�ൺ������ѧ��PDMS/SiC�����ݶȸ��ϲ���3D��ӡ���������ͷ�ṹ����빤�ղ����Ż�
ʱ�䣺2023-03-15 10:26 ��Դ���ൺ������ѧ��е ���ߣ�admin �Ķ�����
ͨ��3D��ӡ�����Ʊ������ݶȸ��ϲ��ϣ���Ҫ��������ͷ��ӡ�͵���ͷ��ӡ��Skylar⁃Scott�����ö���ͷ��ӡ𤵯��īˮ�Ʊ��ݶȽṹ�������������ö���ͷ��ӡPDMS/SiC�����ݶȸ��ϲ��ϣ�����ͷ��ӡ����ǰ���Ʋ�ͬŨ�ȵIJ��ϲ���������ӡ��ͷ�У�������������ӡ��ͷ֮�����ϲ�Ƶ���л�������ͷ��ӡ����������ϴ�ӡ��������ϴ�ӡ2���Ʊ���ʽ��������ϣ���̬��ϣ���ӡ���������ͨ��������ʽ�����ָ���졢Ť������������֮����ںϡ�Idaszek�Ⱥ�Zhou�����ñ�����ϴ�ӡ�Ʊ��˵���ˮ�������ϲ��ϡ�������ϴ�ӡ�����ܹ��������������ϵĻ�ϣ���������ϵ��Ȳ����������ֻ�ϲ����ȵ����⣬����Ӱ����ϵĻ�ϼ�ʹ�����ܡ���Խϸ��Ȳ��ϣ�ͨ��������Ͻ��д�ӡ�����ý�Ҷ���ݸ˵Ľ������ã�������Ч���ƻ��Ч������߹���Ч�ʡ�Ren������������ϴ�ӡ��ʹ�ýϸ��ȵ������������졢����ɫ�����ϣ��Ʊ��˾����ݶȽṹ�Ĺ��ܲ��ϡ����ڸ��ȸ��ϲ��ϵĻ��Ч�ʼ�Ч���д���һ����ߡ�
PDMS��Һ�����ȸߡ��ӹ����Ρ���ѧ�����ȶ��������ص㣬Ӧ�÷�Χ�㷺�����������ء�����ҽ���ȷ��棻SiC��ĩ���������ܽ�ȸߡ��۸���˵��ص㣬�������ͻ���ĥ���ϣ�PDMS��SiC���Һ�ǵ��͵ĸ��ȸ��ϲ��ϡ�������PDMS��SiC�����Ϊ���������1�����ڴ�ӡ���ȹ����ݶȸ��ϲ��ϵ�˫���������ݸ˽ṹ���������ͷ��̽���ṹ�������ղ����Ի��Ч����Ӱ����ɡ�
��ͷװ�����������̣���ѡ��
���������ͷװ��
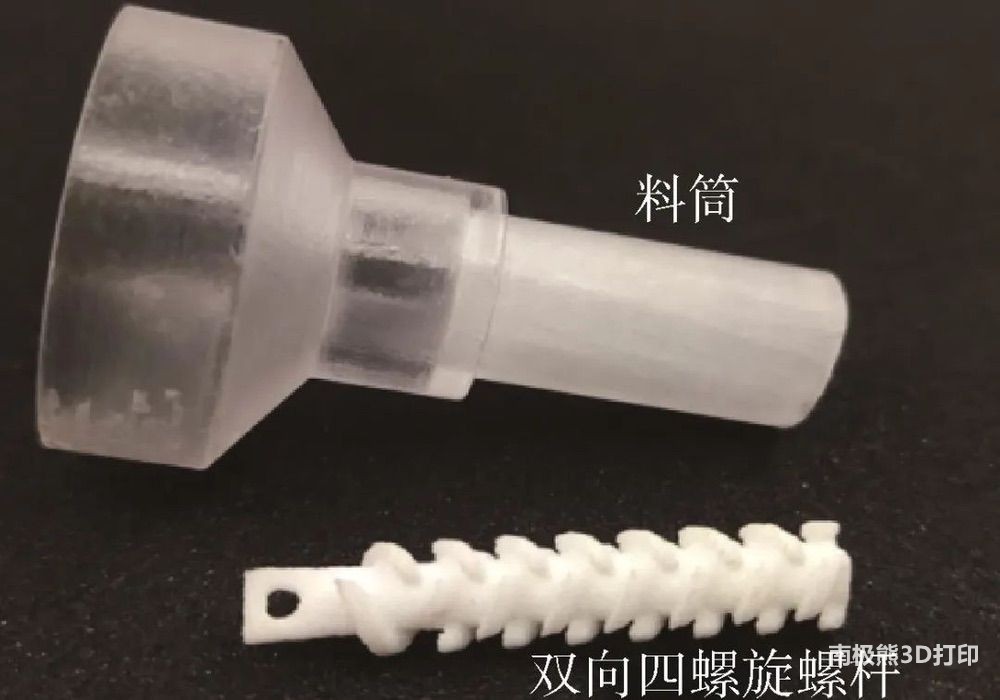
���������ͷ��ӡװ�����ŷ�����������ᡢ���������ݸˡ�����ǻ�������ã�1��2��������Ͳ��1��2������ӡƽ̨����ڣ�1��2������ӡ��ͷ�����ڣ��Ȳ������ɣ���ͼ1��ʾ���������װ�ù���ʱ�����ͨ���������������ᣬ��Ť�ش��ݸ��ݸˡ��������ƶ����ϣ��ֱ���������˵���ڼ��룬���ݸ˳�ֽ����ϺӴ�ӡ��ͷ������
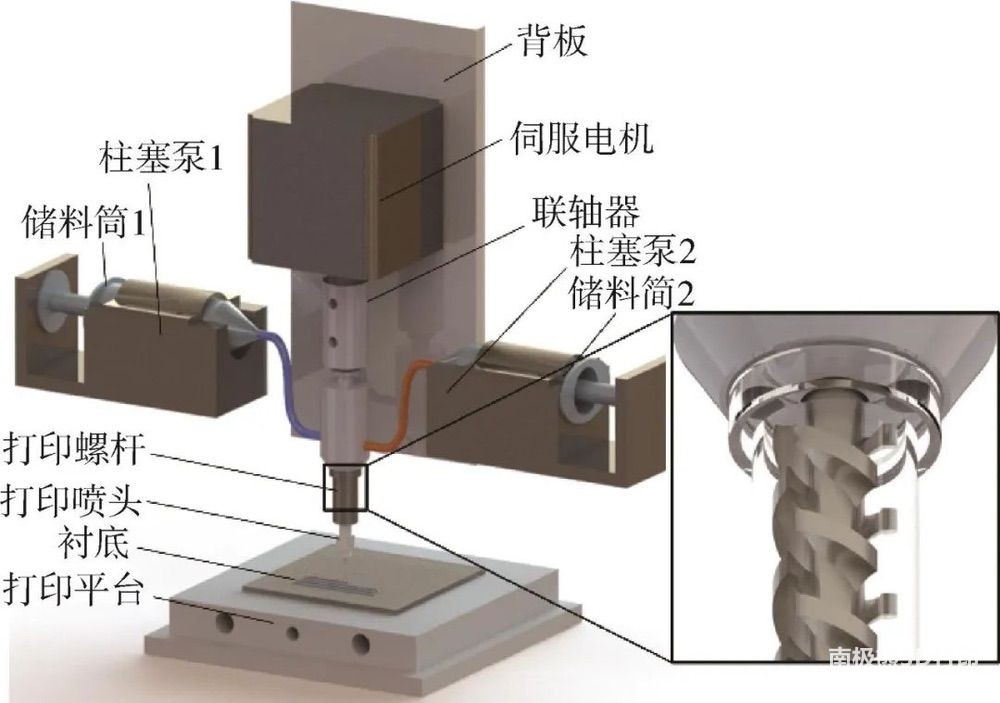
ͼ1 ���������ͷװ��
��ģ���������ʱ2�ֲ��ϴ�����������룬������ǻ���ݸ˳�ֽ����Ϻ����������IJ����ɼ�Ϊ����ǻ���ݸˡ����ڡ���ڡ�����2�����ֱ����ͬ�����ֱ��Ϊ2 mm������ֱ��Ϊ0.5 mm���Ժ��IJ������н�ģ�����䵼��workbench��Fluid Flow��Fluent���У�����������ij�ȡ����ģ�ͼ���meshģ�飬�����ٽ��ȣ������ٽ���϶�������˲�������������������ģ���������������Խ�С������������ϸ��ӣ���˲����DZ߽�㣬����������ܵķ�ʽ���ﵽĿ�ģ����������������
�������
��������ǽ�����ģ��ת��Ϊ��ѧģ�ͣ��Ըù����еIJ������ԡ��߽������������桢��ⷽ�������м��㲢�Խ���������������÷������ʱ�迼�������������������ٶ�ֵΪ-9.81����ѡ�����ģ��ʱ���������������������ڸ��Ӽ����������⣬��Realizable��k⁃epsilonģ�;��кܺõ��������ʺ���Խϵ͵��ڴ�Ҫ�����ѡ��Realizable��k⁃epsilon����ģ�͡������˶���ʽѡ�ο�ϵģ�ͣ����书����ȫ�����������˶�ֻ��Ҫ�����˶������ٶȺͱ����ٶȡ���������С����Ч�ʸߣ����Ծ�ȷ�����˶����������ʱ�䲽����ʱ�䲽������������������ʼ��֮���з�����㡣
