡣�߹��ʺ͵�����ϵ�����С������ص���̬���ȶ����Լ�ԭλ��̬x�������ࣨDXR��������Ʒ�еĺ�����϶�����⣬��ʹ�ڲ��ȶ��������۳��У���϶�ȵķ�Χ������Ҳ���Ǻ㶨�ġ���ˣ�ȷ��ʵʱ��С����̬�����кܴ��DZ����������Ϊ���տռ���С��϶�ȵ�����Ԥ�����ӡ�
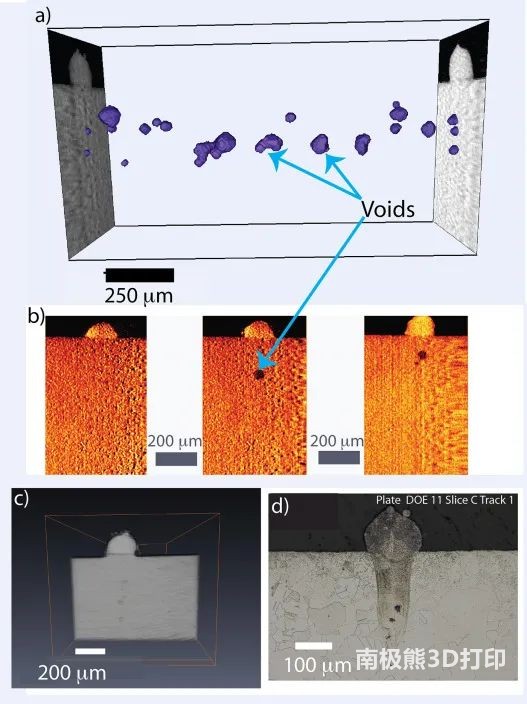
SR��Tͼ��(a -
c)��ʾ����ұ���о�������С�����ۻ��������γɵĿ�϶��ͼ��(a)��ʾ����ά���ֲ���ÿ��������ɫ��ʾ��ͼ(b)��ʾ���ؼ���켣����λ�õ���Ʒ��һϵ�ж�ά����档��(a)
- (c)�п��Թ۲쵽��������ǻ�IJ���ȫ̮�����ڼ�����β���������˿ն���
�۳�����ȷ����������ȷʵ��С���۳صĹؼ����������ء���ǰ������һ���̶ȵ������DZ�Ҫ�ģ��Բ������ױڲ������Ӷ������ݣ��ף���ѹ���۳��С�ͼ3��ʾ��ͨ��ǰ�ڲ�����С��϶��ת�Ƶ��۳ص�ʾ��ͼ��ֵ��ע����ǣ��ڼ��⺸���У���������С�ױڲ�����С��ǰ�ڽǣ��ȣ���ء�Cunningham���˷��֣�����ֵ����77��ʱ��LPBF Ti-6Al-4�л��γɴ��ģС��϶ V��
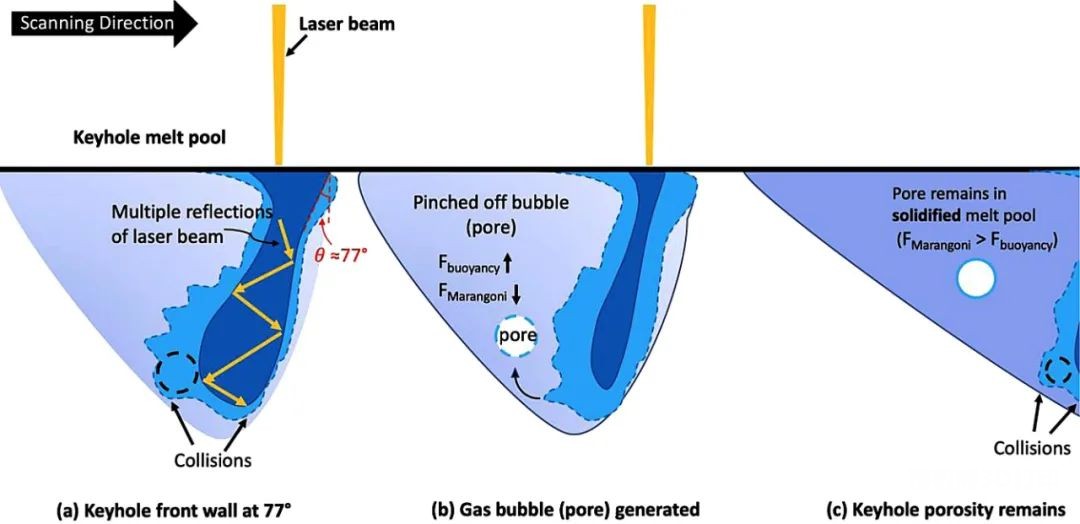
ͼ3 ʱ������ʾ��ͼ��a-c����ʾ��DXRʵ���ڼ�Կ��ǰ�ڽǣ��ȣ�����77��ʱԿ��϶�ʴ���������ת�Ƶ�������������a��С�ױڲ�������ײ�����£�b����ѹ���ݣ��ף�����c�����̺������ܻ���С��������ʽ��������С�
Ϊ�˷�������Ti-6Al-4V�Կ�����϶�ȵ��������س̶ȣ����о��У�����Ti-6Al-4V�Կ��������Ti-6Al-4V DXR����ʵ����۳���Ⱥ���̬���ݡ�ͼ4��ʾ��Ti-6Al-4 ����DXR Ti-6Al-4V�۳���̬����P-V�ռ�ĸ߹��ʵ��������ӡV�Կ飬��>77��in�����Ժ����ع۲쵽��Ti-6Al-4V�Կ����Ʒ2��С��϶�ʷ�Χ�ڣ���>77�㣩������˴��ģ��С��ȱ�ݣ����Σ�С�ף���϶��ֵԼΪ0.67%��Ȼ������Ʒ1��4���Ц�<77�����С���ο�϶�ʣ���Ʒ3����С��϶��ԼΪ0.00073%��ͼ4��������Ʒ2��ȣ���ֵ�ɺ��Բ��ƣ������>77��ʱ���ֵĴ��ģС��϶��һ�¡�Ȼ����������Ʒ3��ǰ�ڽǦ�<77�㣬����Ҳ��������С��϶�ȣ�0.052%�����������������Ҫ�����������ַ�����������о���������Ŀǰ�Ĺ���֤ʵ����������DXR���ơ�
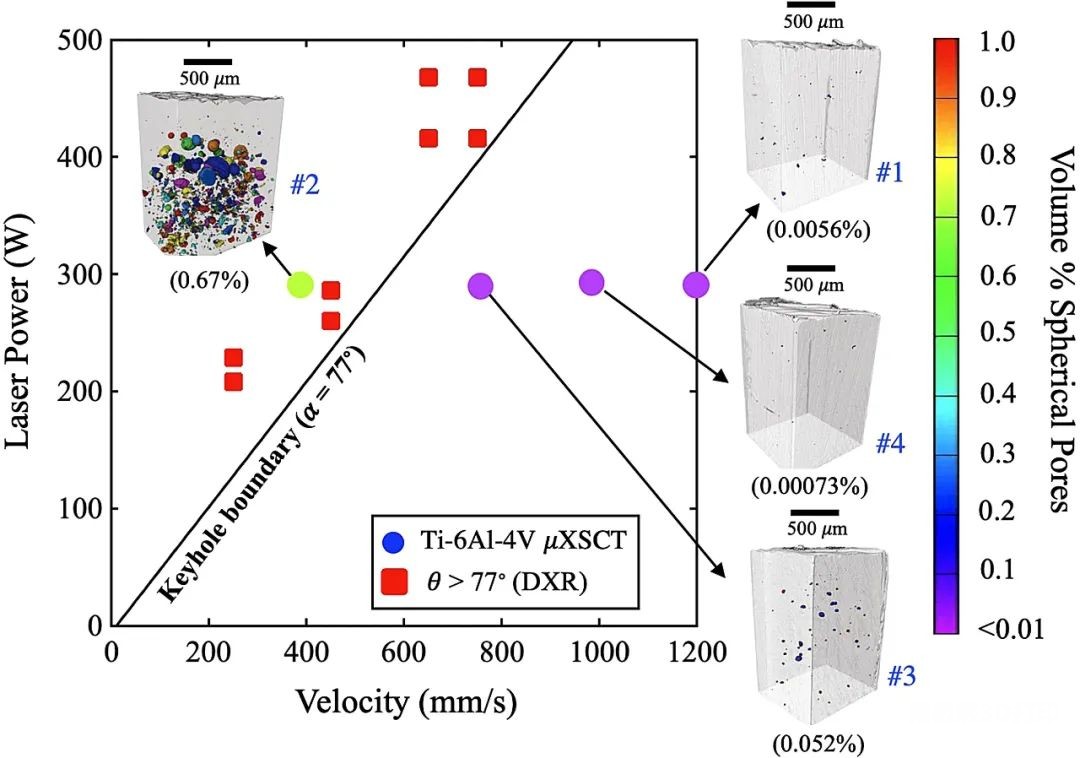
ͼ4 Cunningham �ȵ�ti - 6al - 4v DXR����ʵ��������ǰ�ڽ�(��)��P-V�ռ��л��ơ��ȴ���77��ʱ���ڦ�SXCT����з����˽ϴ��С��ȱ�ݣ���Cunningham����ϸ�Ŀ�϶ת�ƻ������Ӧ��
����С�ױ߽���ti - 6al - 4v���Կ�(�� < 77��)������������˵��������ǰ�ڽ��Ǽ����ٶ�(Vw)�����ܶ���������(Vd)�ĺ���������

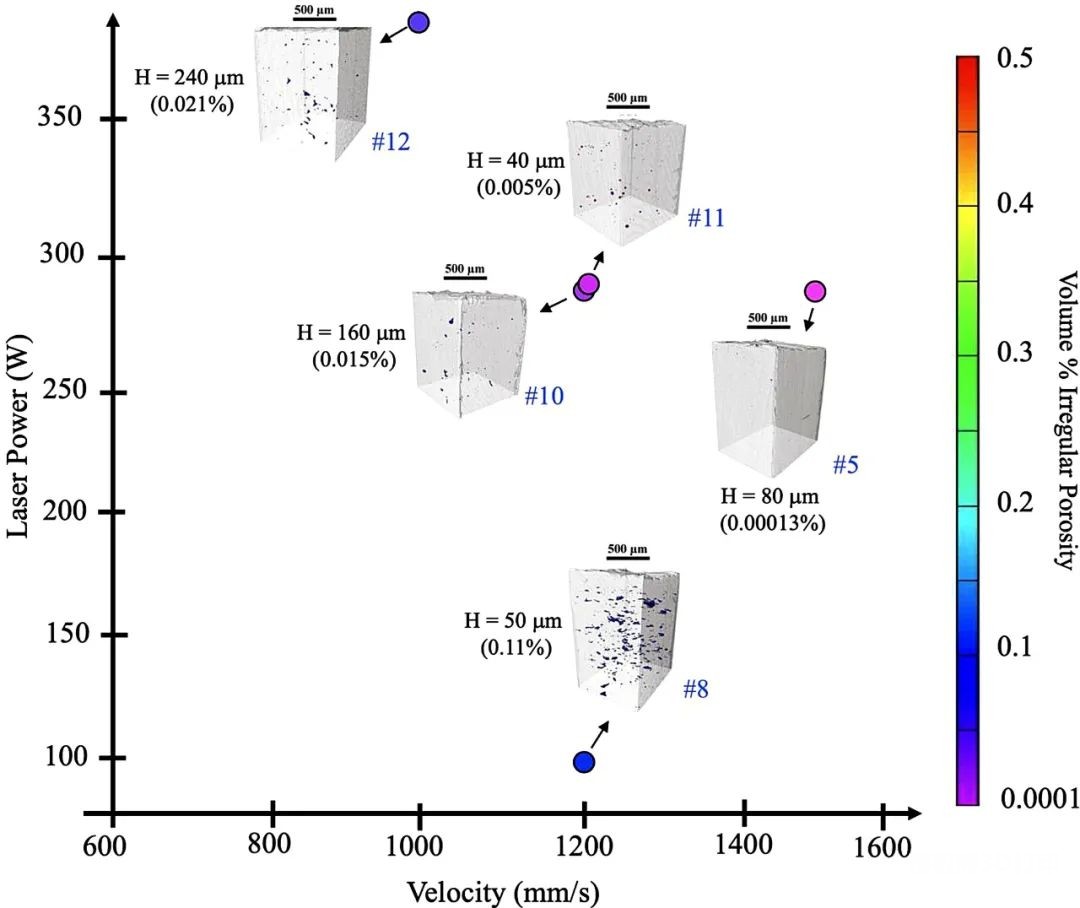
ͼ5 �տڼ�ͬ��140��ʣ��������P-Vλ�� ��m��
ͼ5��ʾ�˾��в�ͬ��������Ʒ�е�ȱ���ܶȡ�����Ʒ10��11������£�������ͬ�Ĺ��ʺ��ٶ���ϣ����οİٷֱ�����ͼ�������ļ�С�����ӡ�������Ʒ10�����Ŀ���ǵ���ȱ���ۺϿ�϶����ȱ���ۺϿ�϶�İٷֱȽϵ͡��������۲�������������i���ܼ��Ĺ켣�ᵼ���¶����ߣ��Ӷ�����С���γɵ������ԣ������ڷ�С�ײ��������Ҳ�ᵼ�����ο�϶����ii���������۳���״�����ڹ��տռ��ijЩ����ʧЧ�����ⷴ�����ֻ���ȱ���ۺϿ�϶�ʶ��ı乤�մ��ڡ�
���Ƶأ�����Ʒ8������£������������ȱ�����ڿ�϶�ȶ���ƣ�����Ʒ��ȱ�����ڿ�϶��ɣ���Ҳ������ʹ��ȱ�����ڿ�϶�ȵļ���ģ��ʱ���������ʹ�ð������۳���״�ļ��衣����5������12�����������ʹ�ò�ͬ���ʡ��ٶȺͲտڼ�����ʱ��������ʵ����������Ʒ5�У��ٶ������Բ������ߵij������ʣ������ǵ���С���۳سߴ磬�տڼ���С��80 ��m����������12�У���������ӵ�240 ��m��ʹ�������ӵ�370���Ӷ��������ߵij������� W�����¸�����۳ء���Ȥ���ǣ�����Ʒ12�й۲쵽����û���ۺϿף�����Ʒ5û����ʾ�κ����Ե����λ���ס���һ�۲�����ǿ�����۳ؼ�����״�Ϳɱ��Ե���Ҫ�ԣ���������ʹ�ýϴ�IJտڼ�ࣨ��240��ʱ ��m��Ҳ����100 �ȱ�Ʋտڼ��ߦ�m���ܵ���˵��������������ۻ�����Ѳտڼ�࣬ͬʱ���ᵼ���¶����ߣ����Խ�����Ʒ5�й۲쵽�������϶�ȡ�
���Ӧע����ǣ�����10������12�еIJ�������Ϊ���Ƕ�Ӧ�ڽӽ�1��H/Wֵ����ˣ���Ԥ��������ص���С����ʱ�������۳���״�IJ���ȷ���Լ�ʵ���۳ش�С����״�Ŀɱ�����Ϊ���ԡ���������8���۳ؿɱ��Բ�����һ����Ҫ�����أ���������۳���״������Ψһ�����⡣������ΪԤ����۳ؿ����뼤���ߴ�С���ƣ����������۳ؽ������ڵ���Դ��
3.3. AM��ĩ�������϶�ʵ��Զ�ML��������
���ǵ�ԭ�Ϸ�ĩ�������Ŀ�϶�ʵ�һ���ֱ����䵽ӡˢ�����У�����������������ϵ�����ı������������õġ�����LPBF AM��ĩ�����췽ʽ���ֶ������������������������������������������PA���͵�������ת�缫��PREP������������PA�������������ͨ���������ԣ�벣�������٣�����˿�ۻ���������һ�������з������Ʊ�����Ҳ�ڶ��Ի��������У�ʹ����ת������ͨ���绡�ۻ����γ�Һ�Σ���һ���������̻������ο�����Ȼ�����ڽ���AM�ӹ������У�������ĩ�����ڵĶ���������ܻᵼ�²�Ѱ���ļ����ĩȱ�ݣ����������϶��ת�Ƶ������AM���ȡ���ڼӹ��������۳ض���ѧ����ˣ�EOS���������еĵ�����ĩ�����ͽ����������������Ʊ�Ti-6Al-4 ��V��ĩ�������о����������߿�϶�ʷ�ĩ�Ƿ�Ҳ�ᵼ�½���AM LPBF�����еĸ߿�϶�������ͼ4�����ر��ǣ��Ե�������������ϸ���о���������Ϊ��ĩ���ȵĺ�������Ϊ�˽����״�С�Ƿ����ĩ���ȳɱ��������õġ����磬��������ĩ��ʹ�ø��ֵķ�ĩ���������ζ������Ԥ�ڻ��и���Ŀ�϶��
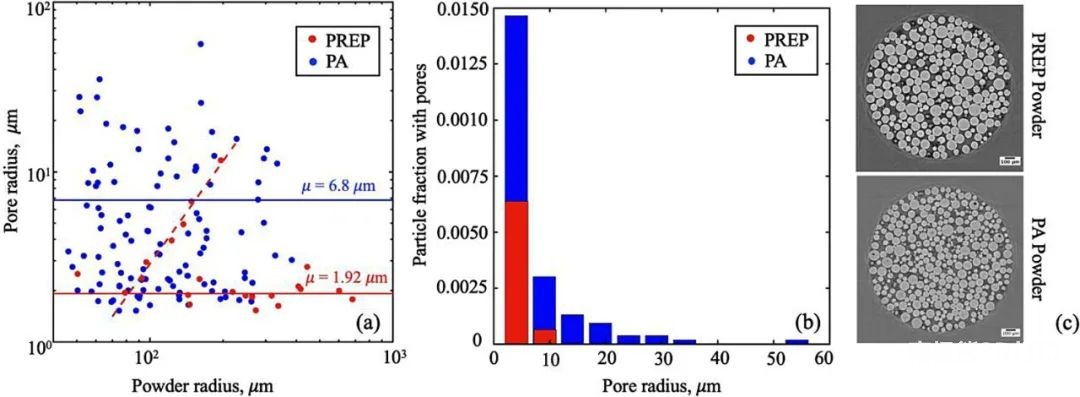
ͼ5����ML�ָ�ͷ��������Ƚ���PA��PREP��ĩ�еĿ��ͷ�����ȡ�������2.3�������˱�������ʹ�õķֶγ���ע�⣬�ߴ��������CT�ؽ��ķֱ��ʾ���������ʹ���˾Ÿ����ص���С��϶������������ش�СΪ0.65 ��m3����Ӧ����С��0.87 ��m.ͼ6a��ʾ�˶���������ͼ����ͼ����ĩ���ȣ��뾶����Ti-6Al-4��ÿ�ֵĿ�϶������������϶�����ȷֲ���ϵ���� V.��ĩ��Ʒ��ͼ6a��ʹ�ö�������ͼ������ǿ������Ϊ�Ŀ��ӻ���ͼ6b��ʾ����ͼ6a��ͬ�Ŀ����뾶�����ݣ�����������ʾ����״ͼ�У���λ��СԼΪ4 ��m��ÿ�ַ�ĩ�Ŀ�϶��������Ƶ���Ծ��п�϶�Ŀ���������ʾ��ע��ͼ5b�е����ַ�ĩʹ���ˡ����Ŀ������������бȽϣ���ΪPA��ĩ��������(��5000�������˲������������Ʊ�����(�� 3100��������ΪPREP��ƽ����������PA��ƽ������������ÿCT�����PA�������ࡣ
ͼ6 ��a��
EOS������������PA�����Ʊ�Ti-6Al-4�Ŀ����뾶�����ĩ�ߴ�ıȽ� V��ĩ����������PREP����ɫʵ�ߣ���PA����ɫʵ�ߣ���ĩ�Ŀ�ƽ��ֵ��ע�⣬ͼ6��a����Ԥ������ĩ�Ļع������ʾ��������֧��������1��ֻ��С��϶�Ҳ���ߴ����ŵķ�ĩ���������磬�ӽ��м�ֵ�ĵ㣩�ͣ�2�����϶�ߴ����ŵķ�ĩ�������ú�ɫ������ϵĵ㣩����b���������������Ʊ���ĩ�Ŀ����뾶��ֱ��ͼ�Ƚϡ���c��
PREP��PA��ĩ�Ĵ�����CT��Ƭ��ʾ���������ڵĿ�϶��
ͼ6a��6b�е�PREP��PA��ĩ�Ŀ����ڼ������μ�����״�������ȷ���ģ�����V = 4/3��R3������R�ǰ뾶��������ԣ�PREP��ĩ��ƽ������PA��ĩ����ͼ6b��ʾ����PA��ĩ��ȣ��Ʊ���ĩ�е�С�ʹ��������Ҫ�ٵöࡣ�����κ�PA Ti-6Al-4 V��ĩ�뾶�����ֲ��㷺�����ԼΪ10��������ζ�ţ������������켼������ĩ�뾶������ߴ磩�Ϳ�֮��û�к�ǿ������ԣ���������������������ֱ��Ԥ���෴����Щ�����[49]�б����ĵ������ͷ�ĩ�ߴ�Ľ��һ�¡�ͼ6a����㣩���Ʊ���ĩ����ϸ�����ʾ��������֧���������������һ���ֿ����Ŀ��ƺ��������С�ɱ��������������ֻ�зdz�С�Ŀ���ͼ6a�����Ʊ���ĩ�����Բ�ͬ�ֲ�����Դ�в������Ȼ���������ݵĻع������ʽΪRpore=C∙Rparticle�������Ц� = 2.01��C = 2.77E-04��ͼ6a�������֮�£�PA��PREP��ĩ�ڸ�������ֵ�������ζȣ�����������Ƶ����ƣ���˺��Ѿ����ַ�ĩ����֮�����̬����ó�ǿ�����Ľ��ۡ�
3.4. Ti-6Al-4�����϶�ʴ��ݷ��� V�Կ�
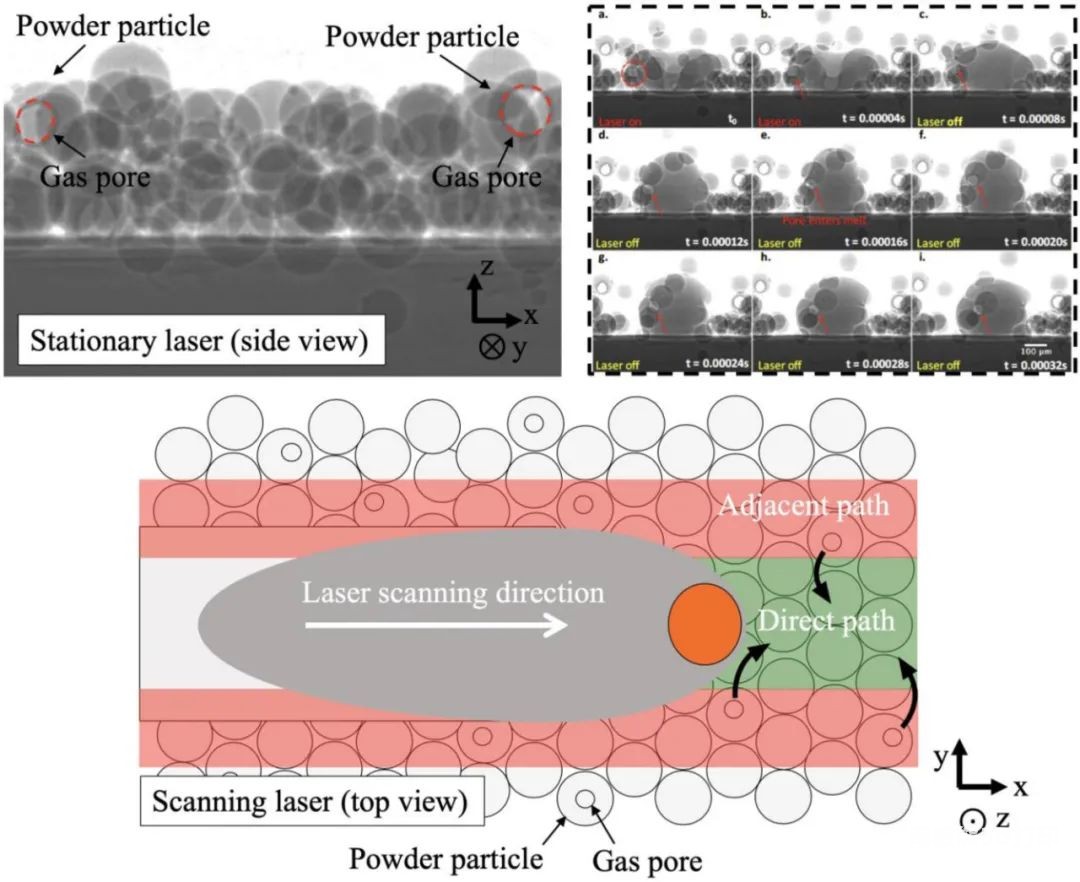
����ͨ���ʵ�ѡ��LPBF���ղ������Ա�����Ҫ��LOF��С��϶�ȣ�������ȫ����������ڹ��մ������Կ��ܴ��������϶�ȣ�ͼ1������ǰ�����������϶��������ͨ�����������������Ƴɵĵ�����ʼ��ĩԭ�Ͽ����ڵ�����ĩ�����к��д����������塣�����ۻ�ʱ������ܻᵼ�������ڼ����ۻ��ڼ�ת�Ƶ��۳ء�ͼ7ֱ����ʾ��ͨ��Ti-6Al-4�ij���DXRɨ�貶���ļ����ĩ������ڼ䣬����ת�Ƶ��۳ص���� Vʹ�ù̶������������㺸����ͼ7�����ϣ��У��������ݣ���ɫԲȦ���ķ�ĩ����λ�ڼ��������������������۳أ�b�Cc����һ�����룬�����������ݿ��ܻ��˳��������۳��ڣ���ȡ����Marangoni����������d�Ci��֮��ľ���������Ti-6Al-4 V.�ڹ��մ����ڵ��Կ飨��ͼ1���������ƶϦ�SXCT�д��ڵ�С�ߴ�ȱ��ʵ�����Ǵӷ�ĩ�м̳е����ס����⣬�����϶��ת�Ƶ��۳��У�����Ti6Al-4 V�Կ������Դ��ɨ��·�������ķ�ĩ��������ͼ7���ײ����е�ʾ��ͼ��ʾ������Khairallah����[50]ָ���Ŀ�����ʴ����һ�¡�Ȼ�����б�Ҫ���н�һ���������ó��������Ľ��ۡ�
ͼ7
�̶�����㺸ʵ�飨���ϣ���ʱ������a-i�����ϣ�֮ǰ���ֳ�x������Ƭ����ʾ�˷�ĩ�����н����������϶ת�Ƶ������������۳��С���a���ڼ����������������ݣ���ɫԲȦ���ķ�ĩ�����������۳أ�b-c������d��һ�����룬�����������ݿ��ܻ��˳��������۳��ڣ���ȡ���ڼ��������۵Σ�e-i��֮�������á����ƶϣ�����ɨ��LPBF������ײ���ʱ�������ƵĻ��ƣ���Khairallah����ָ���İ�ʴ�������Ӧ�����˳�����£�x = ����ɨ�跽�� = ���ȷ���z = ��������
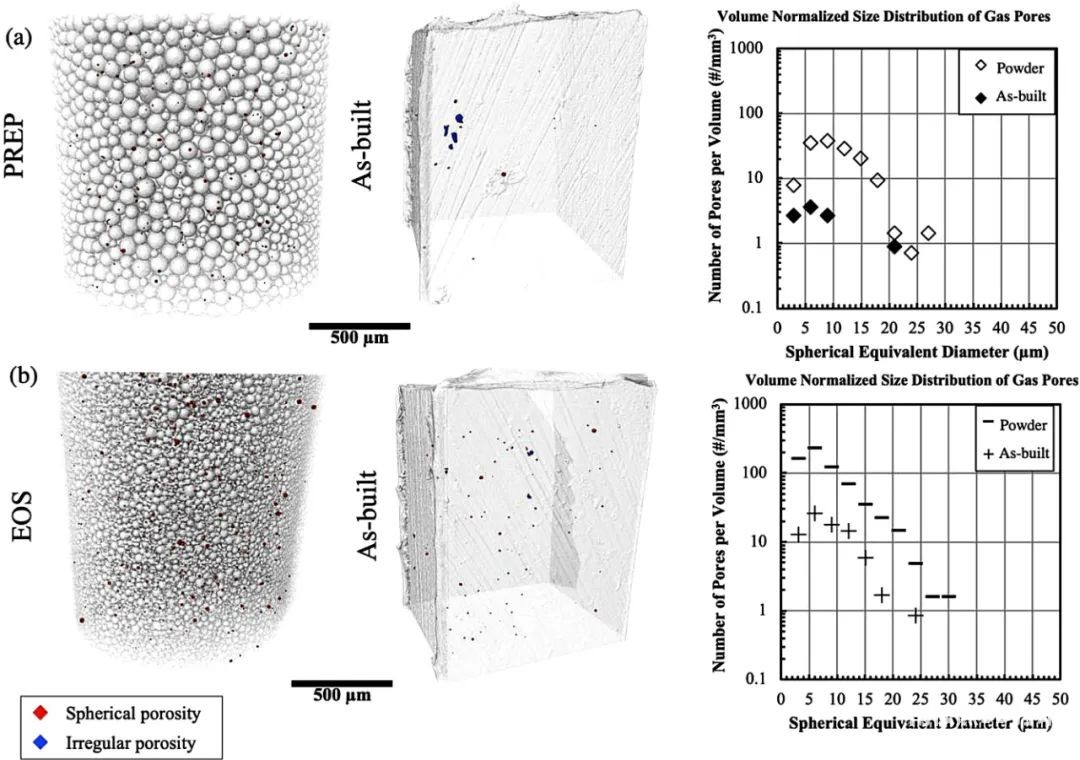
Ϊ����֤�ڹ��մ��ڣ���ͼ1�е���Ʒ1,4,6,7���ڵĦ�SXCTɨ������ڹ۲쵽�Ŀ�϶��ȷʵ���������ף������״ӷ�ĩת�Ƶ��Ʊ���Ti-6Al-4 ����������Ti-6Al-4��V�Կ�������о� Vʹ��EOS PA��PREP��ĩ���Կ顣ʹ������Ʒ6���ƵĹ��ղ�����ӡ�Կ飨P = 340 W, V = 1,250 mm/s, H =120 ��m, L =60 ��m������P-V�ռ�Ĺ��̴��������ڣ�ͼ1����ͼ8a��8b��ʾ��EOS PA��PREP������ĩ�ڵ������϶�ȷֲ����Լ��Ƴɵ��Կ顣��������ë��ȷʵת�Ƶ�Ti-6Al-4 V LPBF����,ͨ��Khairallah���ˣ�ͼ7���Ľ�ģ�����������Ļ��ƽ��в��ַ���������PA������ĩ�е����ο�϶�ʷֲ����Ը����Ʊ���ĩ��ͼ8a������������Ti-6Al-4��Ԥ������ĩ�е������ʷֲ���������������ĩ���о���ʹ�õ�V��ĩ��ͼ6��ͼ8������Ҫ���ǣ���������������ĩ���ԣ������϶�������������ת����С�������϶�ʵ�������ε���ֱ����SED��Ϊ�� 25 ��m��Ԥ���Կ��С�
���֮�£�PREP����������϶��SEDֵԼΪ21 ��m�����������϶����Ti-6Al-4����Сת�� V�Կ��������Ϊ����������ĩ�����ܵ����������䲢�ۻ�ʱ����������ͨ�������ݳ���ͨ����飬���������Կ�����AM�ӹ�������Լ90%�ķ�ĩ��϶���Ԧ�SXCTͼ���Ŀ�Ӽ��Ҳ֤ʵ����һ�㣬��ĩ�ڵ����ο�϶�ʣ���ɫ��״����������Կ��ͼ8������Ȥ���ǣ���������������Կ�Ĺ��ղ����ڹ��մ����ڣ�����������Կ���Ҳ�����˲�������״��ȱ�ݣ���ɫ��״����������Щȱ�ݿ�����С��϶����ͨ��С��϶�ϴ��ҳ�����[2]����ˣ�Ŀǰ�в������Щ�۲쵽��ȱ����ʲô���͵Ŀ�϶����Ҫ����ķ�����������Щ��״�����⣬��Ҫע����ǣ���ĩ���ԣ������ȷֲ�����������ͷ�ܶȡ��ѻ��ܶȡ���ѧ���ʺ���̬������Ӱ��������������ɵĿ�϶��
 Ƭ
Ƭ
ͼ8
�Ƚϣ�a����������ת�缫��PREP���ͣ�b��EOS����������Ti-6Al-4�ڵIJ��������϶�ȣ���SXCTͼ���еĺ�ɫ��״�� V��ĩ��Ԥ���Կ飨P = 340 W,
V = 1,250 mm/s, H =120 ��m, L
=60 ��m������ע�⣬��PREP��ȣ�EOS��ĩ�е������϶�ʸ��ߡ����ַ�ĩ�����������϶��Ҳ����������Կ飬���ܼ���-��ĩ����ò����IJ������϶����Ȼ���ڣ���SXCTͼ���е���ɫ����
4.����
���ղ�����LPBF Ti-6Al-4�����γɵ�Ӱ������ͬ��������������ϲ�ɨ�輼����V���з�����һ����˵�����Ƿ��֣��������ֲ��Ϻͼӹ���������϶�ȵ��γ���ѭP-V�ռ��ڵĿ�Ԥ�����ơ�����������Ti-6Al-4�������϶�Ƚ������о� V����AM��ĩ����ȷ�������ۻ������дӷ�ĩ�����������ת�������ܵ���˵�����½����ڴ˼�Ҫ˵����
•�۳��ص����۳������ȱ�����ڿ�϶�ȵ���Ҫ�������ء���ˣ�ʹ�ÿ����۳ؼ�����״���ص��ļ��ν�ģ���������Կ���Ԥ��ı�ؼ����ղ�����LOF��϶�ȵ�Ӱ�졣���⣬���ν�ģ����������P-V�ռ��ڵĸ��ֲ��Ϻͼӹ���������
•��֮ǰ�Ĺ���һ�£���ȱ���ۺϵļ��ν�ģ�У�ʹ����һ������ɭ����ģ���������۳سߴ磻Ȼ��������ʹ�ø����ӵ��۳سߴ�ģ�ͣ������Ԥ�⾫�ȡ�
•�Ƶ����빤�ղ�����ص�С����ò��С��϶�γ�����ؼ����á�����С�ױ߽����ϵĹ���С����̬��Ti-6Al-4�д��ڴ��ģȱ�� V.�Կ顣���ģС��ȱ��λ�ڽ�����ĩAM���տռ�������Ը߹��ʡ���������ʱ������С��ǰ�ڽǶȻ������У��۳ؿ������ߴ�С֮�ȵ����ƺ����Ե�Ч������ȷ����ӹ������仯����С���ɡ�
•�����������ݵ����۳ر��棬��ĩ��Լ90%�Ŀ�϶�ʿ�ͨ��AM���������������ڼӹ������ڲ��ݼӹ�����������ǿ����Ч�����Ӷ�������������ȱ�ݵij����
•��һ����������������AMȱ�ݿ��ܻ�����Ti-6Al-4�Ĺ��մ��ڲ�����˳���Ч�ʡ�
��Դ��Defectstructure process maps for laser powder bed fusion additive manufacturing��AdditiveManufacturing��doi.org/10.1016/j.addma.2020.101552
�ο����ף�J.A. Slotwinski,E.J. Garboczi, K.M. Hebenstreit��Porositymeasurements and analysis for metal additive manufacturing process control��J. Res.Inst. Stand. Technol., 119 (2014), p. 494, 10.6028/jres.119.019
(���α༭��admin)

 ����������¾ۺ���FFF
����������¾ۺ���FFF ������Startuplab��������
������Startuplab�������� NAMIC ȫ������������GA
NAMIC ȫ������������GA 3iD��������ȫ��ճ�����
3iD��������ȫ��ճ����� Freeform�˹�����3D��ӡ��
Freeform�˹�����3D��ӡ�� Biomaterials science:ţ
Biomaterials science:ţ��������
- ������������¾ۺ���FFFϵͳ��QUALUP
- ��������Startuplab��������3D��ӡ�ȼ��
- ��NAMIC ȫ������������GAMS���¼��µ�
- ��3iD��������ȫ��ճ�������AMIS Pro��
- ��Freeform�˹�����3D��ӡ�������NVIDIA
- ��Biomaterials science:ţ���ѧ���̿�
- ��������г�����ȫ3D��ӡ�ѺϽ�
- ��UpNano��һ��2PP 3D��ӡ�������700��
- ���µ�������ר��Fronius�ƽ�3D��ӡѹ��
- ��AM Ventures��Headmade��DyeMansion��
 ���ڻ�÷¡�о���
���ڻ�÷¡�о��� Align Technology
Align Technology AM Craft��������
AM Craft�������� Aerojet�������
Aerojet������� ӡ�ȳ�����˾��Gi
ӡ�ȳ�����˾��Gi ����ʹ�ý���3D��
����ʹ�ý���3D���ȵ�����
- ��ī�����ʼ�������ѧ����ģ�����Ӽ�����
- ���о���Ա�����µĻ���ͼ��Ļ���ѧϰ��
- ����һ��ǧ���һ�����Ф��������ͽ���
- ��3D��ӡ��·�� (PCB)������֪�������ﶼ
- ��3D��ӡ�����������켼��������״̬
- �����ɵIJ�ɫ�����ӡ��Ʒ�ڴ��˻����࣬
- ������BIOLIFE4D��˾����3D��ӡ��������
- �����ֳ����ļ����۸���������
- �������ѧ��3D��ӡ�������ĵ�ɱ�뷢�ݲ�
- ��KENNAMETAL�������ڵ綯����������3D��


