ʹ�û��������屣�������绡��������������ڹ�ҵӦ�õĽ�������
ʱ�䣺2020-03-23 09:18 ��Դ���й�3D��ӡ�� ���ߣ��й�3D��ӡ�� �Ķ�����
����GMAW�ļ������и��ߵij������ʣ���˱������ټ��绡����GTAW���͵����ӻ�����PAW���������ʺ��������ߴ�Ľ��������ȷ��GMAWӡˢ������ڲ������ܸ��Ǻ���Ҫ�ģ������Ϊʲô�б�Ҫ���õ��˽����۽ṹ��ԭ��-�ر��ǵ�������ڳ���������ʹ��ʱ�����ڸü����ɱ��ϵͣ������Խ��һֱʹ�øü��������������Ӧ���˽�÷�������ȡ�����õ�Ч��������ˣ����о���Ŀ�����о�ͨ������GMAW���������칤������ı���������ڲ������������о���õĽ��ʹ�����ܹ�֤������AMԭ��ʹ��GMAW���������������/�������������Ŀ����ԡ�
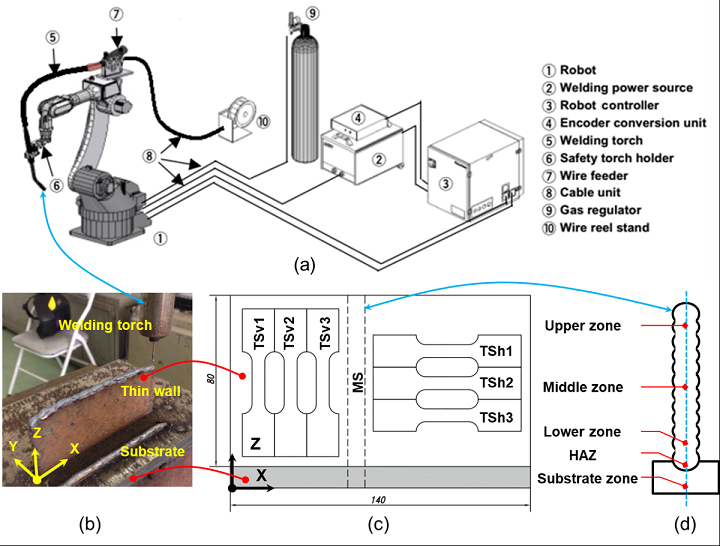
ͼ1.��a������GMAW����������ϵͳ��ʾ��ͼ����b������ı�����Ʒ����c���и���Ʒ��λ�ã�����d������������ڹ۲�����֯�������и�����Ӳ�ȱ걾��
һ����ҵGMAW������ʹ�õ绡�������죨WAAM�����գ��ڵ�̼�ֻ������õ�̼��ͭ��˿�����˱��ڲ����� 6�������ʹ�ú���ӻ����ϳ����㣬���������±��в鿴���ӹ��ղ�����
�� GMAW����빤��֮��ľ���Ϊ12���ס��������������½��еģ�����Ԥ�Ȼ��ġ��� Le����˵�� ��һ������˺��Ӳ�ij��������潫���������ڳ�����һ�����㣬ͣ��ʱ��Ϊ60�롣������������֮��ʹ�õ�ͣ��ʱ��ּ����ȴ���������ۻ����������ݵ������С���ʹ�����и�ŵ�ӹ���EDM�����ӱ�����Ʒ���и������������Ʒ���Ա����߿���ʹ��������Ӳ�Ȳ������������������ϵ�Ӳ�ȣ�����ϸ�۲���Ӳ�ȡ��ù�ѧ�����۲��ṹ�����������������ܡ�
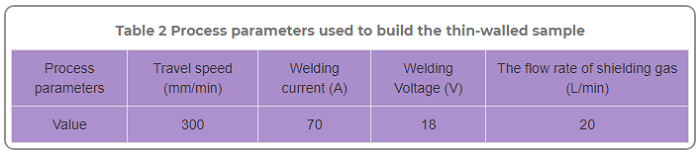
ͼ2�����������ijߴ硣
Leд���������и���Щ�걾֮ǰ���ȶ����ñ��ڵ�����������л�е�ӹ��Ի����Ч���ȵ����ñ��ڲ��ϡ���
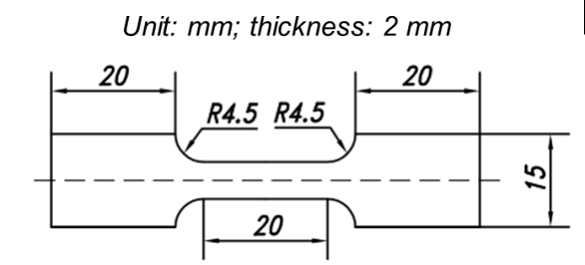
ͼ3.����������й۲쵽�Ľ������ϵ��۽ṹ����a���ϲ�����b���м�����c���²�����d����Ӱ������HAZ���ͣ�e����������
�������ͬ����۲쵽����Ʒ���۽ṹ���ϲ���������������͵������徧���������Ⱥ���ȴ���ʵı仯�ܴ��д�ֱ�ڻ���ֲ��ġ�������Ҫ������֦���IJ�״�ṹ�����м����������־�������Ҫ�����ǡ�������Ŀ����ṹ���ھ��紦������������塱���²��������ȴ�ٶȱ��ϲ�������������֯���ɡ����ȵ������徧����ɵģ����зֲ��ű��ı�Ƭ���뱡������������桱����Щ�������м�����ľ���ϸ����Ϊ�˴����ȳ��ֵ�ϸߡ�����Ӱ������HAZ���У��۽ṹ�Ӱ�����ת��Ϊ�����壬������������������/�����Ҵ�״�۽ṹ�C���м�������ľ��ȷֲ�����ȫ�෴��
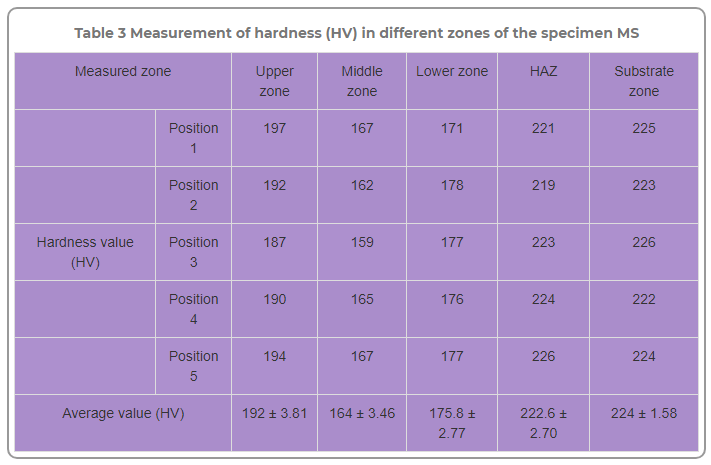
�ϱ���ʾ����������е�Ӳ�ȣ�HV���������ϲ������HV��ߣ����м������HV��ͣ�����HAZ��ֵ�Ե��ڻ���������Ʒ��������Ͻ����˲��ԣ�Le���ó��˹���Ӧ��-Ӧ�����ߡ�
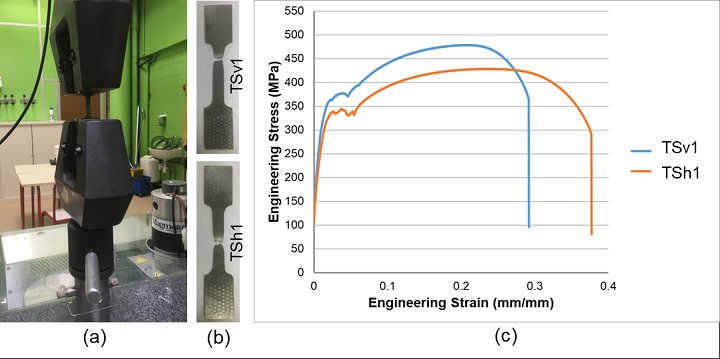
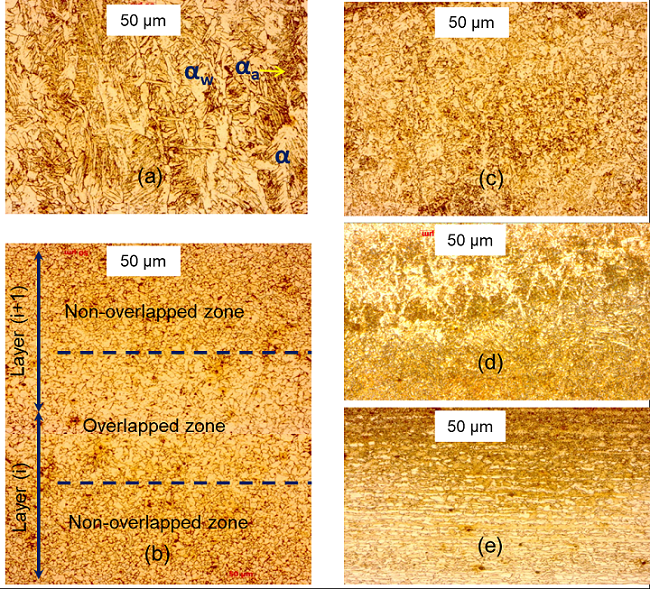
ͼ4������������TSv1��TSh1�����������飺��a����������װ������������ϣ���b�����������������������Լ���d������Ӧ��-Ӧ�����ߡ�
��Ӳ�ȣ���Χ��164��3.46 HV��192��3.81 HV֮�䣩������ǿ�ȣ�0.2����YSƫ����340��2��349.67��1.53��Χ�ڣ��ͼ�������ǿ�ȣ�UTS��429��1��477����Χ�ڣ� 2������GMAW���������첿����������̼����ȡ���������˵�������ڽ������ϵ��۽ṹ�����ȣ���ֱ��ˮƽ��Ʒ֮����YS��UTS����Ҳ�������Ų��졣���ң�ͨ������GMAW��AM��������ı��ڲ����Ļ�е������ͨ����ͳ���գ��������ͻ��ӹ������������Ļ�е�����൱����
�й�3D��ӡ�������� �����о����֣�����GMAW�Ļ�����AM����Ľ�������������ʵ��Ӧ�þ����㹻�Ļ�е���ܡ���ʹ��GMAW�����˶�3D��ӡ������й�ҵӦ���ǿ��еġ�
�й�3D��ӡ��ԭ�����£�
(���α༭��admin)

��һƪ���߶�����BAC Mono �еĶ��������������Ԫ��
��һƪ���¹���������3D��ӡ������������/����/������/�ղ�/����/��ʱ��/�����ֵȽ��ж�
��һƪ���¹���������3D��ӡ������������/����/������/�ղ�/����/��ʱ��/�����ֵȽ��ж�
 ����������¾ۺ���FFF
����������¾ۺ���FFF ������Startuplab��������
������Startuplab�������� NAMIC ȫ������������GA
NAMIC ȫ������������GA 3iD��������ȫ��ճ�����
3iD��������ȫ��ճ����� Freeform�˹�����3D��ӡ��
Freeform�˹�����3D��ӡ�� Biomaterials science:ţ
Biomaterials science:ţ��������
- ������������¾ۺ���FFFϵͳ��QUALUP
- ��������Startuplab��������3D��ӡ�ȼ��
- ��NAMIC ȫ������������GAMS���¼��µ�
- ��3iD��������ȫ��ճ�������AMIS Pro��
- ��Freeform�˹�����3D��ӡ�������NVIDIA
- ��Biomaterials science:ţ���ѧ���̿�
- ��������г�����ȫ3D��ӡ�ѺϽ�
- ��UpNano��һ��2PP 3D��ӡ�������700��
- ���µ�������ר��Fronius�ƽ�3D��ӡѹ��
- ��AM Ventures��Headmade��DyeMansion��
 ���ڻ�÷¡�о���
���ڻ�÷¡�о��� Align Technology
Align Technology AM Craft��������
AM Craft�������� Aerojet�������
Aerojet������� ӡ�ȳ�����˾��Gi
ӡ�ȳ�����˾��Gi ����ʹ�ý���3D��
����ʹ�ý���3D���ȵ�����
- ��ī�����ʼ�������ѧ����ģ�����Ӽ�����
- ���о���Ա�����µĻ���ͼ��Ļ���ѧϰ��
- ����һ��ǧ���һ�����Ф��������ͽ���
- ��3D��ӡ��·�� (PCB)������֪�������ﶼ
- ��3D��ӡ�����������켼��������״̬
- �����ɵIJ�ɫ�����ӡ��Ʒ�ڴ��˻����࣬
- ������BIOLIFE4D��˾����3D��ӡ��������
- �����ֳ����ļ����۸���������
- �������ѧ��3D��ӡ�������ĵ�ɱ�뷢�ݲ�
- ��KENNAMETAL�������ڵ綯����������3D��


