天津大学SiOC陶瓷部件的连续快速3D打印
时间:2022-05-05 09:52 来源:机械制造系统工程国家重点实验室 作者:admin 阅读:次
天津大学材料科学与工程学院、先进陶瓷及加工技术教育部重点实验室的何冲[1]等人提出了一种聚硅氧烷(PSO)前体连续自上而下CLIP打印,然后通过热处理获得SiOC陶瓷部件的方法(图1),具体方式为:首先合成光敏环氧-丙烯酸陶瓷前体硅氧烷,将打印平台降至硅氧烷表面以下的适当位置,悬浮30-60秒左右,使气泡从固化区排出,然后进行紫外曝光。同时,打印平台根据切片厚度逐层下降,当切片厚度为50µm时,平台以2mm/s的速度下降,每层停留1.2s。通过充分利用空气中的氧气,可以在空气和固化组分之间形成连续的液体界面即图中的“死区”。在打印过程中,随着印刷平台的下降,部分液体硅氧烷将从容器中排开,(液体硅氧烷的溢出过程确保了树脂的顶部在印刷过程中保持在同一水平。热处理过程为在四氢呋喃(THF)中超声清洗3D打印的聚硅氧烷前体3分钟,洗去未反应的液体硅氧烷。最后,通过在氩气气氛管式炉中以2℃/min的加热速度在1000℃下热处理2 h,将3D 聚硅氧烷前体转化为3D-SiOC陶瓷件。

图1通过自上而下的CLIP技术制造SiOC陶瓷件的过程。 (a)自上而下打印过程示意图;(b)聚硅氧烷前体打印件和烧结后的3D-SiOC陶瓷件。
该团队通过对不同丙烯酸与环氧硅氧烷的质量比R与固化层厚、死区厚度、打印速度进行研究(如图2所示),发现随着R值的增加,硅氧烷的光敏能力具有开始增加然后后期降低的趋势,同时死区厚度变化量也因R值的增加而减小,因此合适的环氧硅氧烷和丙烯酸的原料配比可以提高环氧丙烯酸硅氧烷的感光性能,且使死区厚度受曝光时间的影响较小。最终确定选择R=0.25,且此时的曝光能密度为1.915mW/cm2,此时浆料的粘度小于300mPa・s,是理想的打印粘度。满足精度要求时,最大打印速度可达100mm/h。
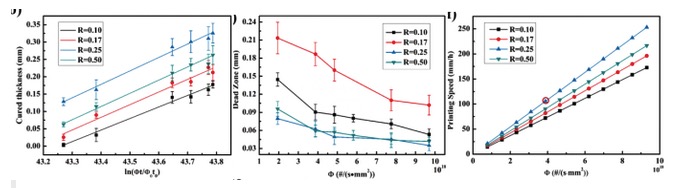
图2 不同R值时的固化层厚、死区厚度、打印速度
获得的素坯和热解的陶瓷部件之间存在收缩(约40vol%),导致热解的陶瓷部件的切片厚度比打印前体的切片厚度薄。根据纳米压头测试,热解的3D-SiOC陶瓷的硬度为3.28GPa,表明通过本文方法获得的SiOC陶瓷件是致密且无裂纹的。
通过聚硅氧烷前体热解获得陶瓷的方法,显示了SiOC陶瓷通过CLIP技术成型的潜力,同时也给了我们一种“成型-前体-热解-成品”的3D打印思路,以此来实现获得更高的效率的同时达到需要的性能,但是对于复杂结构和大尺寸零部件的打印该方案的可行性还需要做进一步的研究分析。
参考文献:HE C、MA C、LI XL 等。 连续快速3D打印SiOC陶瓷组件[J]. 增材制造,2021 年,46。
(责任编辑:admin)

 Conflux Technology 获110
Conflux Technology 获110 通用汽车向Forge Nano投资
通用汽车向Forge Nano投资 华中科技大学:增材制造Si
华中科技大学:增材制造Si 赋能汽车、医疗等行业|TP
赋能汽车、医疗等行业|TP Amnovis利用3D打印技术制
Amnovis利用3D打印技术制 国产连续纤维3D打印开拓
国产连续纤维3D打印开拓最新内容
 创想三维2023全球
创想三维2023全球 上海交大谷国迎教
上海交大谷国迎教 3D打印假体植入内
3D打印假体植入内 FRI:降脂油包水
FRI:降脂油包水 少年骨折后感染致
少年骨折后感染致 打出一片“新天地
打出一片“新天地热点内容


