���������ṹ�ļ�����������(2)
ʱ�䣺2022-07-13 09:33 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
3.1. ��һ����
����AM��ʹ�õĽ������ϰ������Ͻ�Ti6Al4V�Ͻ���������ºϽ𡣼���AM�����ķ����ṹ�������Dz������Ժͽṹ�ṩ��������ǿ�ĵ��ӡ�������������IJ��ϱ������Ԥ�ڹ���Ӧ�ý���ѡ������ҶƬ���ڸ��»�����ͨ��ʹ���������ºϽ����ڼ���AM���յĸ���ȴ���ʣ�103�C106��C/s���������̹������γ���ϸ��״������֦״�۽ṹ���Ӷ���������֦״ƫ����Ti6Al4V�Ͻ���������Խ�Ļ�е���ܣ��㷺���ں��պ��첿������ȼ���ֻ��������������ͻ���������
ͨ��ʹ�ò�ͬ���ϵļ���AM�����Ի�ø����۽ṹ�ͻ�е���ܡ������ṹͨ�����ֳ����ڡ������Ͷ��ص�����ṹ�������������ڴ�����ͬ�ķ����ṹʱ����ͬ�IJ����������ֳ���ͬ�����Ժ����ܡ��ѺϽ�ĵ���ϵ���ϵͣ��ڼ���ӹ������������¾ֲ��������ۣ��Ӷ����½�����Ӧ�����ε����⡣��ˣ�����Ʒ����ṹʱ��Ӧ���Dz��Ϻͽṹ�ļ����ԡ�
������ѧ�õ�һ���ϼӹ�3D��ӡ�ṹ��
3.2. ���ϲ���
���ϲ����������ֻ��������Ͼ��в�ͬ��ѧ���������ʵijɷ���ɵIJ��ϡ��ɸ��ϲ�����ɵ�LPBF�ӹ������ṹ������������ܺͶ�ܽṹ������AM��ʹ�õĸ��ϲ�����Ҫ����ԭλ��ǿ���ϲ��ϡ�������ǿ���ϲ��Ϻ�̼������ǿ���ϲ��ϡ����ϲ��ϵ�������ǿ���۽ṹ�������ǿ�Ⱥ�����������Ҫ����ˣ�Ϊ�˴ﵽ����Ȼ����ṹ��ƥ������ܣ�����������ṹʱ����ʹ�ø��ϲ��ϡ�
��AM�����У������Ƿ������ӽṹ��LPBF�����У����Ϸ�ĩ�����ܵ���ĩ�žۡ������Բ�ͷ�ĩ��չ�����ȵ������Ӱ�졣��Щ�����ֱ�ӵ����ڼ���ӹ��������γɾֲ����ס��ۺϲ��㡢���ƺ�����ȱ�ݣ��⽫��������������������ܡ���ˣ����ϡ����̺����ܿ��Ƶļ���������Ҫ��
������ѧ�ö��ֲ��ϼӹ�3D��ӡ�ṹ��
3.3. ���ֲ���
ʹ�õ�һ���ϻϲ�������ȫ��������ṹ���������ܡ�ʹ�ö��ֲ��Ͽ��ܻᵼ������ڲ�ͬλ�ñ��ֳ���ͬ�������ͻ�ѧ���ԡ���ˣ������AM����ȫ��������ṹ���ԵĿ���ѡ��
����LPBF�����Ķ����ϣ�����Ҫ�Ŀ��������dz��������Ƿ����֮ǰ�IJ��ϡ����ڸ��ֲ������ۻ������̽εĸ�������ã�ճ���ɲ��ϵ��ض����Ծ�������Щ�����ɲ��ϵ�����ѧ�ݻ�������������ϵ������������ϵ�����ۻ��¶Ⱥ��ȵ��ʵ�ʧ�������˶��ֲ��ϵ���ϡ�
Ŀǰ������AM���첿���е�ȱ���Dz��ɱ���ģ����²���������ܶȺͳߴ羫�Ƚϵ͡����ݼ���AM���γɻ������ɽ���϶��Ϊ�������͡������������ǻع��˼���AM���첿���ĵ����۽ṹ��϶�ͱ�����ȱ�ݡ�
���ۿף���ͼ6��a����ʾ�����ۿ��������������ݶ��γɵġ�����������������࣬�۳ؽ��յ��㹻�����������ڽ��������͵��������γɡ�����������£���������ǿ�������յ�����ǻ���Ӷ�ʹ���⡰�ꡱ���������ȣ��Ӷ��γ�С�ס�
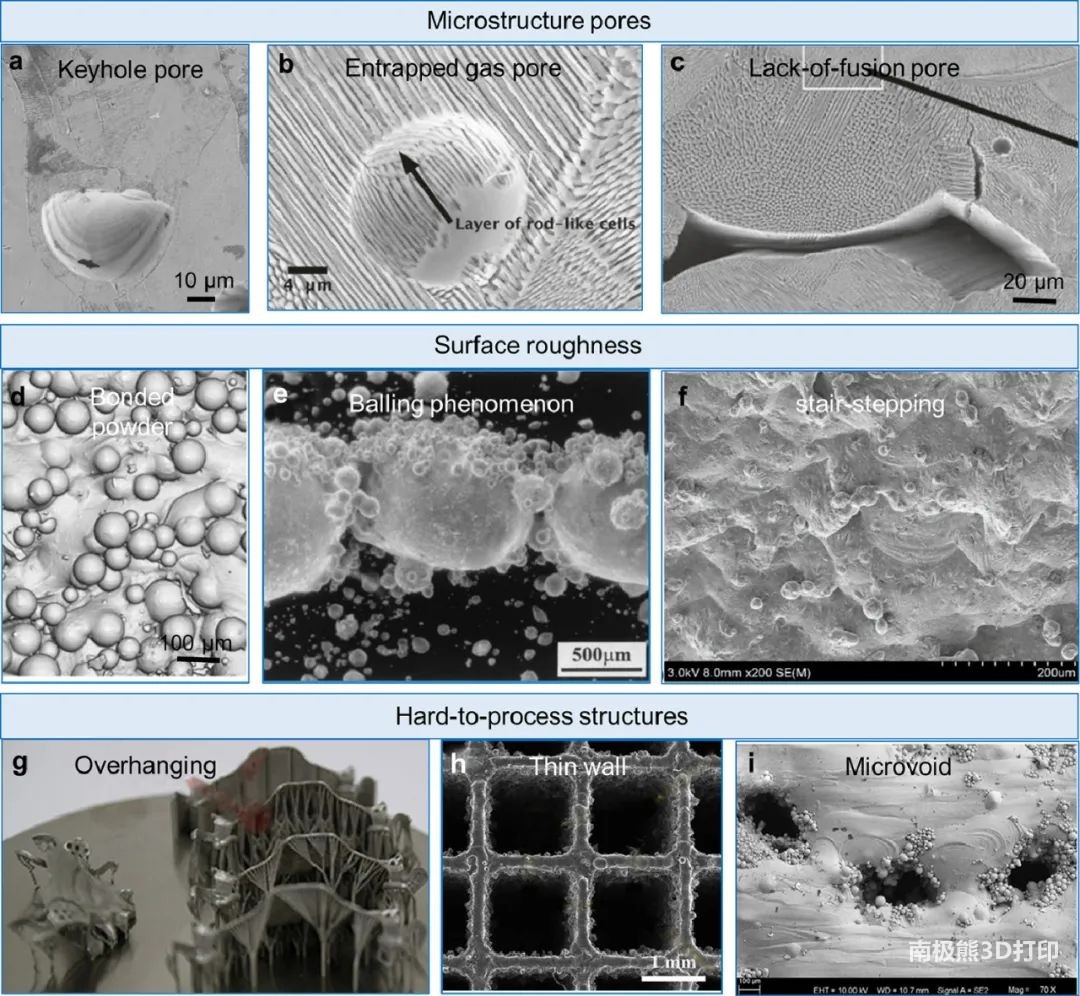
ͼ6 ����AM�����ĵ���ȱ�ݺ����Լӹ��Ľṹ����a�Cc���������͵��ṹ��϶����d�Cf�����±���ֲڶȵı���ȱ�ݣ���g�Ci������AM�����Դ����Ľṹ����ʾ����
�������ף���ĩ��Ԥ�ȴ��ڵı������������ۻ�������Ԫ�ص�ѡ�����������½��������γɡ���ͼ6��b����ʾ����Ȼ�Ͻ�Ԫ���ڼ���ӹ������д��������Ȼ�ϵ�Һ�����ų������Ͻ�Ԫ�ش��۳ر��������������ɷֱ仯���ȵ�Ӱ������֮һ�DZ��������ȡ���Ȼ���¼�������������Ҳ�������۳سߴ磬�Ӷ�������������Ӷ�����ijɷֱ仯����ˣ�Ӧ�����¶ȳ����۳ؼ�����״�����˽�AM�ڼ�ijɷֱ仯��
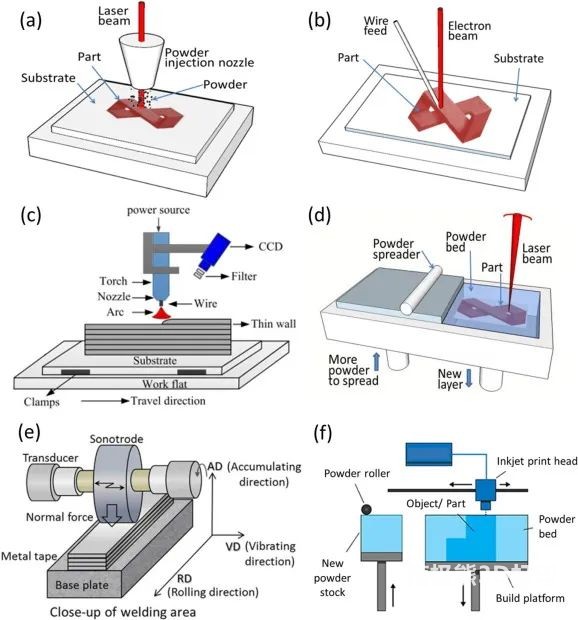
��a��DED-L��b��DED-EB��c��DED-GMA��d��PBF-L��e���������������죨UAM�����պͣ�f��ճ�ϼ����乤�յ�ʾ��ͼ��
δ�ۺϣ�LOF���ף���������ĩδ��ȫ�ۻ����۳�������ĩ֮��Ŀ�ʱ�����γ�LOF�ף�ͼ6��c������LOF��϶�ٽ����ӵ���չ���������Ӷ������Ļ�е���ܡ����Ӽ���ʻ�ɨ���ٶȿ���ͨ�������۳سߴ�������LOF��϶��Ȼ����Ӧ���Ƽ��������ܶ��Է�ֹ�����γɡ�
ճ���ĩ���ڼ���AM�У��۳ر�Ե��δ�ۻ���ĩ�Ӵ���δ�ۻ���ĩ�����ۻ���ճ���ڲ������棨ͼ6��d������ճ���ĩ�����˼���AM���첿���ı���ֲڶȣ��Ӷ������˽ṹ�����ԣ��Ӷ����������ܡ����������������۳��ڵķ�Ӧ�¶ȣ��Ӷ��������ڲ��ϵ�ճ�ȡ�����װ�䲿������������������ӹ��⡢��ɰ�ͻ�ѧ������������Чȥ��ճ���ĩ�����Ʊ���ֲڶȡ�
������LPBF���漰��ɨ��켣�������������Ϊ��ͼ6��e��������LPBF�ڼ䣬Һ���������ʪ����չ������Ҫ��ͨ������Һ�����δ�ۻ��Ĺ������ʱ���ᷢ����������ܻ�Ӱ����һ����γɣ�����ܻή�����ܻ����������ܡ���������ӡˢ���������������������ͨ����������ʡ�ɨ���ٶȺͷ�ĩ���ȣ�������Ч���ٳ���
����ʽ����LPBF�ڼ䣬������Ҫͨ�����崫�ݡ���б����Ĵ��������ӵ���ĩ�����ǹ�����ϡ���ˣ�������ǵ�ԭ���ڷ�ĩ���ϴ�����һЩ����������ͷ�ĩ֮�������õ��¾ֲ����ȣ��Ӷ����³����۳ؼ�����״��Ȼ���γɽ���״��ͼ6��f��������С�IJ�������Ч����������ЧӦ����߳���������Ȼ�������ڴ������������С�IJ�����ζ����ɴ�ӡ��Ҫ�����ʱ�䡣��ˣ���Ҫһ�����ʵĽ����������������Ľ�������
4������AM�����ķ����ṹ����ѧ����
4.1. ������
������ͨ��ͨ����̬ѹ��ʵ���ã�ͼ7��a��������ѹ��ʵ���л�õ�Ӧ��-Ӧ�����߱����˽ṹ�ĵ���ģ��������ǿ�ȡ��������պ��������ԡ�����CSs�ĵ���ѹӦ��-Ӧ�����߿ɷ�Ϊ�����Σ����ԡ�ƽ̨�����ܻ������Խ��漰�ṹ�ĵ��Ա��Σ����е��Խε�б�ʱ�ʾ����ģ����ѹ�������е�ƽ̨�α�ʾ�ṹ�ļ�Ъ�Թ��ϡ����ܻ��α�ʾͨ�����ܻ��Խṹ���ƻ��������о�ѹ�������нṹ��Ӧ���ֲ���ͼ7��b�����ͱ���ģʽ�����˽����ܱ仯�Ļ��ơ�
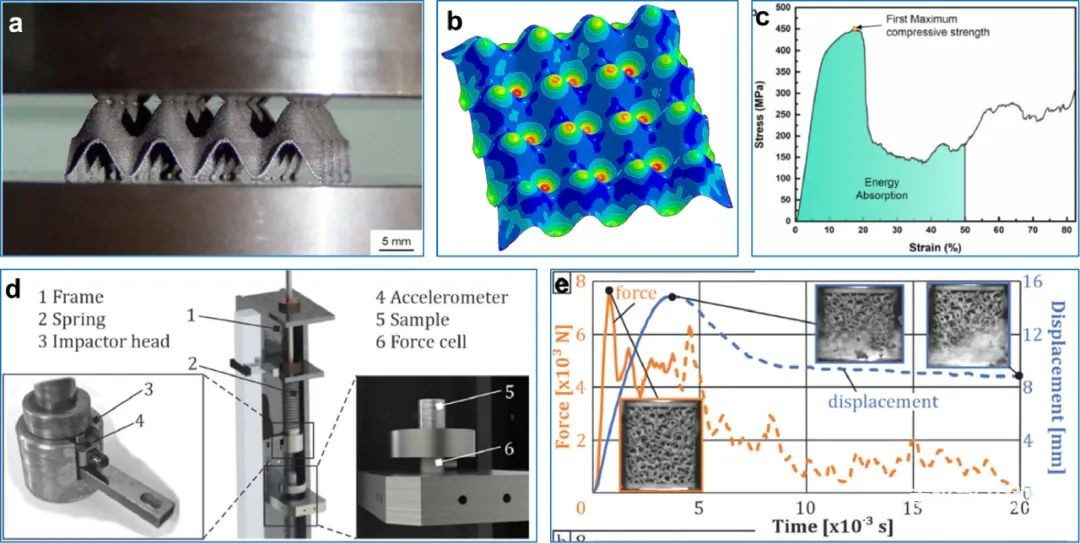
ͼ7 ���������ṹ��ѧ���ܵķ�������a����̬ѹ������b��Ӧ���ֲ�����ֵģ�⣻��c������ѹ��Ӧ��-Ӧ����������������գ���d�����ٳ������װ�ã���e��ϸ���ṹ�ij������λ����ʱ��Ĺ�ϵͼ��
5.ͨ��LPBF����ķ����ṹ�Ĺ���
���˻�е�����⣬ͨ������AM�����һЩ������������������ijЩ���ܡ��ִ���ҵ�Զ�ܲ�����ͼ8��a���������������ӣ��ر��Ƕ�ͬʱ���������е���ܺ��ܵķ��������Ҫ��ܸߡ��ڱ����У����ǻع��˷���������������ֹ��ܡ�
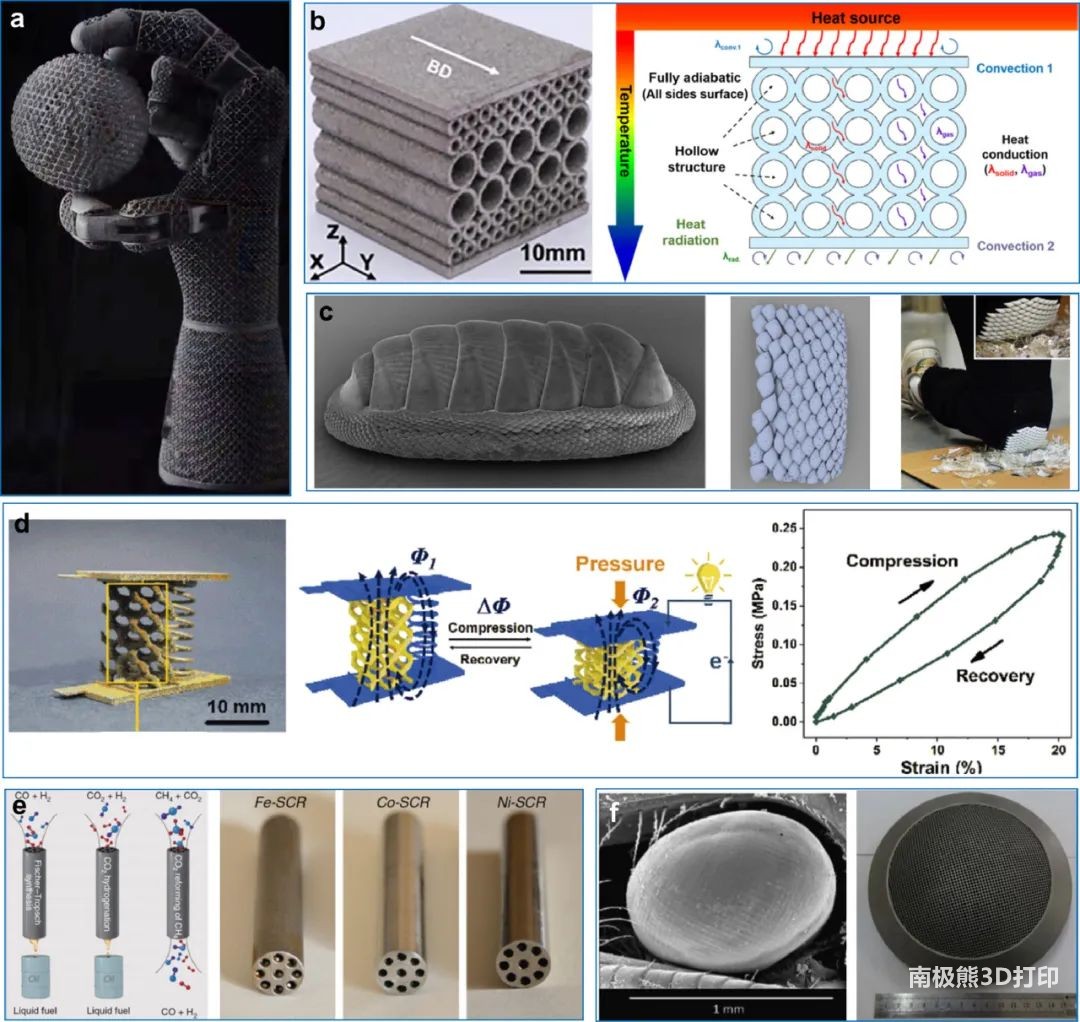
ͼ8 ͨ������AM����ķ����ṹ�Ĺ��ܣ���a���������Ƽ�֫����b���ݶȹ�״�ṹ���ȿ��ƹ��ܣ���c�����ô�ʯ��ͷ�������ɨ��羵����d�����Լ��ɴŵ�ṹѹ���ͻָ��ڼ�����ĵ�������e����ά��ӡ�Դ���Ӧ������f�� LPBF�����Ĺ�۽��ṹ���������Ϻ�ۡ�
5.1. �ȿ���
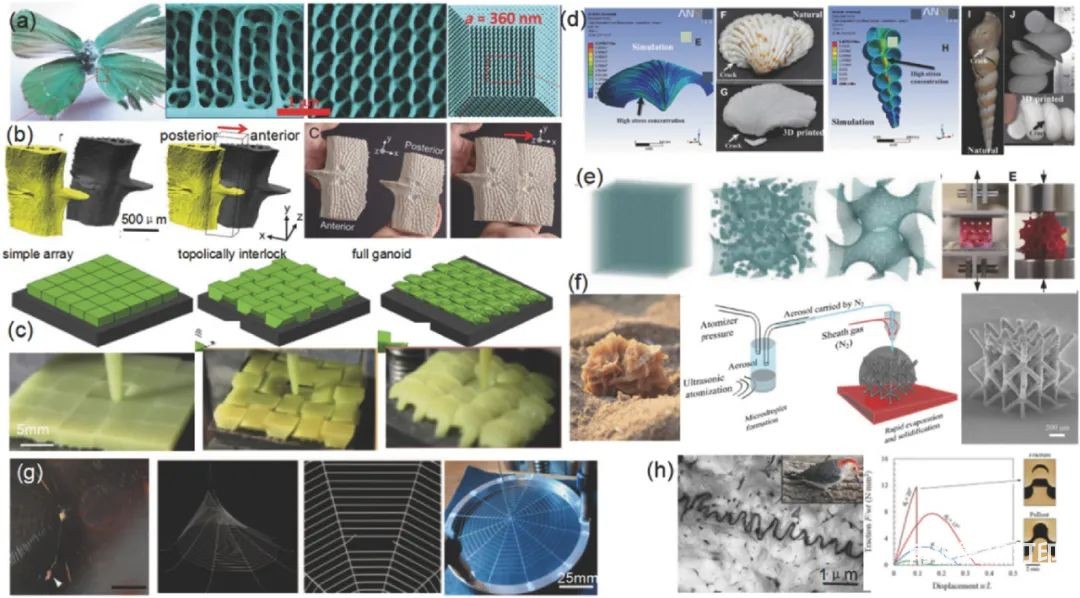
����Ȼ���У�����������ֳ�����ĸ������ܣ���������Щ�����ڼ����¶Ȼ����е�������ɽ���Լ��ϼ��ͱ������������������嶯��Crysomallon squamiferum������Kaireiӡ����Һ�������������Ȼװ�׳��ֳ��������ṹ�����Գ��ܸ��²��ṩ���ȹ��ܡ������Գ��ܼ��˺��䣬ͬʱ��ʳ����120�죬����Ҫ����Ϊ���ǵ���ë���г�ɫ�������ԡ�������Ƥë�Ķ����пսṹʹ�����ܹ��ڼ���ı����������档�������ؽ������ڼ����¶Ȼ����е�������Ķ�������ṹ������Ϊ������һ���ȿ��ƽṹ������ṩ�µ�˼·��
Ŀǰ�������ȿ��Ʋ���AM���о���Ҫ�����ڽṹ��ƺͲ��ϴ��¡�Ϊ�˿���LPBF�����ķ����ȿ��ƽṹ���о���Ų����ɼ�������ݶ�CSs�ĵ����ԣ�ͼ8��b����������������ڿ��������͵ײ��İ��Ͼ��нϴ���Ĺܺ������ľ��н�С���Ĺܵ��ݶ�CS�ĵ���ϵ����ͣ�Ϊ2.321w/��m•K�������ڼ���AM�������ȿ��Ʋ��ϣ��մ���������Ч�ؽ����˽����ĵ����ԡ�
5.2. ����
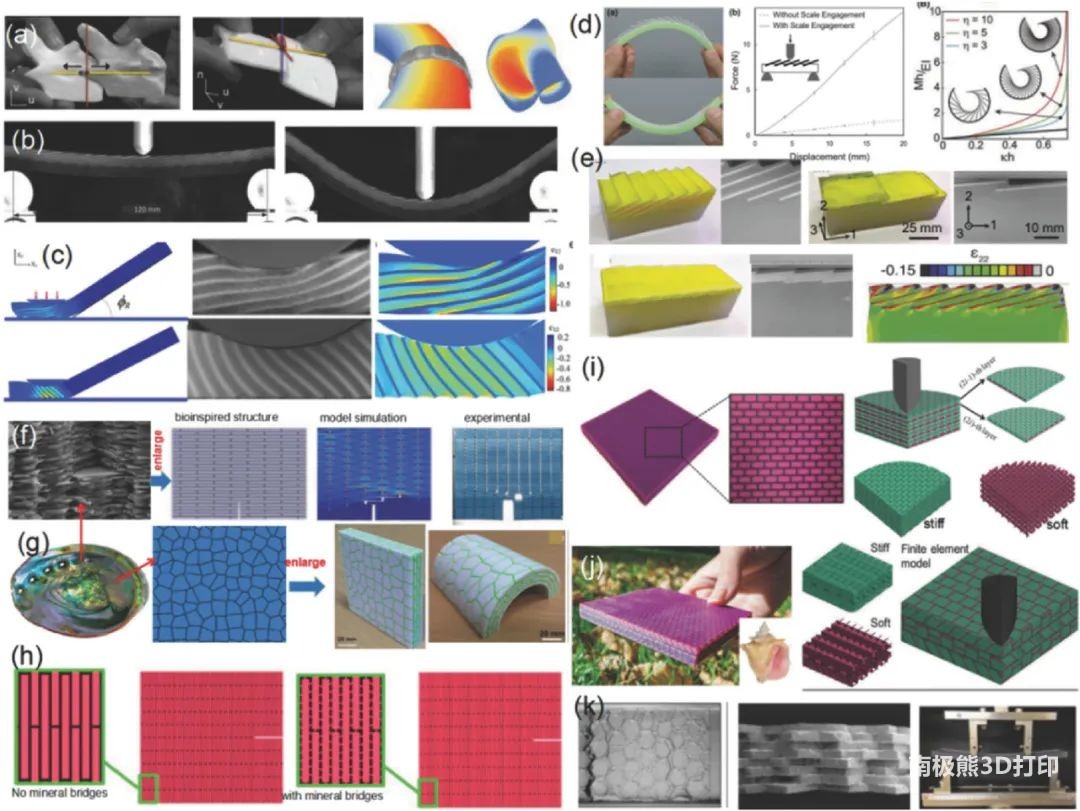
��������Ȼ�����������ڣ������ݵ�3.8����ǰ���ֵİ��ʯ���ִ�����������ࡢ���ж���Ͳ��鶯����в�ͬ�Ŀ��ס�������Ҫ�����DZ����������١�����Islam���ˣ������غ���������������װ�ɷ�Ϊ�������ࣺ������ײ���������ٶ��Գ���غɡ��������غɺͻ�����/�˶�����Ȼ���ǿ������ͱ����ṹ�ľ������Դ������AMΪ���츴�ӵķ��������ṹ�ṩ�˻�����
5.3. ��״�ı�
�漰��ʾ��״�仯�ij��β�����3D��ӡ������Ϊ��ά��4D����ӡ��Ŀǰ�������4D��ӡ������ʹ�÷ǽ������ϡ�һ�����͵������ǿ������Զ���������ϲ��ϣ��ø��ϲ��Ͽ��Դ�ӡ�����쵽ǰ�峤�ȵ��������ϡ����ڽ���4D��ӡ����������ص���״����ЧӦ��NiTi��������״�仯����������ǰ���IJ��ϡ����⣬�����һ�ֲ�����ϸ�����ڹ�����ά��ӡ�������������ʹ��������
�����������⣬�������˿�ͬʱ������ѧ��Ӧ���ʹ�������άӡˢ�������ɴ�ϵͳ��ͼ8��e��������Щϵͳ�Ż��˼�����̬����ǿ�����ܡ����⣬����AM�����������ܹ���۹����Ĺ�ѧԪ����ͼ8��f����������LPBF�����ӹ�����Ϻ�ۼ���������ͨ��������о��˼���ʶ����ܻ���Ϊ���ߴ羫�Ⱥͱ���ֲڶȵ�Ӱ�졣�����������������Լ��ṹ��������Ӱ��LPBF�ӹ������ij����ԡ������ṹͨ�����ж��ֹ��ܺ����ԡ����ⷽ�棬����AM�������ܺ��ӽ��������ṹ�Ŀ��з�����
6��������չ��
������������Ľ���������Ȼ�ѳ�Ϊ�����²��Ϻͽṹ����Ҫ�����Դ����ѧ�����������ͨ���о���Ȼ�ṹ�Ͳ��������������AM�ѱ�֤����������������ṹ����Ч���������������йط����ṹ���о����ر����ڽ������������ļ���AM����ȡ����������չ��
��1��Ӧ�����ṹ�����ã��ܽ���ѧ���ɡ��ڹ������㷺Ӧ�õĽṹ������ѽṹ��ͨ���ǹ���ġ�������Ϊ�����õĽṹ���Ӧȡ���ڽṹ�Ĺ����ԡ�����ṹ�����书�ܵĶ����Զ�ͨ���Ǹ��ӵģ����Һ���ȷ�������ṹ�Ĺ��ͱ仯���ɡ�
��2�����������ڼ���AM����ķ����ṹ���ض����ϡ�ʹ�ö��ֲ��Ͽ���ʹ����ڲ�ͬλ�ñ��ֳ���ͬ�������ͻ�ѧ���ԣ��Ӷ���������ṹ��Ҫ������������Ͼ�����ͬ��е���ܵĽ������մɷ�ĩ���϶��ڷ����ṹ�ļ���AM������Ҫ��
��3�������һ���Ľ�����AM���������������ϸ�ķ����ṹ�������ߵĴ�С�����˼���AM�������С��λ�����н�С��߳ߴ�ĸ߹��ʼ�����Ը��ƾ��ܷ����ṹ�ij����ԡ����⣬����ͨ���Ż����ղ��������ټ���AM����ķ���Ԫ�����ڲ����ⲿȱ�ݡ�
��4���˹����ܺͻ���ѧϰ���Դٽ������ṹ����ơ��˹����ܺͻ���ѧϰ�ڷ�������ṹ������֮���ϵ�����Ӧ��Խ��Խ�࣬�⽫ʹ�����˽�����ṹ�����ܵ�ԭ��ģ�������˹����ܵĽ�Ͻ�ͨ������Ӧģ���Ż������ṹ�Ľ�ģ��
��Դ��Laser Additive Manufacturing of Bio-inspired Metallic Structures, Chinese Journal of Mechanical Engineering: Additive Manufacturing Frontiers, doi.org/10.1016/j.cjmeam.2022.100013
�ο����ף�Material-structure-performance integrated laser-metal additive manufacturing Science, 372 (2021), p. eabg1487; Recent progress in biomimetic additive manufacturing technology: from materials to functional structures, Adv Mater (2018), Article 1706539
(���α༭��admin)

 Conflux Technology ��110
Conflux Technology ��110 ͨ��������Forge NanoͶ��
ͨ��������Forge NanoͶ�� ���пƼ���ѧ����������Si
���пƼ���ѧ����������Si ����������ҽ�Ƶ���ҵ��TP
����������ҽ�Ƶ���ҵ��TP Amnovis����3D��ӡ������
Amnovis����3D��ӡ������ ����������ά3D��ӡ����
����������ά3D��ӡ������������
- ��ȫ3D��ӡ����+�ɽ���ܣ�����뵼��
- ������3D��ӡ���ɿ��ٽ���̼��ά���ӻ��
- ���й������ڶ����̾�ȡ�����ͽ����벻��
- ����һɽ�����ݶ����������û�ȫ����
- ����ʮ�˹���һ�仨����һ�����Ф������
- ��������������������������������
- ������ɽ��ˮ����һ�����Ф�����������
- ����С����ѵ���ɣ����������ӵܡ���
- ��������������һ�����Ф�����������
- �����Ź���ϲ����ʲô��Ф�����������ʵ
 ������ά2023ȫ��
������ά2023ȫ�� �Ϻ�����ȹ�ӭ��
�Ϻ�����ȹ�ӭ�� 3D��ӡ����ֲ����
3D��ӡ����ֲ���� FRI����֬�Ͱ�ˮ
FRI����֬�Ͱ�ˮ ������ۺ��Ⱦ��
������ۺ��Ⱦ�� ���һƬ�������
���һƬ��������ȵ�����
- ������������ϲ��꣬���º�˳һ�Ÿ�����
- �������˿���һ�߸�����һ��ȷ��Ф������
- �����˶�֮�š���һ��ȷ��Ф�����������
- �����������������룬һ����ɫ����һ����
- ����С�Ŵ��á���ʲô��Ф������ʵ
- ����������֪����һ�����Ф��������
- �����������Ҳ��������ȳ����
- ����ɽ��������㡱��һ�����Ф���
- ��������Գ���뻢������ʲô��Ф�������
- ����������ս����һ���ȷ��Ф�����


