中科院上海硅酸盐所:SLS 3D打印SiC复合材料全过程微结构及性能调控
随着空间技术的迅速发展,大尺寸、轻量化空间光学部件成为空间遥感系统的关键核心组成。短切碳纤维增强碳化硅复合材料因其高比强、高可靠性、优异的各向同性等优势,成为新一代空间光学元件的主要候选材料。以模压成型为代表包括热压烧结、放电等离子烧结等在内的传统方法,难以满足空天领域对大尺寸、轻量化陶瓷复合材料部件的迫切需求。
选区激光烧结3D打印 (SLS) 技术易于制造复杂结构、高可靠性的SiC 复合材料,是一种极富前景的新型增材制造技术。目前,SLS制备SiC复合材料多采用碳纤维和热塑粘结剂粉体混合,打印流动性差,成型坯体孔隙率高,且尚未针对SLS打印原料流动特性开展改善系统优化研究。此外,在烧结前需引入浸渍裂解 (PIP) 工艺进行预致密化,导致制备周期过长。
近日,中科院上海硅酸盐研究所黄政仁研究员团队开发了一种基于SLS结合直接反应熔渗工艺快速制备高性能SiC复合材料的方法 (图1)。在研究中,在碳纤维和酚醛树脂粘结剂的混合粉体中引入α-SiC骨架颗粒,基于原料组分剪裁设计开展SLS制备,系统地研究了添加α-SiC颗粒对打印粉体流动性、打印多孔素坯微结构演变和反应熔渗后SiC 复合材料力学-热学性能的影响规律,分析了复合材料微观组织形成/演变机制和材料强韧化机制。本期将分享该论文的要点。

![]() 研究结果与讨论
研究结果与讨论
随着初始原料配比中α-SiC含量增加,Cf-SiC-PR复合粉体的流动特性指数不断实现优化提升,打印素坯微观结构分布均匀,纤维取向表现为很好的各向同性,并发现了特征性的激光打印颈部 (图2~3)。
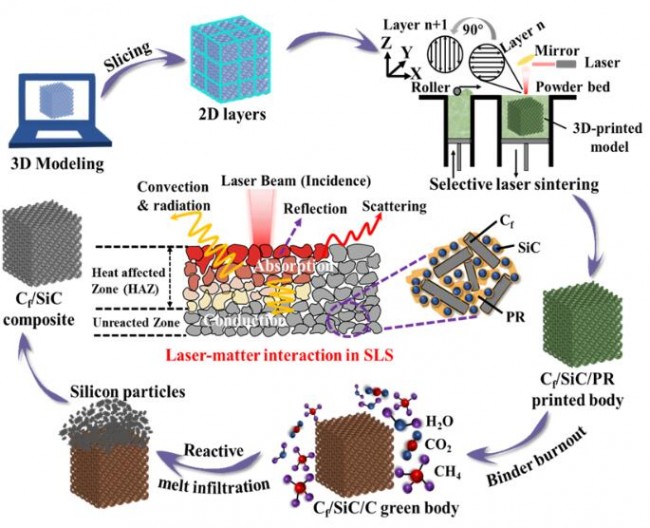 图1. SLS制备SiC复合材料流程示意图
图1. SLS制备SiC复合材料流程示意图
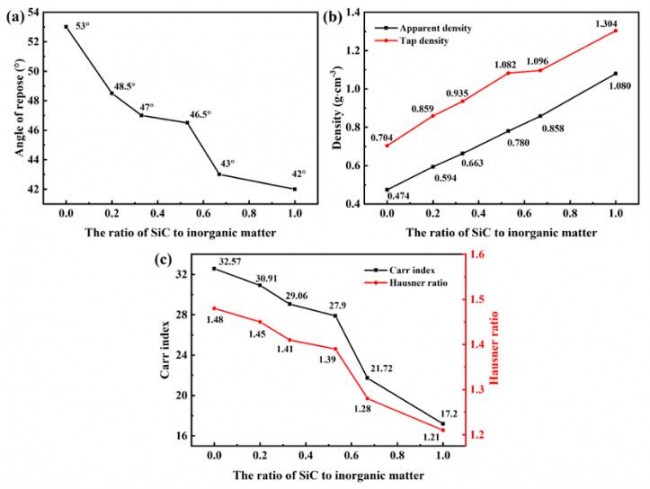 图2. 激光打印用Cf-SiC-PR复合粉体的流动性:(a)休止角;(b) 堆积密度和振实密度;(c) 卡尔指数和豪斯纳比
图2. 激光打印用Cf-SiC-PR复合粉体的流动性:(a)休止角;(b) 堆积密度和振实密度;(c) 卡尔指数和豪斯纳比
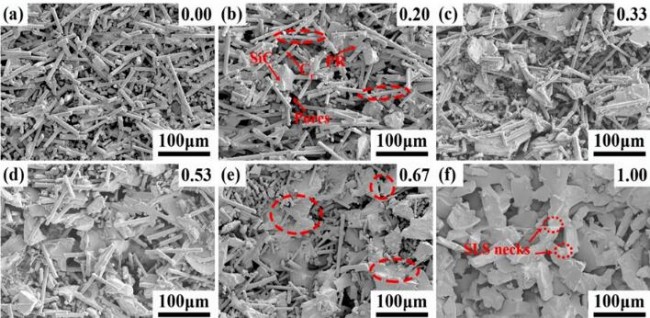 图3. 不同SiC含量的复合材料素坯微观结构:(a) SiC:IM=0; (b) SiC:IM=0.20; (c) SiC:IM=0.33; (d) SiC:IM=0.53; (e) SiC:IM=0.67; (f) SiC:IM=1.
图3. 不同SiC含量的复合材料素坯微观结构:(a) SiC:IM=0; (b) SiC:IM=0.20; (c) SiC:IM=0.33; (d) SiC:IM=0.53; (e) SiC:IM=0.67; (f) SiC:IM=1.
熔渗后的复合材料由初始引入的α-SiC、反应生成的β-SiC、残余碳和游离Si相构成。随着α-SiC含量增加,熔渗后SiC复合材料的体积密度、断裂韧性先增加后减小。当α-SiC含量为15vol%时,体积密度和断裂韧性可达2.749±0.006g/cm3、3.30±0.06 MPa・m1/2,此时对应的弯曲强度为250±11 MPa (图4)。此外,本研究首次报道了SLS-SiC复合材料的高温力学性能:1200℃时的弯曲强度较室温增加15%为287 ± 18 MPa (图5)。本文还研究了复合材料的热学性能,发现热膨胀系数 (CTE) 随温度增加而增加,900℃的CTE为4.59 × 10-6/K。同时,室温热导率最高为92.48 W・m−1・K−1,高于目前文献报道SLS-SiC复合材料 (图6)。
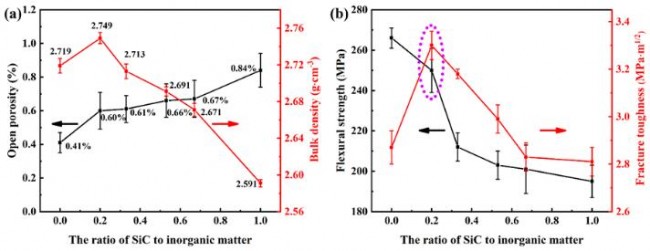 图4. SiC复合材料的室温力学性能:(a) 开气孔率与体积密度; (b) 弯曲强度与断裂韧性
图4. SiC复合材料的室温力学性能:(a) 开气孔率与体积密度; (b) 弯曲强度与断裂韧性
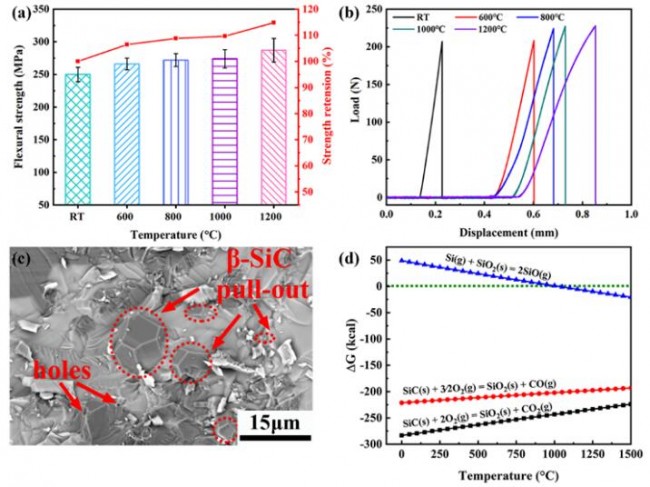 图5. SiC复合材料的高温力学性能:(a) 高温弯曲强度; (b) 位移-载荷曲线;(c) 1200oC断口形貌;(d)涉及反应的吉布斯自由能
图5. SiC复合材料的高温力学性能:(a) 高温弯曲强度; (b) 位移-载荷曲线;(c) 1200oC断口形貌;(d)涉及反应的吉布斯自由能
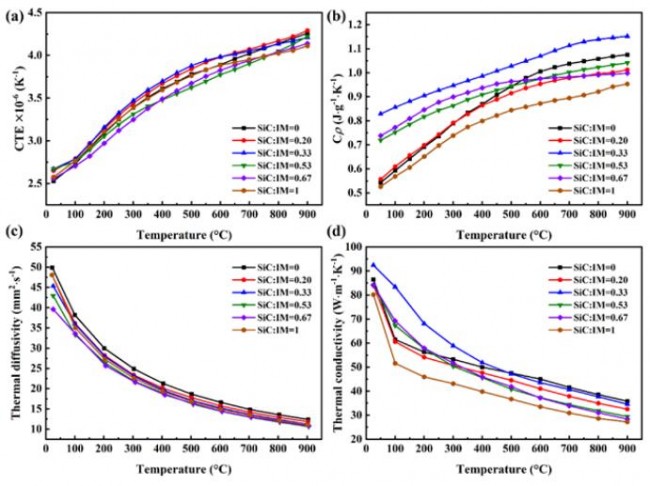 图6. SiC复合材料的热学性能:(a) 热膨胀系数; (b) 比热;(c) 热扩散系数;(d) 热导率
图6. SiC复合材料的热学性能:(a) 热膨胀系数; (b) 比热;(c) 热扩散系数;(d) 热导率
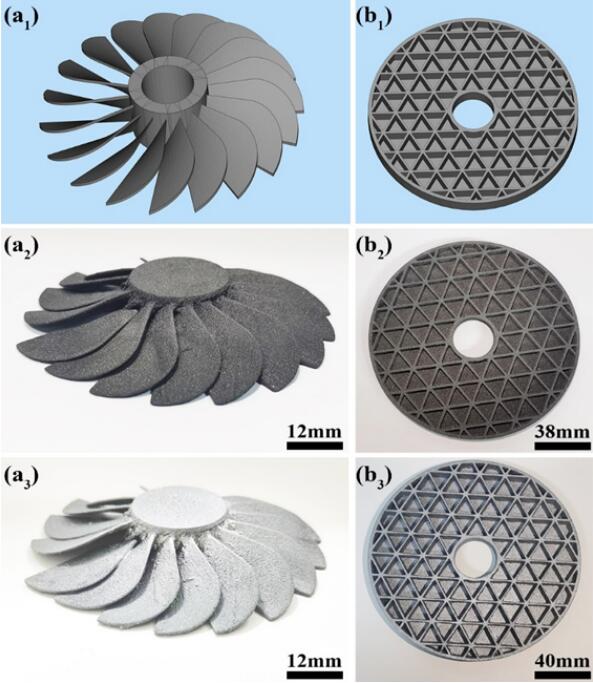 图7. SLS制备的具有复杂结构的素坯和复合材料的实物图:(a) 涡轮叶片; (b) 轻量化光学部件 (下标1、2、3分别代表模型、打印素坯和反应熔渗后的SiC复合材料)
图7. SLS制备的具有复杂结构的素坯和复合材料的实物图:(a) 涡轮叶片; (b) 轻量化光学部件 (下标1、2、3分别代表模型、打印素坯和反应熔渗后的SiC复合材料)
研究团队最终获得了宏观构型复杂精细、微观结构连续可调、力学物理性能优异的SiC 复合材料构件 (图7)。该项研究工作也为采用SLS 3D打印技术高效快速制备高性能SiC复合材料提供理论依据和技术支撑。
论文引用信息:
Chen X, Yin J, Huang L,et al.Microstructural tailoring, mechanical and thermal properties of SiC composites fabricated by selective laser sintering and reactive melt infiltration.Journal of Advanced Ceramics, 2023,12(4):830-847.
https://doi.org/10.26599/JAC.2023.9220724
(责任编辑:admin)

 Conflux Technology 获110
Conflux Technology 获110 通用汽车向Forge Nano投资
通用汽车向Forge Nano投资 华中科技大学:增材制造Si
华中科技大学:增材制造Si 赋能汽车、医疗等行业|TP
赋能汽车、医疗等行业|TP Amnovis利用3D打印技术制
Amnovis利用3D打印技术制 国产连续纤维3D打印开拓
国产连续纤维3D打印开拓 创想三维2023全球
创想三维2023全球 上海交大谷国迎教
上海交大谷国迎教 3D打印假体植入内
3D打印假体植入内 FRI:降脂油包水
FRI:降脂油包水 少年骨折后感染致
少年骨折后感染致 打出一片“新天地
打出一片“新天地

