激光粉末床增材制造单轨和多轨熔池的熔融特性
激光粉末床熔融(LPBF)工艺是强有力及具有广泛应用潜力的增材制造技术之一,已经在航空航天、医疗、汽车和能源等领域得到了深入研究。LPBF具备制造复杂形状、高强度和高精度零件的能力,成为先进制造业中备受关注的重要技术之一。
Advanced Powder Materials期刊中发表的’Understanding Melt Pool Characteristics in Laser Powder Bed Fusion: An Overview of Single and Multi-Track Melt Pools for Process Optimization’的综述文章,研究了LPBF过程中单轨和多轨熔池的形成机理。该篇综述综合了实验和模拟,确定了影响熔池形成机理的因素,并强调了精确的原位测量和可靠的建模对于优化工艺参数和探索新材料的重要性。
本期谷.专栏将分享这篇综述的摘要、研究背景、创新点与概述。
 论文链接:
论文链接:
https://www.sciencedirect.com/science/article/pii/S2772834X23000295
![]() 文章摘要
文章摘要
激光粉末床熔融(LPBF)已经在生产具有复杂形状和几何形态的实心和多孔金属零件方面取得了显著进展。然而,LPBF生产的零件通常存在缺陷(如孔隙率、残余应力和不完全熔化),这些缺陷阻碍了其大规模工业化商业化应用。LPBF过程涉及复杂的热传递和流体流动,熔池是该过程的关键组成部分。熔池稳定性是决定LPBF生产的金属零件的显微组织、机械性能和耐腐蚀性的关键因素。此外,由于LPBF过程的复杂性,对新材料开发和设计结构优化工艺参数存在极大挑战性。这需要进行大量的试错循环实验来最小化缺陷并增强性能。
本文综述了LPBF过程中熔池的行为,包括其影响和形成机制。文章总结了熔池实验结果和模拟,并回顾了影响其行为的各种因素,从而有助于更好地理解LPBF过程中熔池的行为。本综述旨在强调研究熔池轨迹和显微组织表征的关键方面,旨在从单轨道熔池和多熔池轨道的角度增强对合金粉末-加工过程-显微组织-性能之间关系的理解。通过确定研究单熔池和多熔池轨道的挑战和机遇,本综述可以有助于提高LPBF过程的进展,优化工艺窗口和产品质量优化,最终提高工艺参数的准确性和合金粉末的开发及应用效率。
![]() 研究背景
研究背景
与传统减材加工相比,LPBF增材制造工艺具有生产复杂金属零件的高潜力。这种工艺能够简化后加工工序,缩短生产周期,并最大化材料利用率。然而,不适当的扫描加工参数和粉末熔化不良的综合作用可能导致许多问题,这些问题可能会恶化机械性能并阻碍大规模工业商业化应用。例如,表面粗糙不良、孔隙缺陷、球化缺陷、局部熔化的粉末、不良微观结构、高残余应力以及层间粘接不良都是与不稳定的熔池状态有关的主要缺陷。LPBF工艺的复杂制造参数导致的熔池不稳定性是上述缺陷形成的主要原因。
目前,许多研究着重于研究熔池动力学和几何形态,通过最小化缺陷,如孔隙或裂纹,来改善机械和腐蚀性能。LPBF过程中快速加热和急速冷却可以显著影响熔池的稳定性。熔池状态是一个非常重要的因素,因为它对熔融粉末的凝固和层的固化产生了巨大影响,这影响着LPBF生产部件的最终质量。据报道,能量密度可以通过从扫描参数中热量和熔化所选体积的散粉的组合激光能量来估算。因此,扫描速度、激光功率、散粉层厚度和覆盖间距在最终产品的质量中起着决定性作用,所以需要进行深入研究以优化LPBF工艺。过高的能量通常是高激光功率、低扫描速度和小层厚度的组合,这可能导致高度波动的熔池,出现锁孔效应(材料蒸发)。相反,低激光功率加上大层厚度和高激光速度会产生不足的能量,这通常会导致高表面张力、未熔化的散粉和熔池不良润湿性(聚球和尺寸误差)。因此,研究人员和工程师需要高效、有效的方法来验证适用的处理加工参数并探索可用于LPBF加工产品的金属粉末。
![]() 创新点
创新点
(1)总结了LPBF制造和性能背后的科学和技术知识。包括对工艺参数的理解,如能量密度、扫描速度、激光功率、层厚、孵化空间、扫描策略和预热温度,以及对LPBF过程中熔池行为的认识。
(2)总结了钛合金、不锈钢、铝合金、镍基高温合金以及高熔点合金粉末的性质对于LPBF过程中熔池特性产生的重要影响,这些性质包括粉末类型、粒度、形态和化学成分。优化这些特性对于实现高质量的最终产品至关重要。
(3)分析了熔池是由激光创造的熔融区域,在决定熔融流体运动、生成的微观结构和性能方面发挥着至关重要的作用。因此,研究LPBF产生的单轨和多轨熔池的形成机制和稳定性,结合模拟和实验,有望提供消除缺陷、改善性能以及推进各种金属材料开发的解决方案和见解。
(4)在增材制造领域中,提出了LPBF存在的问题和需要克服的挑战,并评估了捕捉现场测量实时监测的重要性,展望了减少试错循环的完整模拟过程链。
![]() 文章概述
文章概述
1. LPBF 增材制造原理
图1展示了如何通过计算机辅助设计(CAD)软件构建模型并使用LPBF进行灵活的构造。在LPBF过程中,利用激光源有选择性地熔化粉末层,逐层堆叠并逐步固结每个固化的单层和部分重新熔化的熔池轨道。这种逐层堆叠和固结的过程将逐渐构建出最终的三维打印产品。
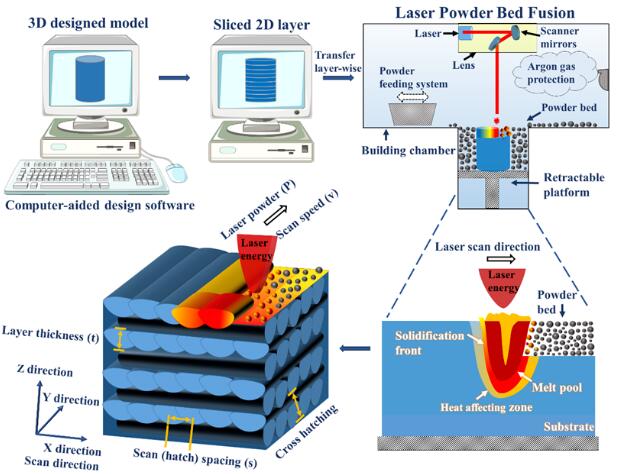 图1 示意图展示了激光粉床熔合(LPBF)过程,也称为激光选区熔化(SLM)
图1 示意图展示了激光粉床熔合(LPBF)过程,也称为激光选区熔化(SLM)
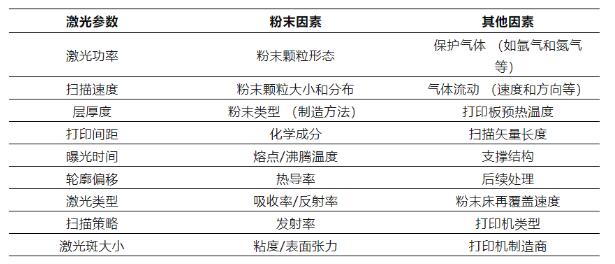
表1列举了相关因素可以显著地相互影响熔池模式、加热温度梯度以及冷却(固化)速率,例如激光功率和激光扫描速度,层厚、打印间距和扫描策略,粉末尺寸、润湿性和形态 ,以及其他影响熔池动态和稳定性的因素。
表格1 LPBF 制造零件的加工和致密机制受到一系列过程参数和材料变量的影响。
2. LPBF 熔池行为模拟
图2展示了LPBF过程中熔融和涡流流体流动的模拟结果。图2(a)显示了马兰戈尼对流现象,熔池中心区域的高温度导致表面张力降低,使得熔融金属沿着熔池自由表面向后流动,而激光能量的连续输入进一步推动向后流动,表现出潮汐般的行为并逆时针返回到熔池中心,这种流动碰撞剧烈,导致激烈的飞溅。图2(b)和(c)展示了激光点下表面的温度很容易达到沸点。反冲压力在液体表面上增加了额外的力量,在熔池中心创造了表面凹陷。马兰戈尼效应和反冲压力相结合,显着扩大了熔池的深度和表面积,这有助于由于额外的蒸发和表面热辐射而冷却液体流。然而,当熔池后部迅速冷却并坍塌(图2(d)),未逃脱的气泡或孔可能会形成并陷入熔池底部(图2(e))。
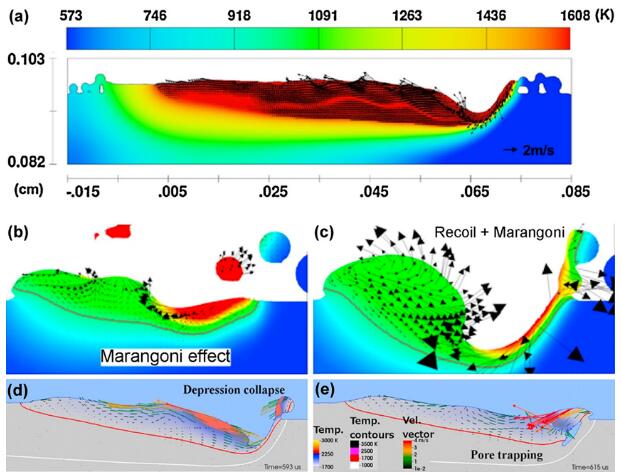 图2 熔池中的传热和流体流动模拟,展示了温度驱动的流体流动效应和孔隙形成
图2 熔池中的传热和流体流动模拟,展示了温度驱动的流体流动效应和孔隙形成
3. LPBF 熔池温度梯度
如图3所示,固化的熔池包括不同的微观组织,例如等轴晶粒、柱状枝晶、枝晶、胞状和平面晶粒。由于适度的温度梯度和凝固速率,胞状或柱状枝晶组织在传统加工金属合金中非常常见。温度梯度(G)和凝固速率(R)是影响熔池晶粒生长的两个关键热因素。晶粒生长的方向受温度梯度的影响,晶粒尺寸受凝固速率控制。图4展示了由于高温梯度和先前固化层的局部再熔,可以观察到LPBF制备的Ti-6Al-4V和Ti-6Al-4V+0.75wt.% TiC沿着构建方向生长并延伸到多个层次的柱状原始β晶粒。图5(a)展示了Al-Cu-Mg单轨道熔池,在熔池底部的等轴晶粒是由于G/R比值低,即在靠近基板处有更快的热传导和更高的凝固速率。在接近熔池上部边界(固-液界面)的区域可以看到形成的柱状晶粒(图5(c)),这是由于相对较高的G/R比值所致。图5(e)中的晶粒尺寸分布表明,大部分晶粒尺寸都小于约20μm(细小的显微组织)。
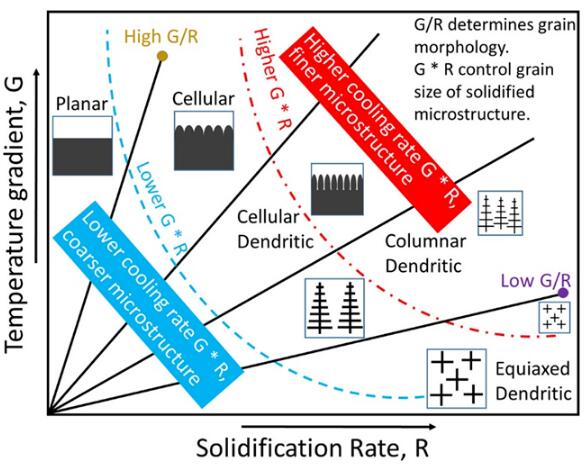 图3 温度梯度、固化速率以及所形成的微观组织晶粒尺寸和形态之间的关系。
图3 温度梯度、固化速率以及所形成的微观组织晶粒尺寸和形态之间的关系。
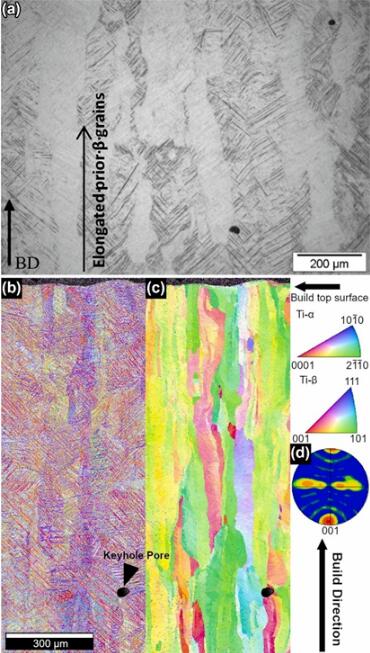 图4 LPBF制备的Ti-6Al-4V和Ti-6Al-4V + 0.75wt.% TiC 沿构建方向的显微组织。
图4 LPBF制备的Ti-6Al-4V和Ti-6Al-4V + 0.75wt.% TiC 沿构建方向的显微组织。
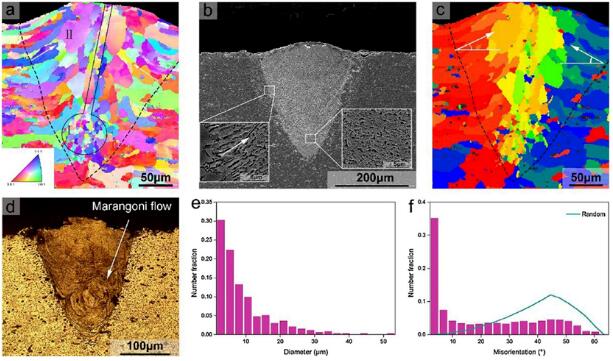 图5 LPBF制备的Al-Cu-Mg单轨道熔池的晶粒组织及取向。
图5 LPBF制备的Al-Cu-Mg单轨道熔池的晶粒组织及取向。
4. 单轨道熔池及优化
图6 展示了三种不同铝合金粉末的稳定区内的工艺窗口。结果表明粉末性质对单道熔池形成具有重要影响。Al-Si-10Mg(图6(a))具有比A357(图6(b))更大的加工工艺窗口。这可以解释Al-Si-10Mg的硅含量(~9-11wt.%)比A357(~6.5-7.5wt.%)高。由于铝的高反射性,激光功率吸收率仅为1μm波长的LPBF激光器的输入能量的约7%。而硅具有1414°C的熔点和相对较高的吸收率(约70%),有利于稳定的熔化过程。图6(c)表明将纳米颗粒(TiB2)加入Al-Si-10Mg中也会影响单道熔池的稳定性。因此,将陶瓷颗粒 (如TiB2)添加到铝粉中不仅可以提高机械强度,还可以增加激光能量的吸收,扩大了工艺窗口中的扫描速度范围。
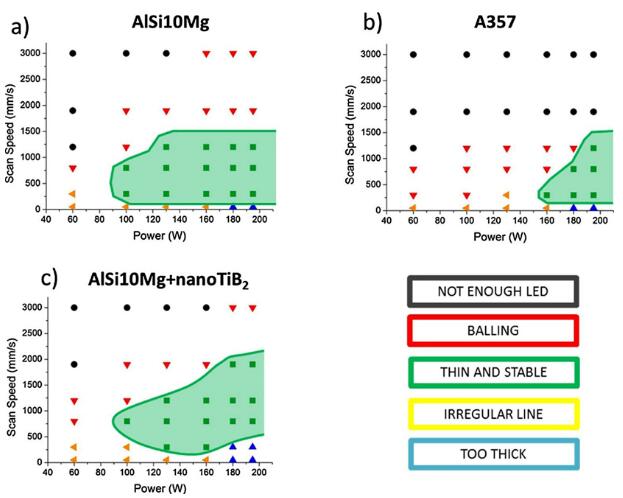 图6 Al-Si-10Mg, A357 和 Al-Si-10Mg+纳米TiB2 的优化工艺窗口。
图6 Al-Si-10Mg, A357 和 Al-Si-10Mg+纳米TiB2 的优化工艺窗口。
图7 展示了LPBF生产的Inconel 625合金,并表征了四种类型的单道熔池,即不连续的、半连续的、连续的和光滑的单道熔池轨道,不连续的单道轨迹由于不完全熔化而呈现出一系列的单个熔滴和高于90°的接触角(较差的润湿条件)。半连续的熔化轨迹是由于穿透深度较浅(横截面视图),其中由于熔池的不稳定性,形成了不连续的球珠熔池轨道。由于粉末完全熔化、良好的穿透深度和小接触角,形成了连续而稳定的熔化轨道。光滑的单道轨道是高激光能量的结果,它产生了一个锁孔形状的熔池并增加了熔池轨道宽度。因此,平衡的高激光功率可以促进镍基高温合金良好的润湿特性,实现稳定、连续和光滑的单道扫描轨道。
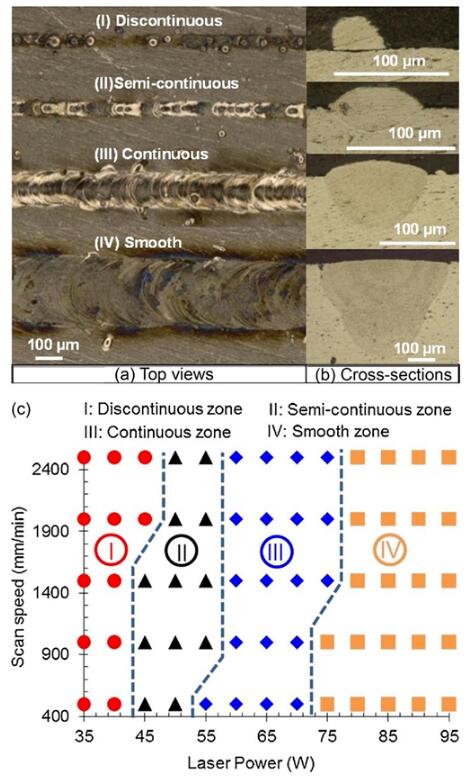 图7 LPBF制造的Inconel 625的单道特征及优化加工窗口。
图7 LPBF制造的Inconel 625的单道特征及优化加工窗口。
5. 多轨道熔池及加工参数影响
图8 展示了使用预合金Ti-35Nb 粉末制备的LPBF样品熔池形貌和微观结构。在图8(a)中,可以看到相对平滑和规则的扫描路径和熔池边界,表明熔化过程稳定。无孔隙和清晰的多熔池路径暗示了粉末完全熔化和重新凝固。扫描路径宽度(约105μm)接近100μm的扫描间距,证实了稳定的熔池条件。图8(c)展示了均匀重叠的熔池层,具有良好的结合和圆锥形熔池。在熔池重叠处没有发现裂缝或孔隙,这意味着优化参数可以产生高度微观均匀的样品。图8(d)显示出纳米级别的β柱状晶从熔池边界的低温梯度区域向熔池中心的高温梯度区域生长。这些发现表明在LPBF过程中使用预合金化Ti-35Nb粉末和优化参数可以获得具有稳定和均匀熔池的高质量样品。通过使用预合金化Ti-35Nb粉末,可以更容易地实现完全熔化。优化参数和能量密度也增强了微观结构均匀性和层间结合,这对于提高机械性能至关重要。
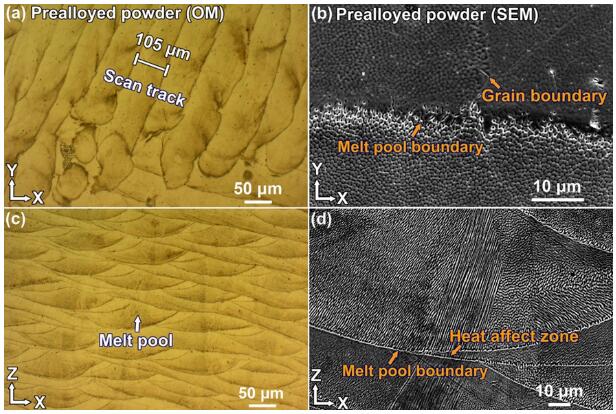 图8 使用预合金粉末制备的LPBF建造的Ti-35Nb合金的熔池形貌和显微组织。
图8 使用预合金粉末制备的LPBF建造的Ti-35Nb合金的熔池形貌和显微组织。
图9(a) 显示了利用不同激光功率制备的Ti-22Al-25Nb样品相对密度的变化。较低的激光功率(80 W)产生的能量不足,导致熔池的粘度较高,气泡被困在熔池中,导致相对密度较低。随着激光功率的增加,由于表面张力变低,气泡可以轻松从熔池中逃逸。最优化的激光功率为140 W,可以促进最大相对密度约99.93%。然而,超过最优值的激光功率进一步增加会导致密度降低。高输入能量会导致严重的溅射和蒸发,引起不稳定的熔流并增加孔隙率。具有最高相对密度的样品的孔隙特征进一步通过微CT进行了分析,结果如图9(b)所示。孔隙度结果与阿基米德相对密度测量一致。孔隙可以作为裂纹起始和传播,影响LPBF生产的钛合金的强度和疲劳寿命。因此,对多道熔池的研究以及各种工艺参数对其行为的影响对于实现高质量零件至关重要。
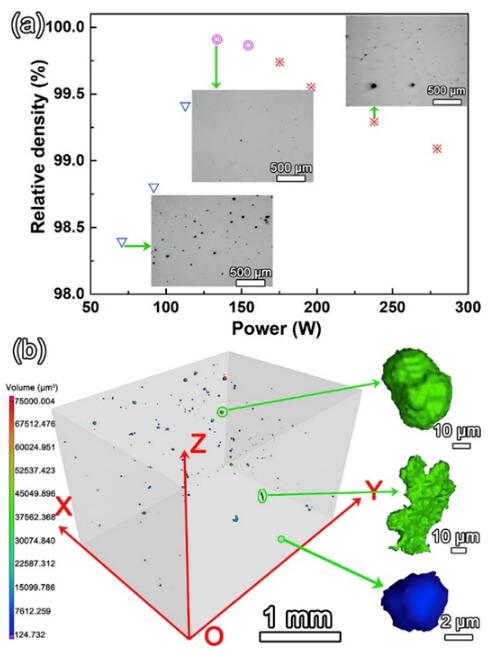 图9 LPBF生产的Ti-22Al-25Nb合金在不同激光功率下相对密度(孔隙)的变化和近全致密样品的孔隙CT扫描图。
图9 LPBF生产的Ti-22Al-25Nb合金在不同激光功率下相对密度(孔隙)的变化和近全致密样品的孔隙CT扫描图。
![]() 启示
启示
(1)本文讨论了LPBF熔池形成的两个方面:单轨道熔池和多轨道熔池。单轨道熔池分析探讨了各种工艺参数对单个熔池轨道形状和结构的影响。相比于多轨道熔池分析,单轨道熔池分析可以简化熔化和固化现象的复杂性,是开发工艺窗口和验证模型的更快速的方式。而多轨道熔池分析则研究了相邻或重叠的熔融轨道如何相互作用,从而影响流体流动、传热、孔隙度形成、残余应力和变形等方面。
(2)在LPBF中,对单轨道熔池和多轨道熔池的分析是理解不同工艺参数、扫描模式和粉末原料如何影响粉末熔化行为、熔融液流动以及孔隙度形成等关键问题的重要途径。
(3)尽管LPBF技术已经取得了重要进展,但仍面临许多挑战。例如,获取实时的熔池温度场、流体流动、相变、凝固行为和熔融液体的蒸发等参数信息仍然很困难。因此,优化工艺参数以实现一致性和减少缺陷的多熔池轨道,同时最小化残余应力和变形是至关重要的。此外,开发适用于LPBF的新材料和合金也是急需探索的领域。
(4)突显了加强模型验证在LPBF领域的重要性,通过熔池实验的反馈来提高模拟精度。要实现对LPBF过程的完全预测性模拟,需要将单个和多个熔池模型与其他用于模拟粉末层再覆盖、微观结构演变、残余应力和缺陷形成(如毛孔和变形)的加工模型相互联系起来。
(5)随着新材料和设计结构在LPBF过程中的应用,其复杂性不断增加,未来的重大挑战在于模拟从开始到完成的整个过程链。特别是,需要建立一个将粉末特性、制造参数、微观结构特性和材料性能在粉末-加工过程-微观结构-性能的序列中联系起来的关系模型。这种模拟方法可以帮助更有效地减少试错循环并评估整个过程中变化的效应。为了解决这个挑战,需要开发更加稳健和可靠的模型和方法。
原文:
Jin-Cheng Wang, Rui Zhu, Yu-Jing Liu, Lai-Chang Zhang. Understanding melt pool characteristics in laser powder bed fusion: An overview of single and multi-track melt pools for process optimization, Adv. Powder Mater. 2(2023)100137. https://doi.org/10.1016/j.apmate.2023.100137



(责任编辑:admin)

 Conflux Technology 获110
Conflux Technology 获110 通用汽车向Forge Nano投资
通用汽车向Forge Nano投资 华中科技大学:增材制造Si
华中科技大学:增材制造Si 赋能汽车、医疗等行业|TP
赋能汽车、医疗等行业|TP Amnovis利用3D打印技术制
Amnovis利用3D打印技术制 国产连续纤维3D打印开拓
国产连续纤维3D打印开拓 创想三维2023全球
创想三维2023全球 上海交大谷国迎教
上海交大谷国迎教 3D打印假体植入内
3D打印假体植入内 FRI:降脂油包水
FRI:降脂油包水 少年骨折后感染致
少年骨折后感染致 打出一片“新天地
打出一片“新天地

