基于增材工艺的航天关键零部件整体轻量化设计:增材制造产业联盟发布的典型应用场景
2022年8月,工业和信息化部发布了《首批增材制造典型应用场景名单》,经过地方推荐、专家评审、社会公示等程序,形成了首批增材制造典型应用场景,共有工业、医疗、建筑、文化等领域的36个优质应用场景入选。
为加快增材制造先进技术与装备应用推广,中国增材制造产业联盟设立“增材制造典型应用场景案例专栏”,从需求痛点、案例介绍、技术先进性、应用成效、下一步计划等角度立体展示优秀成果案例。
近日,增材制造产业联盟发布了其中的“基于增材工艺的航天关键零部件整体轻量化设计” 应用场景,阐明了增材制造技术所解决的需求痛点。

![]() 背景概述
背景概述
(一)需求痛点
面对新的国际形势和军事战略环境,航天武器性能要求越来越高,装备的轻量化、整体化、集成化需求更为紧急与迫切。当前,由于受限传统制造方法工艺可达性的约束,航天飞行器关键零部件产品结构减重越来越难,为了追求更轻的减重目标,其结构越来越复杂,传统制造成本极高,甚至无法制造,已严重制约了高性能新型航天飞行器研制。
(二)解决方案
激光选区熔化增材制造技术作为最具前景的增材制造技术之一,直接从数字化模型制造零部件,理论上可实现任意复杂结构制造,如传统制造工艺难以制造的点阵、蜂窝和随形流道等复杂的创新结构,如图1所示,为航天飞行器结构轻量化、热防控等功能需求提供了切实可行的技术途径。
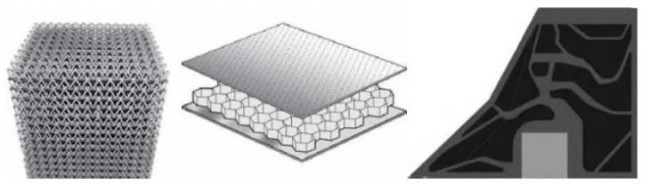 图 1 增材制造创新型结构(a)点阵结构(b)蜂窝结构(c)拓扑结构。
图 1 增材制造创新型结构(a)点阵结构(b)蜂窝结构(c)拓扑结构。
![]() 案例―点阵+蒙皮整体轻量化舵面
案例―点阵+蒙皮整体轻量化舵面
(一)案例描述
舵翼类产品是航天飞行器稳定控制系统的执行机构,实现飞行器稳定飞行及机动的重要部件。其结构轻量化程度不仅影响飞行器机动性和响应速率,还对舵机系统输出功率有重要影响。舵翼类产品随着制造工艺技术的不断进步,从最初的实心板式舵翼到目前主流的骨架蒙皮式翼舵,如图2所示,其轻量化水平逐渐提高。
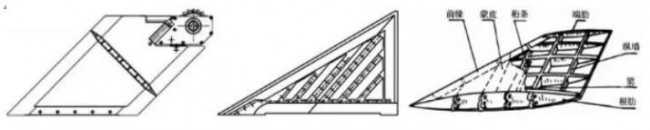 图 2 舵翼产品形式(a)整体夹芯式舵翼(b)加强翼肋夹层结构舵翼(c)骨架蒙皮结构舵翼。
图 2 舵翼产品形式(a)整体夹芯式舵翼(b)加强翼肋夹层结构舵翼(c)骨架蒙皮结构舵翼。
针对舵翼类产品轻量化迫切需求,采用了点阵+蒙皮整体轻量化结构,实现舵翼产品的创新型设计与制造,舵翼产品内部采用点阵结构填充,外面为气动外形薄壁蒙皮结构,点阵和蒙皮为整体结构,直接整体增材制造成形。
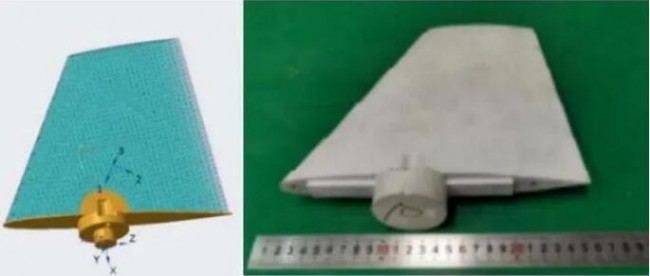 图 3 铝合金点阵+蒙皮整体轻量化折叠空气舵实物
图 3 铝合金点阵+蒙皮整体轻量化折叠空气舵实物
点阵+蒙皮整体轻量化舵面采用激光选区熔化成形技术,产品制造装备为西安铂力特公司的BLT-S300型激光选区熔化成形装备,最大可成形尺寸为250×250×400mm3,如图 4(a)所示;以及上海探真公司的TS320型激光选区熔化成形装备,最大可成形尺寸为320×320×420 mm3,如图 4(b)所示。
 图 4 激光选区熔化成形设备(a)BLT-S300 型 (b)TS320 型。
图 4 激光选区熔化成形设备(a)BLT-S300 型 (b)TS320 型。
(二)技术水平及先进性
一是铝合金点阵+蒙皮整体轻量化折舵面较实心舵面减重65.5%,舵翼结构减重明显。二是在给定面载荷下最大等效应力小于屈服应力,且优化后其绕转轴的转动惯量减小65.4%,效果明显。三是通过内部点阵结构的设计,如晶胞结构、布局优化等可实现舵翼质心的自由调节,减少配重使用,甚至可以完全替代传统配重块调节。四是工艺简单,制造周期缩短,成本降低。点阵+蒙皮整体轻量化舵翼结构可直接激光选区熔化整体成形,无需蒙皮焊接和焊缝检测等工序。
![]() 应用推广成效
应用推广成效
该类点阵+蒙皮整体轻量化舵翼产品已通过了静力、展开和挂机飞行展开试验考核。目前,已稳定为某几个飞行器型号每年配套100余件,有力支撑了型号的研制。
![]() 下一步提升及推广
下一步提升及推广
目前,基于增材制造技术,通过点阵结构设计与制造已实现了舵翼类产品的轻量化。后续将进一步通过新材料和创新微结构设计在舵翼类产品阻尼性能的防颤振,以及通过微流道结构在舵翼类产品防隔热等功能性提升方面开展工作,进一步提升舵翼类产品功能性指标。该类产品具有很好的推广应用前景,尤其是未来武器装备隐身和大机动要求,型号小型化、轻量化需求更加迫切,其推广价值更大。
撰写单位:上海航天精密机械研究所
文章来源:中国增材制造产业联盟
(责任编辑:admin)

 Conflux Technology 获110
Conflux Technology 获110 通用汽车向Forge Nano投资
通用汽车向Forge Nano投资 华中科技大学:增材制造Si
华中科技大学:增材制造Si 赋能汽车、医疗等行业|TP
赋能汽车、医疗等行业|TP Amnovis利用3D打印技术制
Amnovis利用3D打印技术制 国产连续纤维3D打印开拓
国产连续纤维3D打印开拓 创想三维2023全球
创想三维2023全球 上海交大谷国迎教
上海交大谷国迎教 3D打印假体植入内
3D打印假体植入内 FRI:降脂油包水
FRI:降脂油包水 少年骨折后感染致
少年骨折后感染致 打出一片“新天地
打出一片“新天地

