3D打印在医用喉镜模具上的应用
时间:2020-01-15 13:56 来源:南极熊 作者:中国3D打印网 阅读:次
有需求,那么就要有所改变,注塑制品的良品率主要与注塑机、模具、原材料以及使用的温控系统有关。那么如何通过源头――模具的改良,确保医疗等高精尖产品提高质量标准的同时加快生产速度,也成为我们众多医疗器械模具制造厂商关注的焦点。
ESU毅速将以医用喉镜为例,共同探讨3D打印在医疗领域等高精尖项目中的具体优势及分析。医用一次性麻醉咽喉镜,在众多医用注塑产品中是较为复杂的,且最为典型。如图1所示。
一、产品结构复杂,顶部空间狭小。
二、顶部尖端接触体内皮肤,材料卫生要求严格。
三、尺寸、质量要求严格,不允许表面瑕疵。
四、注塑产品咽喉镜一般为一次性产品,量大且价格成本在控制范围内。
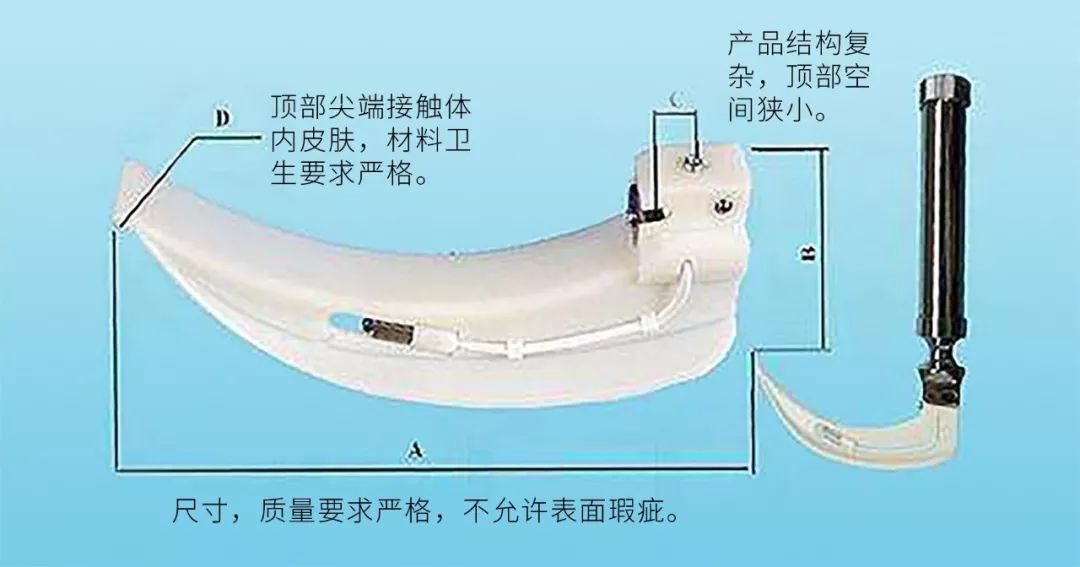
图1:医用喉镜塑件产品实体图
因此对于模具制造厂商而言,如何处理好喉镜模具的质量、效率、卫生等各方面平衡,成为关键所在。众所周知,就模具而言,水路系统是模具产品质量的重要因素之一,优越的水路系统能够缩短产品成型周期,提高产品良率。但目前,水路基本由铣床等机加工工艺制造,无法加工弯曲的水路,水路无法覆盖模具型腔。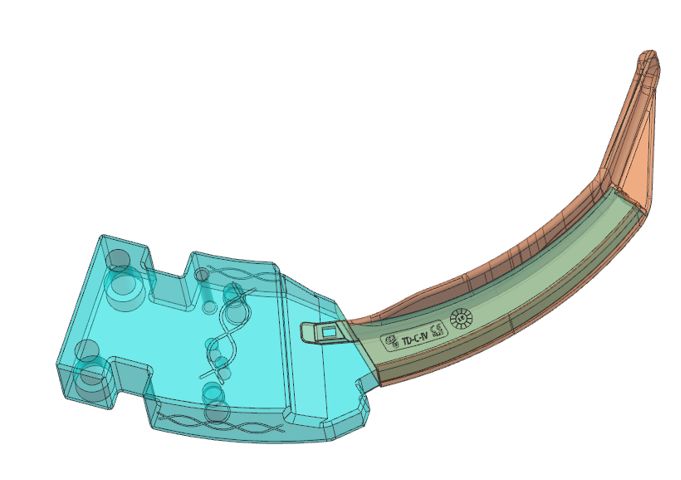
图2:原始方案水路无法设计进去

图3:ESU毅速3D打印随形水路方案
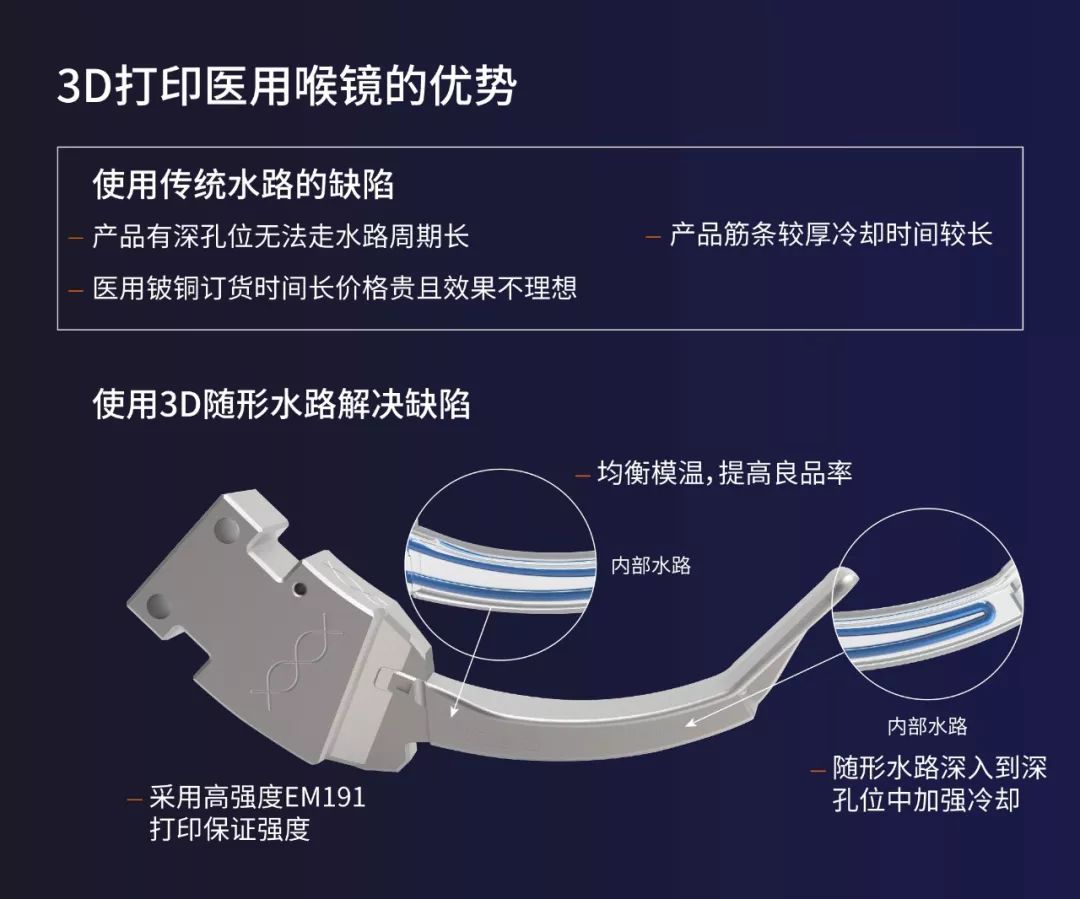
图4:3D打印医用喉镜的优势
如图4所示,针对普通方案所面临的困局,利用增材制造技术设计的随形水路可以逐条解决。1、成型周期
相对于传统水路而言,3D打印可设计出覆盖模具型腔的水路系统,从而加快冷却,缩短工件成型周期,提高生产效率。
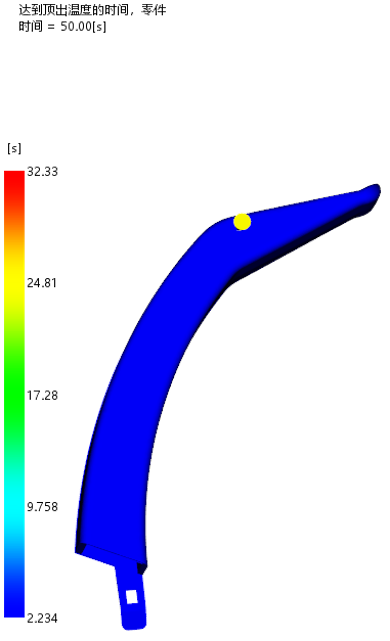
普通水路冷却时间:32S
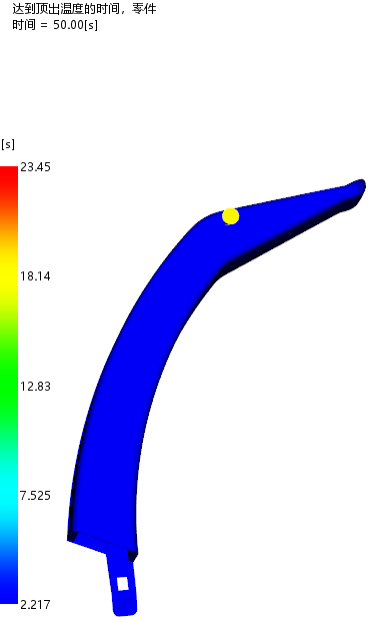
随形水路冷却时间:23S
如上图所示:传统水路模具冷却时间大约需:32S,随形水路方案冷却时间:23S,3D打印与原始方案相比,达到顶出温度的时间快23%2、表面质量
注塑产品成型质量与模具模温有着巨大的关系,模温不均衡,最高温与最低温度相差较大,则高温处易产生烫伤、变形等缺陷,产品良率低。3D打印随形水路均匀遍布模具内腔可减小温差,均衡模温,提高产品良率。
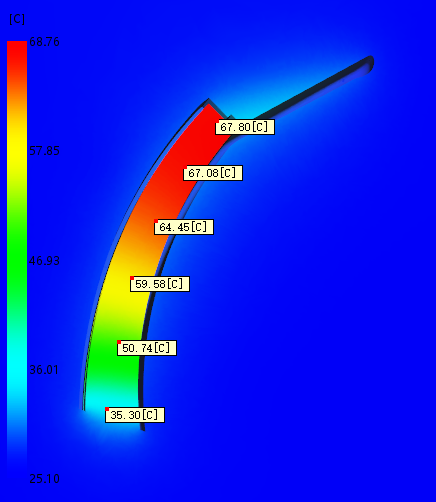
普通水路温差:32.5℃
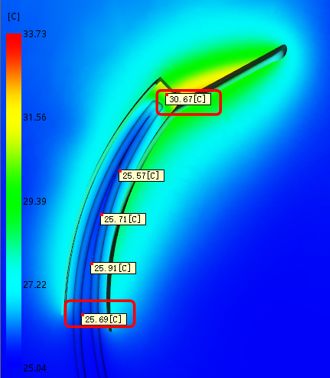
随形水路温差:4.98℃
通过模流分析结果的对比,普通水路模具最高温与最低温温差为32.5℃,而随形水路温差可缩减到4.98℃,可以说温差已经微乎其微。
此外在模具3D打印材料上,选用ESU毅速自主研发的EM191金属粉末材料。EM191为ESU毅速自主研发的粉末体系中的一款粉末,具备防锈、防腐蚀、耐磨耐用等功能,从而保证打印件的使用寿命。在ESU毅速自主研发的粉末体系中还有EM181、EM201等模具3D打印专用金属粉末材料,针对不同需求进行选材打印。
3D打印医用喉镜实体工件图
随着技术的发展与完善,3D打印必将应用到越来越多的领域,而模具制造也必须利用新技术来弥补自身的不足和局限。ESU毅速一直秉承着开启模具制造新时代的使命,力争为传统模具注入新鲜的血液,为传统制造业焕发新的活力。(责任编辑:admin)

 适配多类别高温聚合物FFF
适配多类别高温聚合物FFF 埃肯与Startuplab合作加速
埃肯与Startuplab合作加速 NAMIC 全球增材制造峰会GA
NAMIC 全球增材制造峰会GA 3iD率先引进全新粘结剂喷
3iD率先引进全新粘结剂喷 Freeform人工智能3D打印工
Freeform人工智能3D打印工 Biomaterials science:牛
Biomaterials science:牛最新内容
 卡内基梅隆研究人
卡内基梅隆研究人 Align Technology
Align Technology AM Craft在种子轮
AM Craft在种子轮 Aerojet拿下五角
Aerojet拿下五角 印度初创公司在Gi
印度初创公司在Gi 美军使用金属3D打
美军使用金属3D打热点内容


