国产500W单模连续绿光激光器有望用于纯铜3D打印
铜是世界上应用量仅次于铁、铝的第三大金属。铜材料作为现代工业加工,应用极为广泛的金属材料之一。铜产业链终端需求结构涵盖航空航天、高速列车、智能终端产品、电子通讯、汽车等30多个细分行业,是高端工业应用的主要风向标。
目前,铜材加工领域大规模使用的1微米波段的红外光纤激光器,因对铜的吸收较弱,在铜材料的加工上存在飞溅大,熔深不可控等不足之处。而在解决铜增材制造及精密焊接应用中,高功率连续绿光激光器,发挥了重要的作用。深圳公大激光推出了可用于高反金属3D打印及精密焊接的500W 单模绿光激光器:GCL-500 。本期,将分享公大激光对高功率绿光激光器所进行的技术分析,借此与网友们共同了解高功率绿光激光器解决的高反材料加工难点以及应用前景。
 © 3D科学谷白皮书
© 3D科学谷白皮书
![]() 材料vs.激光波长
材料vs.激光波长
图1所示的是常用金属材料对不同波长激光吸收曲线,可见不同金属对激光的吸收率在不同波长下有很大差别。
 图1 不同金属材料的吸收系数对比
图1 不同金属材料的吸收系数对比
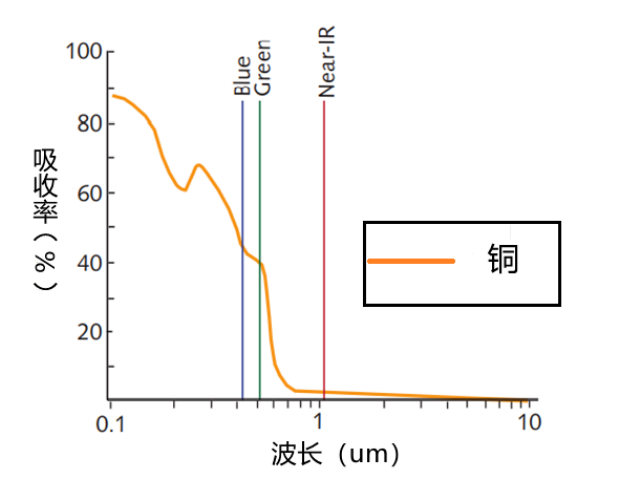 图2 金属铜对不同三种波长的激光吸收率的对比
图2 金属铜对不同三种波长的激光吸收率的对比
©《绿光激光加工的新进展》
图2单独针对金属铜给出了不同波长的吸收率对比曲线。在室温下,铜对近红外波长(约1微米)吸收率不到5%,因此用红外光来加工铜材效率极低,95%的激光会被反射掉同时还会对激光器本身产生损害;而铜对绿光波长(515nm和532nm)吸收率高达40%以上。材料本身对激光波长的选择性决定了高反材料的精密加工的最理想波长是短波长(≤700nm)。
相对于紫外激光波长较短,目前材料科学的瓶颈限制,未能支持实现稳定高功率紫外激光输出,超过百瓦级的紫外激光器已极为罕见。反而,经过各国科学家的努力,商用的绿光激光器近年取得较大的进展。德国通快和美国IPG 分别通过,碟片激光技术和光纤激光技术,获得超过3千瓦和1千瓦的超高功率绿光输出。
![]() 高功率绿光的应用前景和优势
高功率绿光的应用前景和优势
2021年,德国通快首发了旗下3千瓦高功率连续绿光碟片激光器。该产品平均输出功率高达3千瓦,代表了目前绿激光系列中的最强功率,非常适合铜、铝等高反材料的焊接工作。特别是在以新能源汽车动力电池为代表的锂电行业,通快绿光激光器(1000-3000W)可实现多达120层的铜箔焊接,几乎无飞溅,熔深精确可控。此外,高功率绿光在纯铜材料增材制造-3D打印应用上也有着突出优势。根据公大激光,目前国内在高功率绿光激光器上尚属空白。
l 高反金属焊接
由于铜材料出众的导电性,锂电行业尤其是新能源汽车动力电池中大量使用铜材料。目前主流还是使用大功率的红外光纤激光器去做铜的焊接。相比于红外波段,用绿光做铜的焊接效率会更高,而且几乎没有飞溅。而飞溅对电池加工来说是致命的,飞溅物会影响电池的生产安全、性能和寿命。
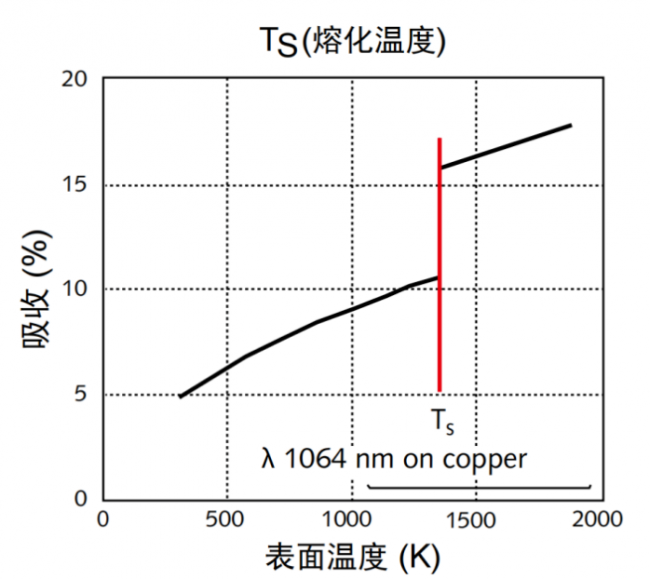 图3 在小孔形成过程中,铜从固态转变为熔融状态时,对红外激光的吸收变化情况
图3 在小孔形成过程中,铜从固态转变为熔融状态时,对红外激光的吸收变化情况
©《绿光激光加工的新进展》
图3给出了铜对1064nm红外激光的吸收情况。从图3中可以看出,随着熔化温度的从0增长到1400K的过程中,铜对红外光的吸收缓慢的从5%-涨到10% 左右 ;当铜达到熔点(1400K)之后,铜对红外波段激光的吸收率会从10%阶跃式的升至17% 左右,然后随着温度继续升高,吸收率会缓慢增长。这种在熔点前后,吸收率的骤变会导致一些熔化的材料以飞溅的形式排出,还会导致小孔塌陷,使整个工艺不得不重新开始。特别是锂电池的后道工艺焊接,焊接的良品率对电池的成本具有直接的影响。
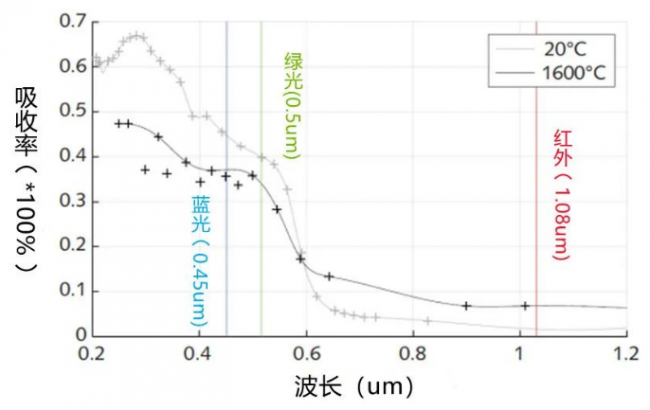 图4 铜在固态和熔融状态下对不同波段激光的吸收情况
图4 铜在固态和熔融状态下对不同波段激光的吸收情况
© S. Kohl,德国光子技术研究所
图4 给出了铜对不同波长(红外,绿光和蓝光)在不同温度下的吸收曲线。图中绿色线条代表的就是铜分别在20℃(固态)和1600℃(熔融态)对绿光的吸收率。在室温20℃,铜处于固态的时候,对绿光波段的吸收率为40%左右,而在温度升至1600℃,铜处于熔融状态后,吸收率反而下降了5%左右。即铜融化后对绿光的吸收是略有下降。这一特性有助于在加工铜时获得稳定的小孔,并能达到几乎是零飞溅。这是绿光激光相对于红外激光焊接的明显优势。
l 纯铜材料3D 打印