�ṹ�����Ի��Ч����Ӱ��
ͨ������������ȷ�����������ͷ�ݸ˽ṹ����һ��̽���ýṹ���ȡ���϶�Ƚṹ�����Ի��Ч����Ӱ�졣���У�ת��Ϊ60 r/min������ٶ�Ϊ1 mm/s������ڲ��������Ϊ1/1��
2.1��ͬ�ݸ˽ṹ�Ի��Ч����Ӱ��
4�ֳ����߶Ȼ�Ͻṹ����������ͼ2��ʾ��aΪ�������ṹ��bΪ����˫�����ṹ��cΪ�����������ṹ��dΪ˫���λ˫�����ṹ�����У��ݸ˳���Ϊ16 mm���ݸ���ǻ��ĵ����϶Ϊ0.3 mm���������еĽ�����״����������������������1��˫���������ݸ˽ṹ��e����
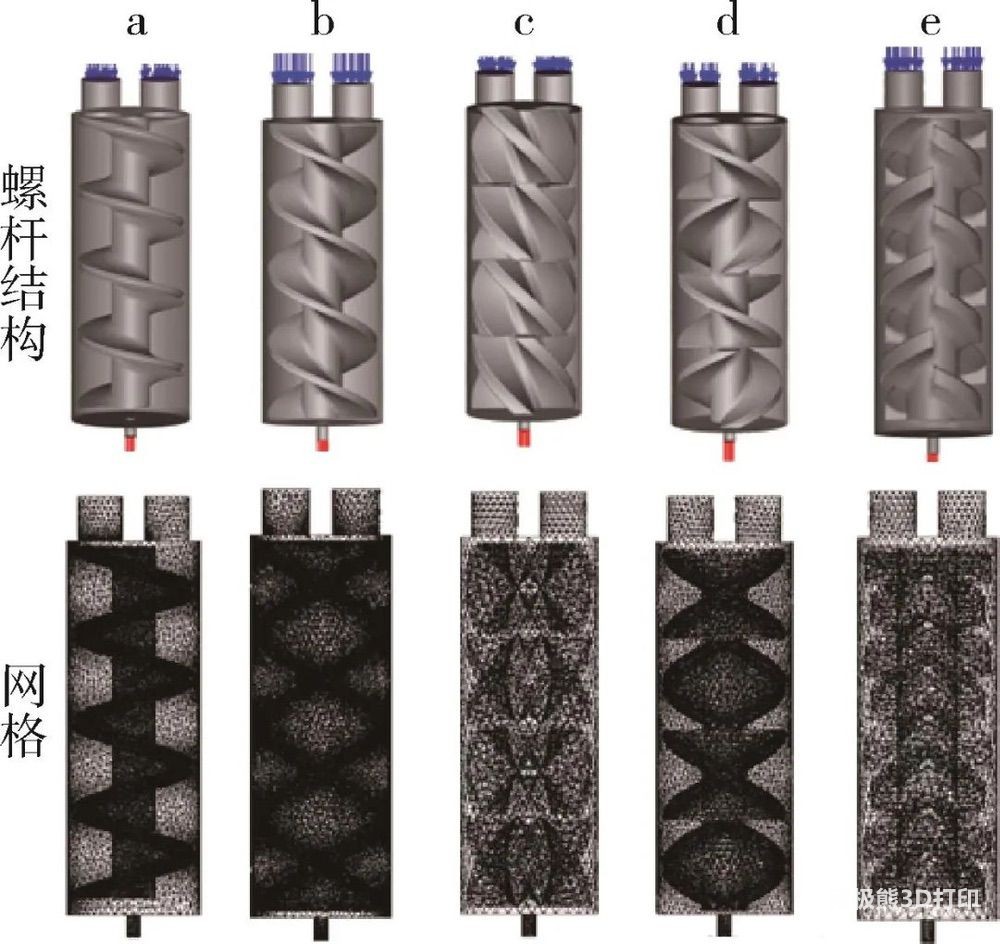
ͼ2 �ݸ˽ṹ������
�ֱ��5�������ṹ���з��棬�ó������ͼ����ͼ3��ʾ������aΪ�������ṹ��bΪ����˫�����ṹ��cΪ�����������ṹ��dΪ˫���λ˫�����ṹ��eΪ˫���������ṹ�����У��ݽ���ɱ�ʾ������Ч�����������ڴ�λ�����ܷ�ӳ���ջ��Ч�������ȡÿ�ֽṹ���ݽ����뿿�����ڴ��������й۲졣
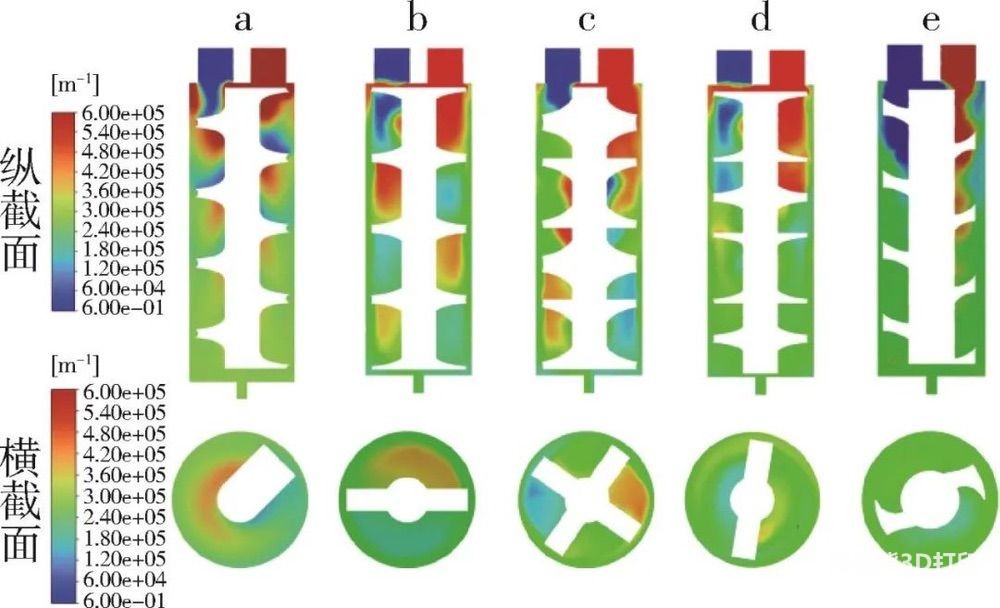
ͼ3 �����ݸ��ݽ��桢���������ܶȻ����ͼ
ͨ�������Ա�ͼ3���ݽ�����ͼ�еĵ���˫��ṹ���ɿ���˫��ṹ�Ļ��Ч���ձ����ڵ���ṹ����˫��ṹ��Ͼ������賤��Ҫ��1~2���ݾࡣ�ڻ�Ͼ��ȵ�ǰ���£��ݸ�Խ�̣�ǻ�����ԽС�����Ч��Խ�ߡ�˫��ṹ��d��e��֮����бȽϺ���ϸ�Ϊ���ȣ�˫���������ṹ�������ݸ˳��������屻�и�����������࣬��ϸ�Ϊ���ȣ����ѡ��˫���������ṹ��
2.2��ͬ�ݸ˳��ȶԻ��Ч����Ӱ��
�ݸ˳�����Ӱ����Ч����1����Ҫ���ء�Ϊ̽����ͬ�ݸ˳��ȶԻ��Ч����Ӱ�죬�ֱ�ѡȡ8��12��16 mm�����ݸ˽��з����������ͼ4��ʾ�������ݾ�Ϊ4 mm���ݸ���ǻ��ĵ����϶Ϊ0.4 mm���ԱȲ�ͬ�����ݸ���4 mm���������Ч�����ݸ��ܳ���Խ�������Ч��Խ�ã�ͨ���������ڲ�������֪������ͬ�ݸ˽ṹ�£��ݸ˳���Խ��ǻ������Խ���ڲ���������״̬Խ���ӣ����Ч��Խ�á��ܳ�8 mm�ݸ���ĩ�˻�ϲ����ȣ��ܳ�12 mm��16 mm�ݸ�ĩ�˻�Ͻ�Ϊ���ȡ�Ϊͬʱ�����Ͼ��ȼ�������Ӧ����Ҫ�����ܼ�С��ǻ��ߴ磬ѡ���ݸ˳���Ϊ12 mm��
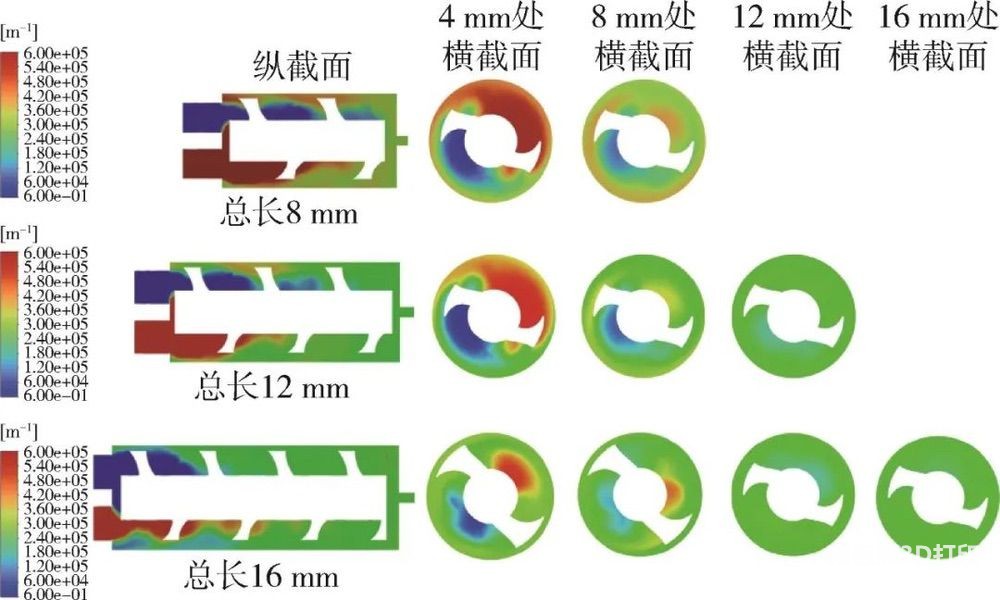
ͼ4 ��ͬ�ݸ˳����µĽ����ܶȻ����ͼ
2.3ģ�������������������Ż�
�ݸ���ǻ��ļ�϶��Բ��ϵĻ��Ч����ǻ���������Ӱ�졣ǻ���ھ����ݸ�����⾶�����϶�æձ�ʾ���յ����ֵ���˹�����������Ͻ���Ӽ�϶ֱ��������Ӱ����Ч������ˣ�ȡ��϶�ֱ�Ϊ0.2 ��0.4��0.6��0.8 mm����̽����������ͼ��ͼ5��ʾ��ͨ���Ա�ͼ5��֪��4�ֲ�ͬ��϶�Ļ��Ч����0.2 mm��Ϊ���ȣ�0.4��0.6��0.8 mm�ϲ��ˣ�ѡ���ݸ���ǻ���ڱڵļ�϶Ϊ0.2 mmʱ�����Ч�ʸ���ǻ�������С��
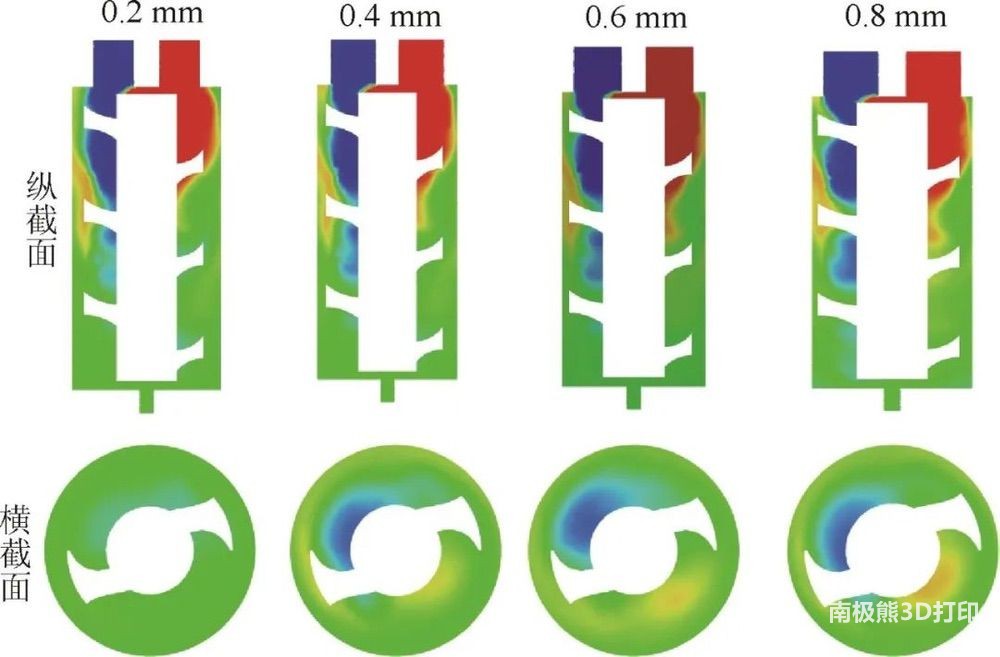
ͼ5 ��ͬ��϶�µĽ����ܶȻ����ͼ
��̽�����������ͷ�ݸ˽ṹ�Ի������Ӱ������У��Բ�ͬ�ݸ���״����ͬ�ݸ˳��ȡ���ͬ��϶�����ؽ��з�����ѡ��˫���������ݸ˽ṹ����ȷ���ݸ˳���Ϊ12 mm����϶Ϊ0.2 mm��
���ղ����Ի��Ч����Ӱ��
ȷ�����������ͷ���ݸ˽ṹ���������һ��̽��ת�١�����ٶȵȹ��ղ����Ի��Ч����Ӱ����ɣ��Լ��ڲ�ͬ��������µĻ���Ƿ���ȡ�
3.1ת�ٶԻ��Ч����Ӱ��
ת�٣��������ٶȣ���Ӱ����Ч����1����Ҫ���ء�ת�ٹ�������ϴﲻ��Ч����ת�ٹ��죬���ݸ�ǿ�ȡ�������ʵ�Ҫ����ߡ�Ϊ����ѡȡת��ֵ��ȡ0��30��60��90��120 r/min��ͬת�٣���ͼ6��ʾ���Ի��Ч�����з������̽���������������1 mm/s������ڲ��������Ϊ1/1������ͼ6�ݽ���Ļ����ͼ�ɵã�ת��Խ���Ч��Խ�ã���ת��Ϊ0 r/minʱ�����Ч���ϲ��30 r/minת���£���������������֣����Ч�ʴ������������ת�١�60 r/minʱ���Ѿ��Ȼ�ϣ����ʵ�ʴ�ӡ��ת��Ӧ������60 r/min���ݸ�ת��Խ�죬������Ť��Խ���ݸ�ǿ��Ҫ��Խ�ߣ������ת���ݸ����ܽϴ�������Ħ������������Ӱ��PDMS���ܣ�Ϊ�����������⣬�ۺϿ���ѡ���ݸ˵�ת��Ϊ60 r/min��
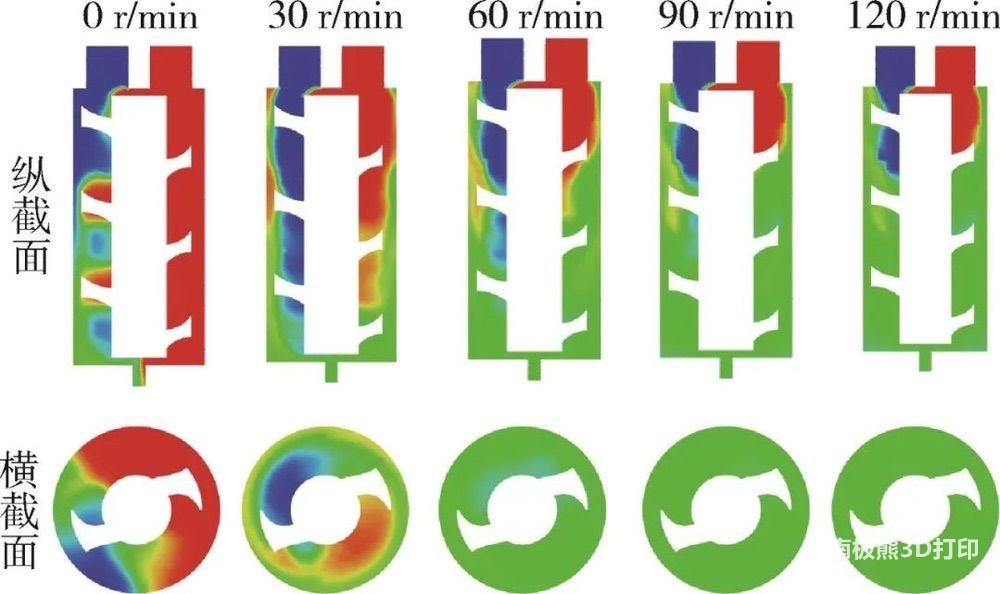
ͼ6 ��ͬת���µĽ����ܶȻ����ͼ
3.2����ٶȶԻ��Ч����Ӱ������ٶ���Ӱ����Ч������һ����Ҫ���أ���ʵ��ģ�����������ƶ���Ͳ�������ϣ�����ģ���в����ٶ���ڡ�ѹ�����ڵķ�����ʽ������ٶȾ��������ڻ��ǻ��ͣ����ʱ�估���Ч�ʡ��ֱ�Ϊ����ٶ�Ϊ0.5��1��2��4 mm/sʱ�Ļ����ͼ����ͼ7��ʾ����������ڲ��������Ϊ1/1������ͼ7���Եó�������ٶ�Խ�������Ч��Խ�á�����ٶ�Խ����������ǻ����ͣ��ʱ�����ӣ����屻�и�����Ĵ���Ҳ��֮���ӡ�������ٶȵͣ���ӡ�ٶ�Ҳ��֮���ͣ���ӡʱ�����ӡ���ˣ���Ҫ��������Ч����ǰ���¾������������ٶȡ��ۺϿ��ǣ�ѡ������ٶ�Ϊ1 mm/s��
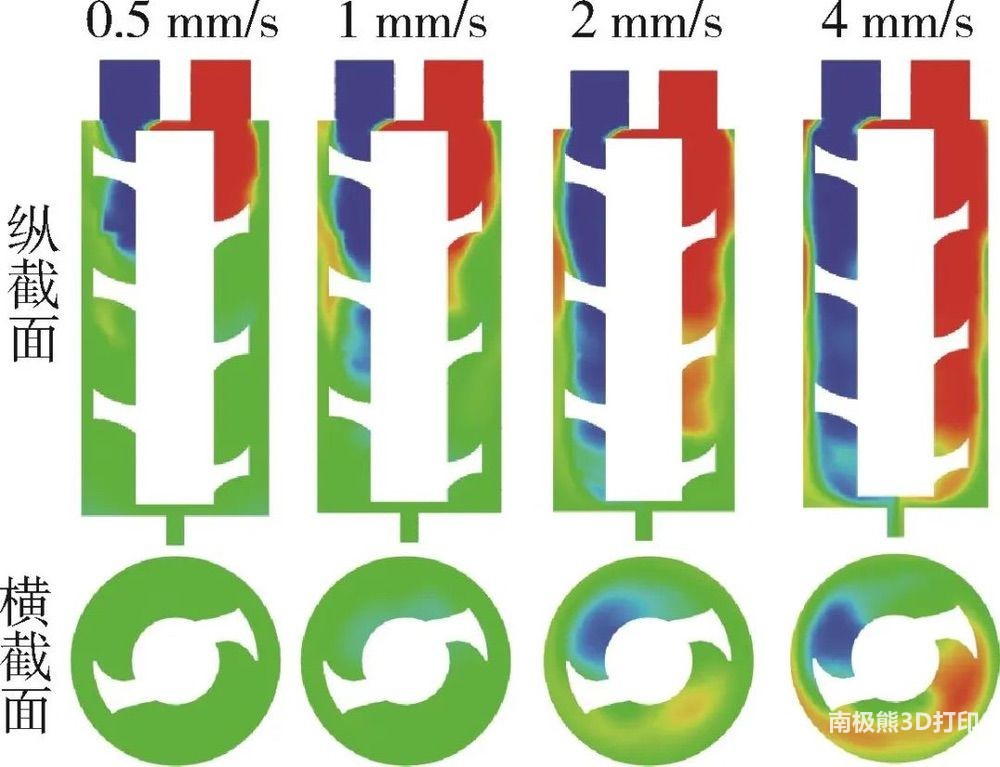
ͼ7 ��ͬ����ٶ��µĽ����ܶȻ����ͼ
3.3��ͬ��������µĻ��Ч����������Ϲ����У�Ϊȷ����λʱ���ڴ�ӡ�ļ�������ͬ�����������֮����Ϊ��ֵ�������1���������ӣ�����٣������2����������Ҫ��Ӧ���٣������ӣ��������������ֵ�ʸ���ء���������ֵһ��ʱ����ͬ��������µĻ��Ч���Ƿ������ӡҪ����Ҫ��һ��̽����
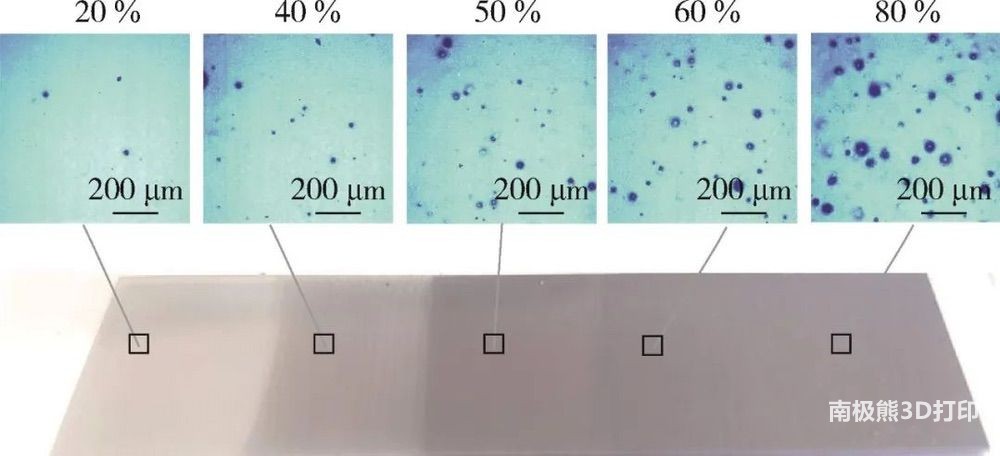
ǰ��̽��2�ֲ�����ڱ�����ͬ�µĻ��Ч����������1��100 %PDMS���Ͳ���2��50 %PDMS+50 %SiC���Һ����ռ�����50 %����̽������1�������Ϊ20 %��40 %��50 %��60 %��80 %��������¹۲���������ֱ�۲��ݽ�����ͼ���������ͼ������ϱȵ���ɫ�ף���ͼ8��ʾ�����У��ڲ�ͬ��������£���Ͼ��Ⱥ��Ũ�Ȳ�ͬ����ͼҲ�����ֲ�ͬ��ɫ��ͨ��ͼ8�۲쵽����������µĻ�Ϻ������ͼ�����ɻ�Ͼ��ȣ�֤��˫���������ݸ˽ṹ�ڴ˽ṹ�����빤�ղ����£����Ի�ϲ�ͬ�����IJ��ϣ��������ڽϴ����Ũ�ȷ�Χ�ڽ�����Ч��ϡ�
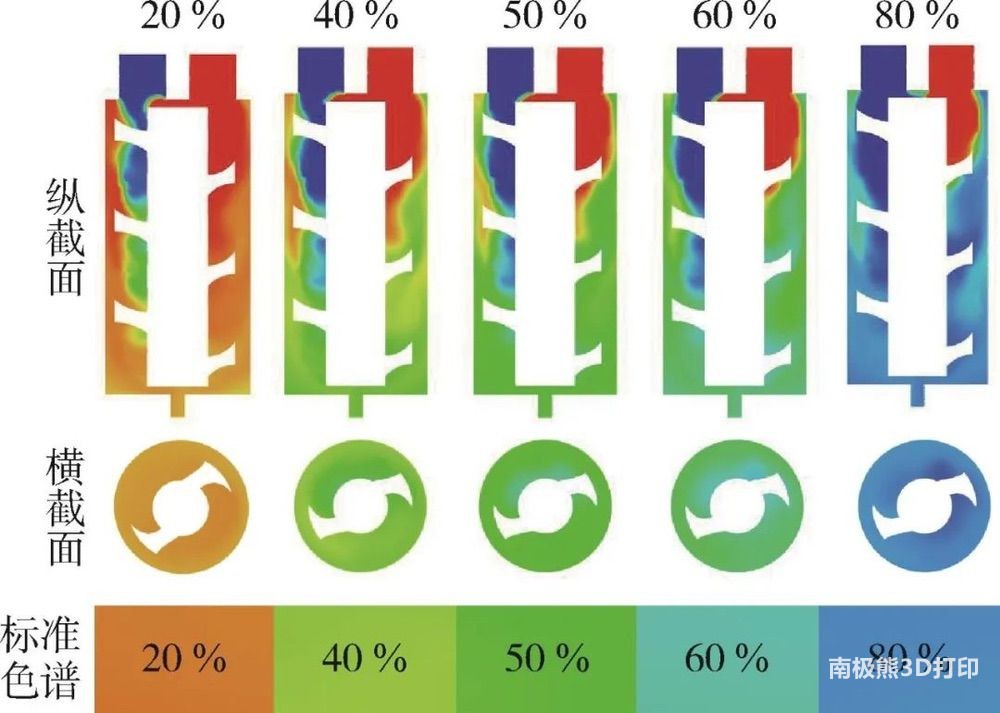
ͼ8 ��ͬ��������µĽ����ܶȻ����ͼ����ɫ��
������֤�ݸ˽ṹʵ��ͼ��ͼ9��ʾ����PDMS�̻�����10/1��������ȫ��ϣ�����Ϻ��PDMS�ֳ�2�ݣ�1����Ϊ����1���ã���һ�ݺ�SiC��1/1��������ȫ�����Ϊ����2����2�ݲ��Ϸ�����ո����䣬��ճ�ȡ30 min�����Ϲ����������б��á�
ͼ9 �ݸ˽ṹʵ����Ƭ
ʹ��Solidwork����ͼ�Σ������stl��ʽ������Simplify 3D�н�����Ƭ���������ô�ӡ����0.5 mm����ͷ�ƶ��ٶ�10 mm/s����ͷ�����ٶ�1 mm/s��ʼ��ӡ����ӡ�����ݶ�������ͼ10��ʾ��������ӡ����Ϊ�����ң����ϼ��������в���1������������ӣ��ֱ�Ϊ20 %��40 %��50 %��60 %��80 %��ͨ�����������۲쵽�ṹ�в�ͬ���SiC�����ֲ����ȣ���֤�˸ýṹ�ܹ�ʵ�ָ��ϲ��ϵ���Ч��ϡ�
ͼ10 ��ӡ������������ò
������1��ͨ����������Ա��˶����ݸ˽ṹ�Ļ��Ч���������1��˫���������ݸ˽ṹ���������ͷ������Ч���PDMS/SiC���ȸ��ϲ��ϣ������������������ݸ˳��ȡ��ݸ���ǻ���ھ���϶�Ƚṹ�����Ի��Ч����Ӱ�죬�ó�1����Ч����Ч���Ľṹ�������ݸ˳���Ϊ12 mm���ݸ���ǻ���϶Ϊ0.2 mm���Ի�Ϲ�����ת�١���������ٶȵȹ��ղ����������Ż���ȷ����ת��Ϊ60 r/min������ٶ�Ϊ1 mm/s�ȴ�ӡ������ͬʱ��������˸����������ͷ��Բ�ͬ�������µĸ��ϲ��Ͼ��ɻ�Ͼ��ȡ�
��2��ͨ���Ʊ���������֤��˫���������ݸ˽ṹ�ṹ�ܹ�ʵ��PDMS/SiC�����ݶȸ��ϲ��ϵ���Ч��ϡ�
(���α༭��admin)

��һƪ���й���ѧԺ�Ϸ����ʿ�ѧ�о�Ժ��t�����飺��3D��ӡ�����������������Ʊ�
��һƪ��AI����Ӧ�õ���ͼ��ģ��3D��ӡģ����������
��һƪ��AI����Ӧ�õ���ͼ��ģ��3D��ӡģ����������
 Conflux Technology ��110
Conflux Technology ��110 ͨ��������Forge NanoͶ��
ͨ��������Forge NanoͶ�� ���пƼ���ѧ����������Si
���пƼ���ѧ����������Si ����������ҽ�Ƶ���ҵ��TP
����������ҽ�Ƶ���ҵ��TP Amnovis����3D��ӡ������
Amnovis����3D��ӡ������ ����������ά3D��ӡ����
����������ά3D��ӡ������������
- ��ȫ3D��ӡ����+�ɽ���ܣ�����뵼��
- ������3D��ӡ���ɿ��ٽ���̼��ά���ӻ��
- ���й������ڶ����̾�ȡ�����ͽ����벻��
- ����һɽ�����ݶ����������û�ȫ����
- ����ʮ�˹���һ�仨����һ�����Ф������
- ��������������������������������
- ������ɽ��ˮ����һ�����Ф�����������
- ����С����ѵ���ɣ����������ӵܡ���
- ��������������һ�����Ф�����������
- �����Ź���ϲ����ʲô��Ф�����������ʵ
 ������ά2023ȫ��
������ά2023ȫ�� �Ϻ�����ȹ�ӭ��
�Ϻ�����ȹ�ӭ�� 3D��ӡ����ֲ����
3D��ӡ����ֲ���� FRI����֬�Ͱ�ˮ
FRI����֬�Ͱ�ˮ ������ۺ��Ⱦ��
������ۺ��Ⱦ�� ���һƬ�������
���һƬ��������ȵ�����
- ������������ϲ��꣬���º�˳һ�Ÿ�����
- �������˿���һ�߸�����һ��ȷ��Ф������
- �����˶�֮�š���һ��ȷ��Ф�����������
- �����������������룬һ����ɫ����һ����
- ����С�Ŵ��á���ʲô��Ф������ʵ
- ����������֪����һ�����Ф��������
- �����������Ҳ��������ȳ����
- ����ɽ��������㡱��һ�����Ф���
- ��������Գ���뻢������ʲô��Ф�������
- ����������ս����һ���ȷ��Ф�����


