�й���Ժ�������������������켼��������ƣ�����ƿ����ѺϽ�
�й���ѧԺ�����о����������Ͽ�ѧ�����о������Ź�ƽ�о��Ŷ�ͨ���Ծ��в�ͬ����֯�ļ��������������TA19�ѺϽ�ƣ��������չ��ʵ���о������ƣ��������չ��Ϊ���Ƭ�����״�¾���Ľ��������Լ���״������������ڲ���Ƭ�㳤��ȡ��Ӱ������ۼ��㣬����������������TA19�ѺϽ�ƣ��������չ����������֯�ṹ��Ʒ����ʹ�ӡ���β��ԡ�ƣ��������չ������3D��ӡ���ղ������������ѺϽ���״������������ϵ�ķ���Ϊ�����������켼��������ƣ��������չ�����ѺϽ��ṩ����˼·��
��ع����ԡ�Toward developing Ti alloys with high fatigue crack growth resistance by additive manufacturing��������Journal of Materials Science & Technology (132 (2022) 166�C178)�ϡ��й���ѧԺ�����о�����ʿ�о�������Ϊ��һ���ߣ��Ź�ƽ�о�ԱΪͨѶ���ߡ�
 �������ӣ�
�������ӣ�
DOI��10.1016/j.jmst.2022.06.011
![]() �����
�����
���������������켼����������ģ�ߺʹ�����е�ӹ���������Ч�ؼ�С�������ںͲ����˷ѣ�����Ϊ���պ��칤ҵ�д������ѺϽ�ʮ���ܻ�ӭ��һ���Ʊ�������
���ڼ���������������м������ĩ��������ʱ�伫�̣������ܸߵ��¶��ݶȺͺܿ����ȴ�ٶȣ���ˣ��б��ڴ�ͳ�������ѺϽ���˫̬��֯���������������ѺϽ���γɾ�������������״���Լ��ڲ������������֯��
�������������ѺϽ���ص���״�¾����Լ��ȴ������Ƭ����֯����бȴ�ͳ������˫̬��֯�����۵�ƣ��������չ·������������ںϽ�ƣ��������չ��������ߡ����о����֣�ƣ��������չ·�������۶Ȳ������������������ļнǴ�С�йأ�������״�¾��紦��������ƫ���йء������Ʀ��������������ļнǼ���״�¾��紦����ƫ�۽Ƕȴ�С��������ʲô�����Ƿ��뼤���������칤�ղ�����س�Ϊ�д���һ�������о��Ĺؼ����⡣
���ڴˣ��ù����Լ��������������TA19�ѺϽ�Ϊ�о������ص㿪չ�˾��в�ͬ����֯��TA19�ѺϽ����������ƣ��������չʵ���о�����ʾ�˼��������������TA19�ѺϽ��ж�ƣ��������չ����������Ӱ���Ƭ������ȡ���Լ���״�¾��紦ƣ������ƫ�۽Ƕȴ�С����Ҫ�������أ���Ϊ������������ѺϽ�ƣ��������չ����������֯�ṹ��ƺʹ�ӡ���β��Ե��Ż��ṩ���������ݡ�
![]() ��������
��������
(1) �������������ѺϽ���״�¾������������ǿ������ڲ�Ƭ����������Ӧ�������н��Լ���״�¾��紦ƣ������ƫ�۽Ƕȴ�С����Ҫ���أ�
(2) �����������������ѺϽ�ƣ��������չ����������֯�ṹ��Ƽ���ӡ���β��Ե��Ż�������
![]() ͼ�Ľ���
ͼ�Ľ���
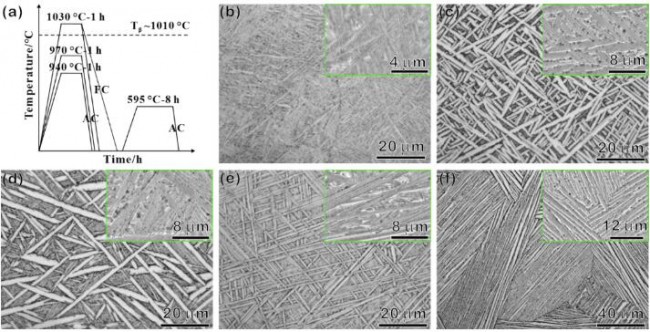 ͼ1 (a) �ȴ���ʾ��ͼ��(b) �Ʊ�̬��(c) 940 �����+����+ʱЧ��940SAA����(d) 970SAA��(e)1030SAA��(f)1030 �����+¯��+ʱЧ��1030SFA����Ʒ��OM��SEM����֯��Ƭ��
ͼ1 (a) �ȴ���ʾ��ͼ��(b) �Ʊ�̬��(c) 940 �����+����+ʱЧ��940SAA����(d) 970SAA��(e)1030SAA��(f)1030 �����+¯��+ʱЧ��1030SFA����Ʒ��OM��SEM����֯��Ƭ��
����ͨ�������ȴ����ƶ�(ͼ1(a))�����������������TA19�ѺϽ��Ʊ�̬��������֯����Ϊ˫Ƭ����֯��������֯��Ƭ�㼯����֯��ͼ1(b)-(f)�������Բ�ͬ����֯��Ʒ������������ƣ��������չʵ�飬���ͼ2(a)��(b)��ʾ��ƣ��������չ�������ߺ�ƣ��������չ�ż�ֵ������������ڽ��ż�����ƣ��������չ�ż�ֵ������֯�����ߴ磨Ƭ������Ƭ�㼯���Ŀ��ȣ�������أ�ͼ2(b)����
��һ���о����֣�Ƭ�����������Ӧ������(ASD)��н�(��)Ӱ����ż���ƣ��������չ·�����۶ȡ����սǴ���75��~90�㷶Χʱ��ƣ��������������Ƭ��������ƽֱ��չ��ƣ��������չ�����ͣ������սǴ���0��~30�㷶Χʱ��ƣ����������Ҫ���Ƭ����࣬ƣ��������չ�����ߣ�ͼ2(c)��(d)�������սǴ���30��~75�㷶Χʱ��ƣ�����ƻ��ɿ��Ƭ�����ת��Ϊ�����������չ����ƣ��������չʱ�ᷢ��ƫ�ۣ���������ƣ��������չ·�����۶ȣ����������չ����������
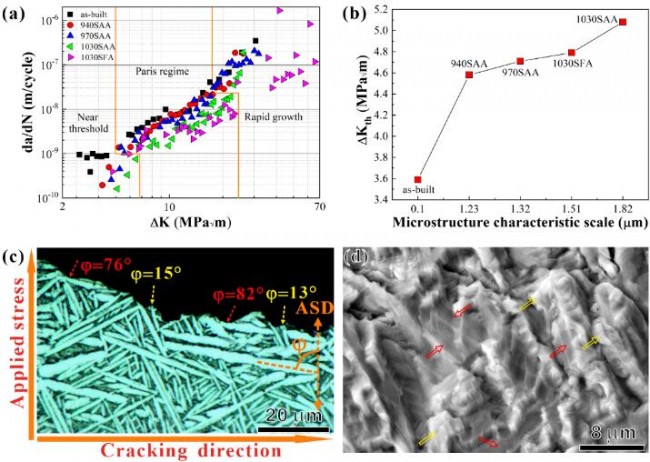 ͼ2 (a) ƣ��������չ�������ߣ�(b) ƣ��������չ�ż�ֵ����Ʒ����֯�����ߴ���ϵ��(c) 940SAA��Ʒ���ż���ƣ��������չ·����(d) 940SAA��Ʒ�Ͽ��Ͻ��ż���ƣ��������չ��Ϊ��
ͼ2 (a) ƣ��������չ�������ߣ�(b) ƣ��������չ�ż�ֵ����Ʒ����֯�����ߴ���ϵ��(c) 940SAA��Ʒ���ż���ƣ��������չ·����(d) 940SAA��Ʒ�Ͽ��Ͻ��ż���ƣ��������չ��Ϊ��
���ڦ������֮���Burgersȡ���ϵ({0001}��//{110}��,<110>��//<111>��)�Լ�Ƭ���������ά�ռ�Ĺ�ϰ��������(ͼ3(a-c))�����ۼ��������״�¾��������������������칹������(Z)ƽ��ʱ����״�¾����ڿ��ܴ��ڵ�12�֦�����Ħս�ֵΪ30�㣬45�㣬60�㣬120�㣬135���150�㡣����ʵ����Ʒ�У���״�¾������������ϸ�ƽ����Z�������������һ��ƫ���(��)��ͼ4(a)��������������״�¾����ڲ�Ƭ�����Ħս������ۼ�������Ҳ����һ���Ƕ�(��)����ͼ5(a)��ʾ����ˣ��������������ѺϽ���״�¾������������ǿ������ڲ�Ƭ������ȡ�����Ҫ���ء�
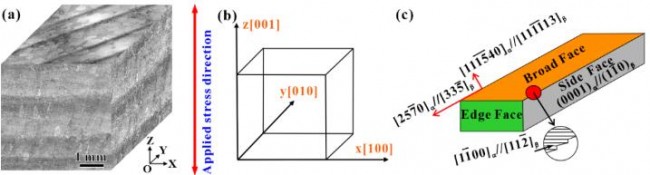 ͼ3 (a) ��������ϵͳ����ϵ(X-Y-Z)ʾ��ͼ��(b) �¾����ľ�������ϵ(x[100]-y[010]-z[001])ʾ��ͼ��(c) Ƭ��������ά�ռ��ϰ��������ʾ��ͼ��
ͼ3 (a) ��������ϵͳ����ϵ(X-Y-Z)ʾ��ͼ��(b) �¾����ľ�������ϵ(x[100]-y[010]-z[001])ʾ��ͼ��(c) Ƭ��������ά�ռ��ϰ��������ʾ��ͼ��
��ƣ��������չParis����ƣ����������״�¾����Ƭ�㼯���߽紦��������ƫ��(ͼ4(a)��(b))������ƫ�۽�(��ij���ij)��С�����������״�¾������������нǦ���ij)������Ƭ�㼯��ȡ���Ĵ�С������أ�ͼ5(b)����������������״�¾������������н�Խ��ƣ����������״�¾��紦ƫ�۽Ƕ�Խ��������ƣ��������չ·�����۶ȣ����������չ������������ˣ��������������ѺϽ���������״�¾������������н�Ҳ�ǿ���ƣ����������״�¾��紦ƫ�۽Ƕȴ�С����Ҫ���ء�
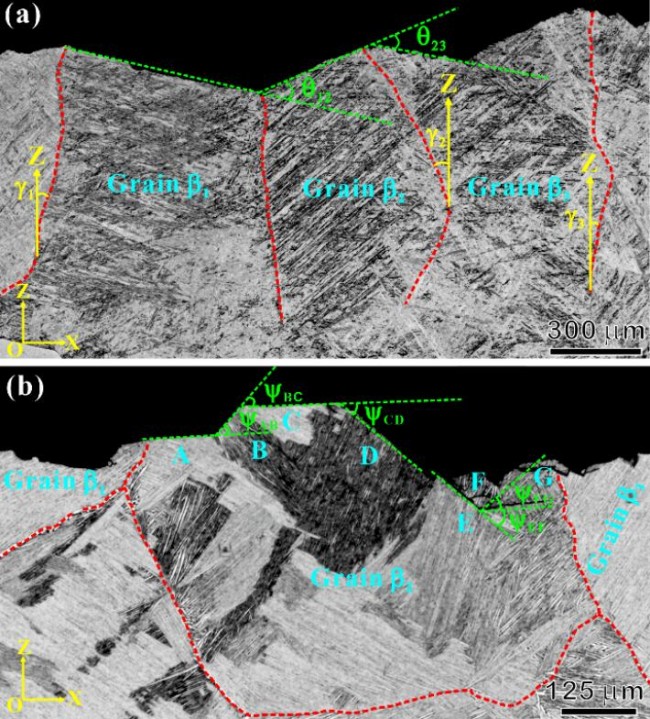 ͼ4 (a) ƣ����������״�¾��紦ƫ�۵�OM����֯��Ƭ��(b) ƣ��������Ƭ�㼯���߽紦ƫ�۵�OM����֯��Ƭ��
ͼ4 (a) ƣ����������״�¾��紦ƫ�۵�OM����֯��Ƭ��(b) ƣ��������Ƭ�㼯���߽紦ƫ�۵�OM����֯��Ƭ��
���ڼ������������ѺϽ�����״���������������ڲ���Ƭ��ĦսǼ�Ķ�����ϵ(ͼ5(c))���Լ�ƣ������ƫ�۽Ƕȴ�С�����������״�¾������������нǵ�����ع�ϵ�������������������������У�ʹ�Ͻ���������״�����������Ԧ�=0��(��1)-15��(��2)-0��(��3)-15��(��4)������ϵ�����֯�ṹ�Ż���Ʒ�����ͼ6(a)������������֯�ṹ�������������ڲ�Ƭ�����ĦսǴ���75��~90�㷶Χ����ʹ������״�¾������������нǾ����������������ƣ��������չ·�����۶ȣ�������������ѺϽ��ƣ��������չ����������ͨ���ܽἤ���������칤�ղ�������״�¾�����������Ӱ��Ĵ����о��������ϱ��о����֣�������Ʊ�����������ƣ��������չ�����ѺϽ�ļ�������������β��ԣ�������˫��ɨ����ԣ��Ҳ�䵥��ɨ�跽��һ�£�ͼ6(b)�������ڼ��ⵥ��ɨ�������ʵʱ�ı伤��ʺ�ɨ���ٶȣ������ı��۳����ʼ�������״����������ͼ6(c)����
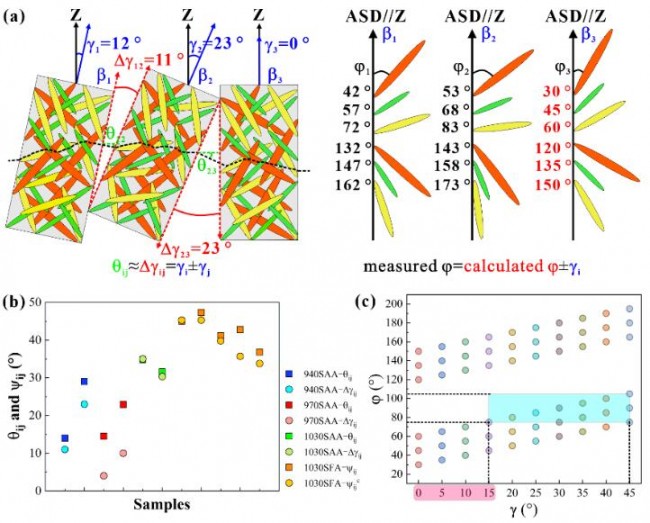 ͼ5 (a) ��״������������ڲ�Ƭ������ȡ���Ӱ��ʾ��ͼ��(b)ƣ����������״�¾��紦��Ƭ�㼯���߽紦��ƫ�۽Ƕȣ�(c) �ý���սǼ�Ĺ�ϵ��
ͼ5 (a) ��״������������ڲ�Ƭ������ȡ���Ӱ��ʾ��ͼ��(b)ƣ����������״�¾��紦��Ƭ�㼯���߽紦��ƫ�۽Ƕȣ�(c) �ý���սǼ�Ĺ�ϵ��
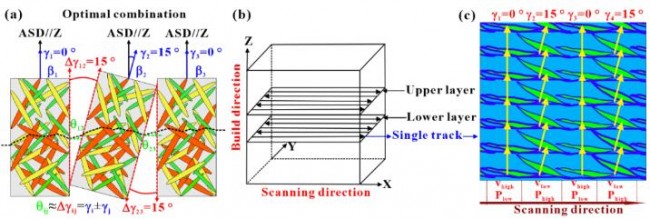 ͼ6 (a) ��ƣ��������չ�����ѺϽ������֯�ṹ��Ʒ���ʾ��ͼ��(b)���������������ɨ����ԡ�(c)ɨ���ٶ��뼤��ʲ�����Ʒ���ʾ��ͼ��
ͼ6 (a) ��ƣ��������չ�����ѺϽ������֯�ṹ��Ʒ���ʾ��ͼ��(b)���������������ɨ����ԡ�(c)ɨ���ٶ��뼤��ʲ�����Ʒ���ʾ��ͼ��
![]() ����չ��
����չ��
���о����ڼ��������������TA19�ѺϽ�ƣ��������չ��Ϊ���Ƭ�����״�¾���Ľ��������Լ���״������������ڲ���Ƭ�㳤��ȡ��Ӱ���ʵ���о������ۼ��㣬��ʾ����״�¾������������ǿ��ƶ�ƣ��������չ����������Ӱ���Ƭ������ȡ���Լ���״�¾��紦ƣ������ƫ�۽Ƕȴ�С����Ҫ���أ������������������ѺϽ�ƣ��������չ����������֯�ṹ��Ƶ��Ż���������Ϊ�����������켼��������ƣ��������չ�����ѺϽ�Ĵ�ӡ���β����ṩ����˼·���о��ɹ���������ʵ�ּ������������ƣ��������չ�����ѺϽ�����֯�ṹ�ĵ�ԭλ���أ���Ϊ����Ч�ؿ����ۺ���ѧ������������������ѺϽ��ṩ������ݡ�
(���α༭��admin)

 Conflux Technology ��110
Conflux Technology ��110 ͨ��������Forge NanoͶ��
ͨ��������Forge NanoͶ�� ���пƼ���ѧ����������Si
���пƼ���ѧ����������Si ����������ҽ�Ƶ���ҵ��TP
����������ҽ�Ƶ���ҵ��TP Amnovis����3D��ӡ������
Amnovis����3D��ӡ������ ����������ά3D��ӡ����
����������ά3D��ӡ����- ��ȫ3D��ӡ����+�ɽ���ܣ�����뵼��
- ������3D��ӡ���ɿ��ٽ���̼��ά���ӻ��
- ���й������ڶ����̾�ȡ�����ͽ����벻��
- ����һɽ�����ݶ����������û�ȫ����
- ����ʮ�˹���һ�仨����һ�����Ф������
- ��������������������������������
- ������ɽ��ˮ����һ�����Ф�����������
- ����С����ѵ���ɣ����������ӵܡ���
- ��������������һ�����Ф�����������
- �����Ź���ϲ����ʲô��Ф�����������ʵ
 ������ά2023ȫ��
������ά2023ȫ�� �Ϻ�����ȹ�ӭ��
�Ϻ�����ȹ�ӭ�� 3D��ӡ����ֲ����
3D��ӡ����ֲ���� FRI����֬�Ͱ�ˮ
FRI����֬�Ͱ�ˮ ������ۺ��Ⱦ��
������ۺ��Ⱦ�� ���һƬ�������
���һƬ�������- ������������ϲ��꣬���º�˳һ�Ÿ�����
- �������˿���һ�߸�����һ��ȷ��Ф������
- �����˶�֮�š���һ��ȷ��Ф�����������
- �����������������룬һ����ɫ����һ����
- ����С�Ŵ��á���ʲô��Ф������ʵ
- ����������֪����һ�����Ф��������
- �����������Ҳ��������ȳ����
- ����ɽ��������㡱��һ�����Ф���
- ��������Գ���뻢������ʲô��Ф�������
- ����������ս����һ���ȷ��Ф�����


