3D打印连续碳纤维增强热塑性复合材料中的纤维错位和断裂
时间:2021-09-09 08:19 来源:西安交通大学机械制造系统工程国 作者:admin 阅读:次
针对此问题,英国爱丁堡大学的Haoqi Zhang等人通过打印不同转角和曲率的连续碳纤维增强复合材料单条纹,研究了1K连续碳纤维长丝在FDM打印过程中的纤维错位和断裂的形成过程,并对缺陷的形成过程进行了分析。
不同转向角的复合材料单条纹打印效果如图1所示,当转向角为30°时,复合材料丝材被压平,其中大多数连续纤维的实际转向角一致。当转向角增加到60°时,纤维束开始折叠,其中一些连续的纤维在从外周翻转到内周。随着打印转向角继续增大到120°时,可以在打印丝的转向点处看到明显的折叠,且在转角处长丝的平均宽度减小,产生了较大的无纤维区域。当转向角为150°和180°时,纤维严重扭曲和错位,并且观察到有纤维断裂。因此,在实际打印中,应尽可能避免使用转向角大于120°的打印路径。
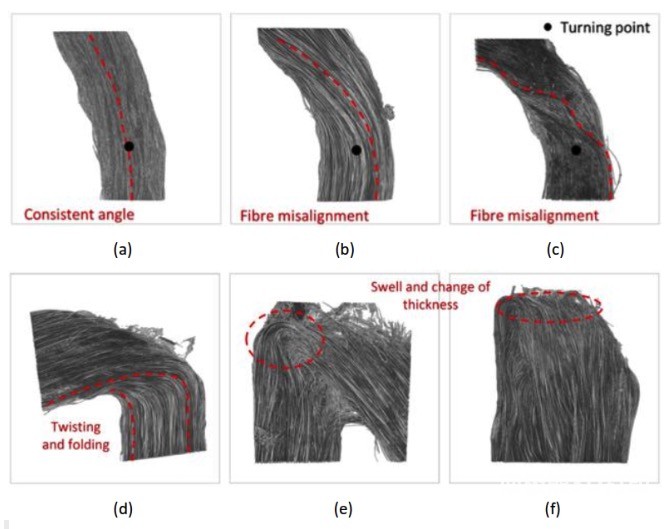
图1 FDM工艺打印的不同转角的碳纤维长丝(a) 30° (b) 60° (c) 90° (d) 120° (e) 150° (f) 180°
不同曲率半径的复合材料单条纹打印效果如图2所示,对于曲率半径为20mm的单条纹,未观察到明显的表面缺陷,单条纹宽度沿打印方向大致一致。在直径为10毫米的情况下,长丝内周的纤维会扭曲和起皱。当达到5mm时,这两种缺陷出现的频率更高。在曲率半径为2.5mm的情况下,单条条纹很难按设计的路径打印,观察到内外周完全转变的纤维折叠现象。此外,在曲率半径为5和2.5
mm的情况下,少量纤维断裂。因此,在实际打印过程中,应尽可能避免使用曲率半径小于5mm的打印路径。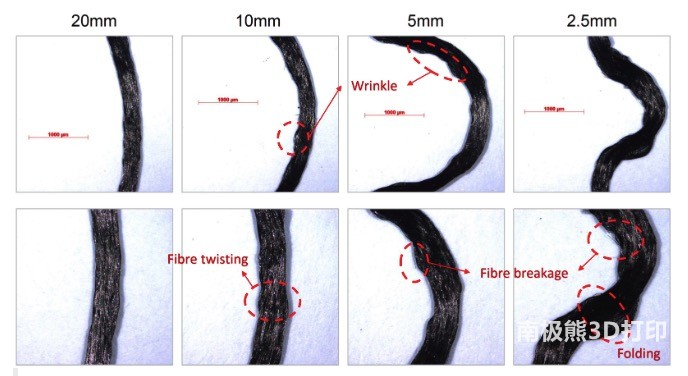
图2 FDM工艺打印的不同曲率半径的碳纤维长丝
参考文献:H. Zhang, J. Chen, D. Yang, Fibre misalignment and breakage in 3D printing of continuous carbon fibre reinforced thermoplastic composites, Additive Manufacturing 38 (2021).
(责任编辑:admin)

 适配多类别高温聚合物FFF
适配多类别高温聚合物FFF 埃肯与Startuplab合作加速
埃肯与Startuplab合作加速 NAMIC 全球增材制造峰会GA
NAMIC 全球增材制造峰会GA 3iD率先引进全新粘结剂喷
3iD率先引进全新粘结剂喷 Freeform人工智能3D打印工
Freeform人工智能3D打印工 Biomaterials science:牛
Biomaterials science:牛最新内容
 卡内基梅隆研究人
卡内基梅隆研究人 Align Technology
Align Technology AM Craft在种子轮
AM Craft在种子轮 Aerojet拿下五角
Aerojet拿下五角 印度初创公司在Gi
印度初创公司在Gi 美军使用金属3D打
美军使用金属3D打热点内容


