上海空间推进研究所等:增材制造技术在空间推进领域的应用(2)
时间:2024-02-05 09:15 来源:中国航天 作者:admin 阅读:次
NASA宇宙飞船与辅助推进系统分部在2016年通过增材制造方法成功制备了立方体贮箱,测试爆破压力超过了1600Pa,安全系数为5,达到了设计要求:最大设计压力为400Pa,爆炸系数为4。在基于增材制造的研制过程中,设计人员将燃料管道变为侧壁的流道,从而制备出具有整体式流道的推进剂贮箱,避免了开孔再封堵等步骤,有助于减少结构质量。目前NASA正在对1N推力器进行改进,以充分发挥增材制造的优势。
Aerojet Rocketdyne公司将增材制造与推力可扩展的自流式MON-25推进技术相结合,将多个推力器集成到一个模块的反作用控制系统中,如图7所示,RC-120是基于ISE-100推力器改进的适合增材制造的型号,采用SLM方法制备一体化喷注器模块和推力室身部,相比于传统加工的推力器,虽然损失了20~50s的比冲,但是成本降低了70%。
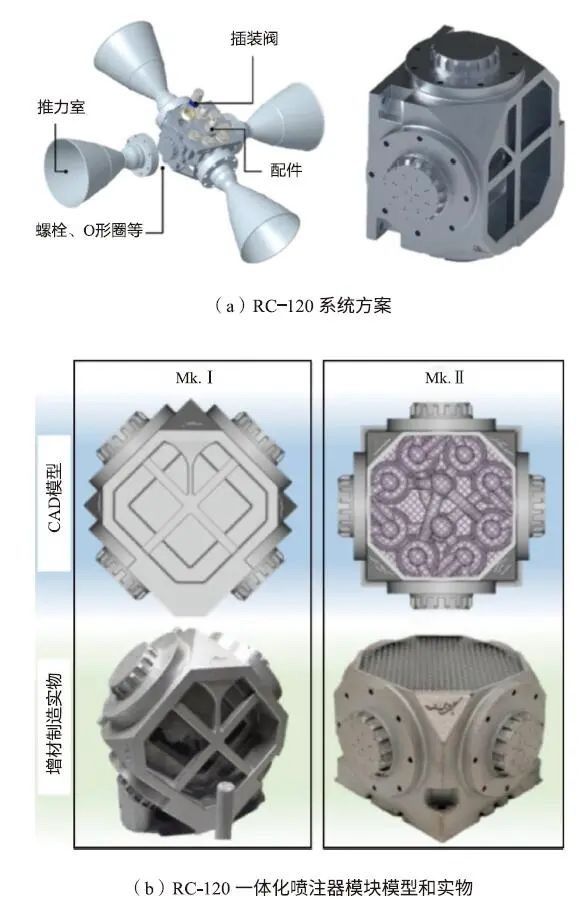
图7 RC-120推进系统
2023年1月3日,搭乘“猎鹰”9火箭的“轨道器”(Orbiter)太空拖船顺利发射,其发动机推力室采用了增材制造技术制备的镍基高温合金构件,大幅降低成本的同时,提高了一体化程度,缩短了研制周期。2023年,NASA在RAMFIRE项目中与Elemntum 3D公司合作,采用A6061-RAM2材料,通过增材制造方法成功制备并测试了新型铝合金火箭发动机喷管(见图8),累计运行近10min,实验结果表明其可以承受月面着陆器规模发动机的热、结构和压力负载。

图8 通过增材制造技术制备的铝合金火箭发动机喷管试车测试
2.其他国家或地区
欧空局与澳大利亚Monash大学联合开展轻质小推力火箭发动机的研制工作,如图9所示,发动机身部带有随形冷却夹心结构,与传统冷却槽道相比,接触面积更大,热交换效果更好,可以有效降低结构质量。欧洲探索公司与阿联酋LEAP71公司于2023年开始在空间发动机领域展开合作,利用计算工程模型,通过自适应边界条件和参数(推进剂类型、推力等),进行创成式设计,并通过迭代优化,快速得到发动机原型,如图10所示。
图9 火箭发动机身部随形夹层结构

图10 LEAP71采用增材制造设计的发动机截面
(二)我国现状
目前空间推进系统主要采用冷气推进、化学推进和电推进等方式,其中化学推进可分为单组元和双组元。近年来,远地小行星探测等空间任务持续推进,对发动机的长寿命和可靠性提出了更高的要求,上海空间推进研究所先后进行了5000N、15000N和20000N火箭发动机再生冷却身部的攻关工作,图11为5000N发动机再生冷却身部实物及试车照片。图12为15000N火箭发动机实物及点火试车图片,经地面热试车和高空模拟热试车验证,单次连续最长工作时间达到100s,真空比冲为315.3s,达到相同系统参数下国际先进水平。如图13所示,20000N液氧甲烷轨控发动机采用增材制造技术制备了一体化推力室,并完成多次热试车考核,真空比冲达到3560Ns/kg。

图11 5000N再生冷却身部结构及试车试验图片

图12 15000N发动机再生冷却身部结构及地面点火试验图片

图13 增材制造一体化20000N液氧甲烷发动机试车
在电推力器方面,上海空间推进研究所通过SLM技术成功制备了80mN电推力器阳极,并进行了氙气工质试车考核,累计点火6h55min,推力符合设计要求,如图14所示。

图14 阳极部件及点火试车
星河动力(北京)空间科技有限公司研制的“谷神星”一号商业运载火箭中,四级采用了增材制造的轨控发动机,如图15所示,为我国首次完全采用增材制造方案的轨控发动机。

图15 “谷神星”一号四级轨控发动机
三、结束语
在空间推进领域,增材制造面临诸多挑战,主要有以下几个方面:
(1)增材制造技术制备的构件与传统铸、锻、机加工的构件在内部组织和力学性能等方面有显著不同,尤其是缺陷,其尺寸较小,但是层间微裂纹很容易扩展成为宏观裂纹。目前的CT和X射线检测精度有限,而且受限于结构尺寸,亟须开发更适用于增材制造构件内部缺陷检测的设备和技术。空间推进领域构件经常处于高温和交变载荷的作用下,内部的缺陷很容易成为裂纹源,发生疲劳失效的风险较大。
(2)空间推进领域尤其是喷注器等关重件对多余物防控和流阻要求较高,目前增材制造的特征分辨率和表面粗糙度尚未达到精密制造的要求,这不仅需要提升增材制造的成型精度和致密度,更需要开发合适的后处理方法(化铣、电化学抛光、磨粒流等),才能更有效地运用增材制造技术。
(3)增材制造在减重方面具有得天独厚的优势,尤其是复杂的点阵结构可以通过增材制造方法成型,但是空间推进系统需要经受振动、冲击、高低温等复杂的热/力环境,点阵结构缺少相关的试验数据。此外,由于点阵结构尺寸较小,仿真计算工作量较大,精度较低,需要进行合理的数据处理并配合验证手段,提高增材制造点阵结构在空间推进系统应用的可靠性。
近年来,空间推进系统对可重复使用、轻量化及长时间服役等方面提出了更高的要求,增材制造技术在一体化、模块化和轻量化等方面的优势使其在空间推进领域的应用中迎来了新机遇。
(1)空间推进系统中的复杂构件越来越多地采用增材制造技术,在保证使用性能的同时,降低结构质量,缩小体积,并且极大提高了研制效率。此外,增材制造技术也为结构功能一体设计和制造提供了更大的自由度,可以通过结构及材料的优化设计提高能量吸收、传热及承载能力。
(2)空间推进领域的部分构件需要较高的高温强度、良好的绝缘性及耐磨性等,虽然陶瓷等材料满足要求,但是传统加工难度大,成品率低。增材制造技术也为陶瓷等材料的制备提供了新的途径,由于其高精度和高致密度成型特点,在陶瓷等新材料的制备方面具备较大潜力。
(3)增材制造技术为空间推进系统的在轨维护提供了可能性,目前聚合物已经可以在太空中进行增材制造,未来金属和陶瓷材料的增材制造实现后可用于在轨替换零件等工作。
作者简介
杨旭东1 周俊1 焦自贤1 徐鑫2 谢屹2
1.上海空间推进研究所;2.上海空间发动机工程技术研究中心
(责任编辑:admin)

 Conflux Technology 获110
Conflux Technology 获110 通用汽车向Forge Nano投资
通用汽车向Forge Nano投资 华中科技大学:增材制造Si
华中科技大学:增材制造Si 赋能汽车、医疗等行业|TP
赋能汽车、医疗等行业|TP Amnovis利用3D打印技术制
Amnovis利用3D打印技术制 国产连续纤维3D打印开拓
国产连续纤维3D打印开拓最新内容
 创想三维2023全球
创想三维2023全球 上海交大谷国迎教
上海交大谷国迎教 3D打印假体植入内
3D打印假体植入内 FRI:降脂油包水
FRI:降脂油包水 少年骨折后感染致
少年骨折后感染致 打出一片“新天地
打出一片“新天地热点内容