铜材料由于其优异的热导率、电导率等优良特性,广泛应用高端制造。例如航空航天、高速列车、汽车工业等领域,在纯铜材料3D 打印技术上,存在直接应用需求。
 图5 纯铜材料3D打印样品
图5 纯铜材料3D打印样品
©《绿光激光加工的新进展》
金属材料3D打印的激光光源,目前主要使用1um 近红外单模光纤激光器。1um 近红外单模光纤激光器由于铜材料的吸收系数上,存在吸收系数较低,并且随温度影响较大的缺点,导致打印样品致密度较低,而且过程稳健性差。绿色激光,作为高反金属材料3D打印的最佳光源,进行纯铜材料3D 打印,可以良好的解决相关问题,实现大于99.95%的致密度。
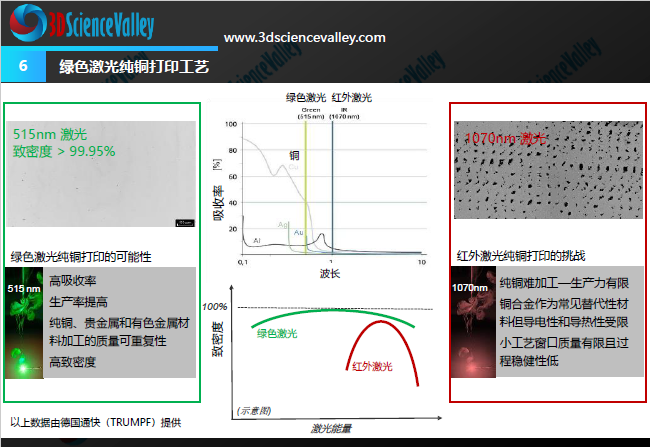 图6 纯铜材料3D打印光源效果对比
图6 纯铜材料3D打印光源效果对比
© 3D科学谷白皮书
l 公大激光的高功率连续单模绿光
深圳公大激光有限公司主要从事“先进短波长光纤激光器”和“激光精密加工解决方案”的研发、生产和销售,是一家专注于中高功率短波长(绿光和紫外)光纤激光器的研发、生产和应用方案的激光器公司。目前主要产品有50-500W高功率单模绿光激光器和100-1000W MOPA单模脉冲光纤激光器。
公大激光一直专注于高功率短波长光纤激光器的研发,并率先在国内推出了可用于高反金属3D打印及精密焊接的500W 单模绿光激光器:GCL-500 。GCL-500绿光激光器采用全光纤基频加腔外倍频的方案,获得了最高超过500W的单模连续绿光输出,填补了该类型产品在国内的空白。
 图7 500W 连续绿光输出功率测试
图7 500W 连续绿光输出功率测试
测量的主要激光特性见下:
(1)GCL-500测试报告
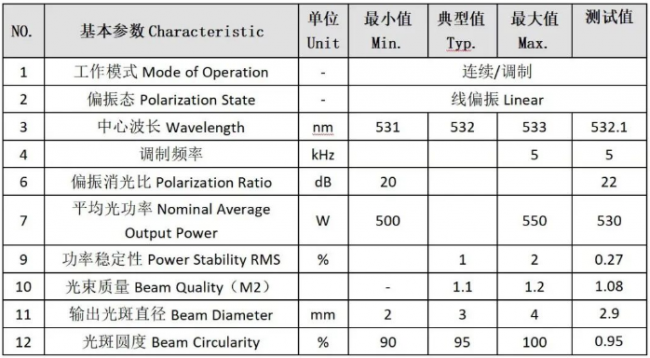 表1 GCL-500 测试报告
表1 GCL-500 测试报告
(2)功率-基频曲线
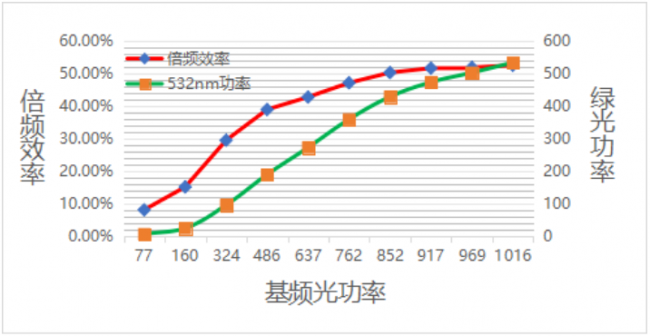 图8 500W 连续绿光-倍频效率曲线
图8 500W 连续绿光-倍频效率曲线
(3)24小时功率稳定性数据
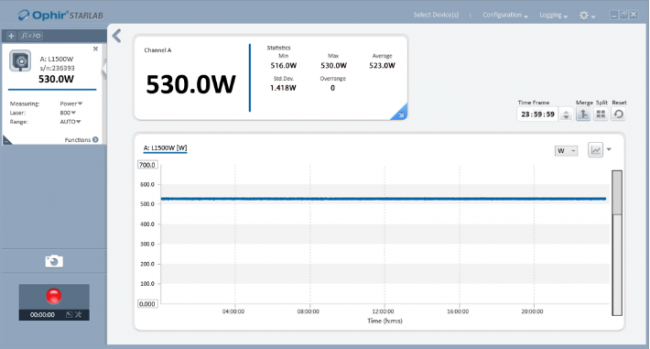 图9 功率稳定性测试结果
图9 功率稳定性测试结果
(4)输出光束质量
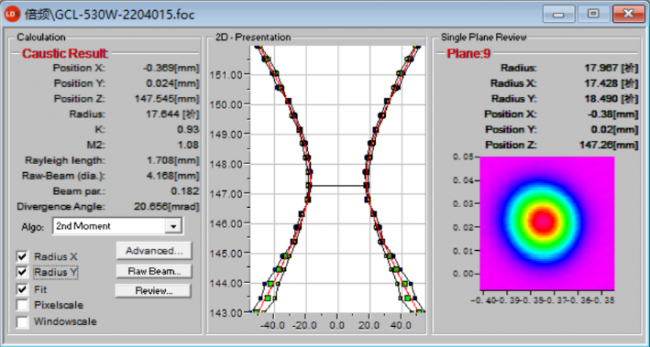 图10 530W功率输出,GCL-500光束质量测试结果
图10 530W功率输出,GCL-500光束质量测试结果
(5)输出光斑能量分布
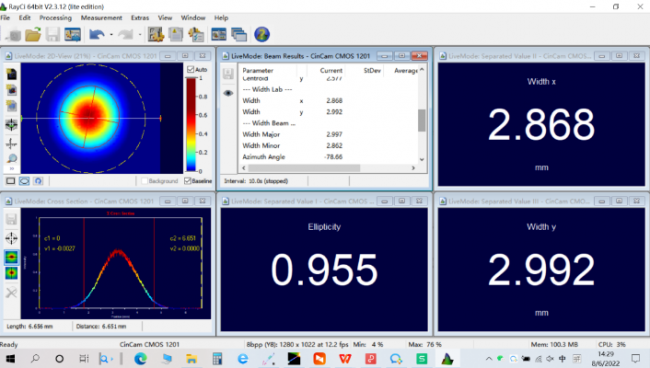 图11 530W功率输出,GCL-500输出光斑测试结果-距离输出端口2m位置
图11 530W功率输出,GCL-500输出光斑测试结果-距离输出端口2m位置
![]() 致力于短波长高功率激光器的先进应用
致力于短波长高功率激光器的先进应用
基于以上激光特性的测量数据,公大激光表示,GCL-500连续单模绿光激光器的输出功率稳定性良好,光束质量优异,对高反材料尤其是铜的高吸收率,使其有望应用于纯铜材料3D打印。通过进一步增加空间调制器,还可以获得高速调制频率的脉冲绿光,这使得它在高反材料的精密切割和焊接上也具有广泛的应用前景。GCL-500连续单模绿光激光器,采用自由空间输出,有利于保证优异的光束质量。该激光器也可以提供耦合至光纤的柔性传输方式,更方便地匹配自动化控制,应用于高反材料焊接工艺。激光焊接工艺经过长时间的摸索表明,采用不同能量分布的输出光斑(光束整形),可获得更优的焊接效果。另外,基于公大激光的GCL-500单模块单模绿光激光器,也可以进行多模块空间或者光纤合束。一方面,可获得灵活光束能量分布的绿光输出;另一方面,可以获得数千瓦级乃至上万瓦的连续光纤绿光输出,为高质量、高效率、高良率的激光焊接提供核心的高功率短波长光源。
(责任编辑:admin)

 Conflux Technology 获110
Conflux Technology 获110 通用汽车向Forge Nano投资
通用汽车向Forge Nano投资 华中科技大学:增材制造Si
华中科技大学:增材制造Si 赋能汽车、医疗等行业|TP
赋能汽车、医疗等行业|TP Amnovis利用3D打印技术制
Amnovis利用3D打印技术制 国产连续纤维3D打印开拓
国产连续纤维3D打印开拓 创想三维2023全球
创想三维2023全球 上海交大谷国迎教
上海交大谷国迎教 3D打印假体植入内
3D打印假体植入内 FRI:降脂油包水
FRI:降脂油包水 少年骨折后感染致
少年骨折后感染致 打出一片“新天地
打出一片“新天地

