DMG MORI�������ֽ���3D��ӡ�����ͻ��ӹ����Ƴ��������칤����
ʱ�䣺2018-10-15 11:49 ��Դ��3D��ѧ�� ���ߣ��й�3D��ӡ�� �Ķ�����
3D��ӡ��һ�־�������Եļ���������Ƶ�Լ�����٣�����3D��ӡ�������ʦ�ܹ�ʵ��һЩ���ӵ���Ʒ��������磺�������ṹ�����ܼ��ɵ�һ��ʽ�ṹ��Ŀǰ������Ӧ��3D��ӡ������ʱ����������3D��ӡӦ�ýΣ���û��������Ͻ�3D��ӡ�����봫ͳ���켼��������Ч���νӡ�����3D��ӡ������ȴģ�ߵ�Ӧ����˵��ͨ��3D��ӡ�����̽�3D��ӡ��õİ��Ʒ��������ӹ���ҵ���к��ڵı��澫�ӹ�����������һ����������������е��������̣���ʹ��3D��ӡӦ�õķ�չ�ڹ�����Ȼ����Ƭ�λ��ľ��档
���Ǻܶ�3D��ӡ�Ľ��������Ҫ���л�е�ӹ������ɾ��ܵı��棬������3D��ӡ������Ӧ�ô��������ԭ�ͷ�չΪС�����������ʱ���ü����������ҵ�����е�������е�ӹ��豸���ںϣ��������ġ������������Ϲ�����������һ����ȻҪ��������⡣ͨ��DMGMORI���ۺ������ֻ��г�ս������ͬ����3D��ӡ������ߵķ�չ���ơ�

���͵ĵ����ɱ��������Զ�����������Ǹ�Ч�������Ĺؼ�������3D��ѧ�ȵ��г��۲죬DMG MORI���ڴ������ۺ������ֻ��г�ս�� �C ������ƻ��������ٵ������ͼ�⼰���������������ֻ���
DMG MORI ��Sauer�����ڼ���ǰ�����˻�������������豸LASERTEC 65 3D�����豸��5�����ؼӹ�����������˼���������ӣ�3D��ӡ�����ܣ���2017��DMG MORI ��ͨ����Realizer���չ����뵽�˷�ĩ��ѡ����������3D��ӡ����
DMG MORI ���������ֽ���3D��ӡ������������Ļ����ϣ��Ƴ���������ͬ�����ġ������������칤��������������������3D��ӡ�豸�ͻ�е�ӹ��豸����������Ӧ�Ĺ���ϵͳ��
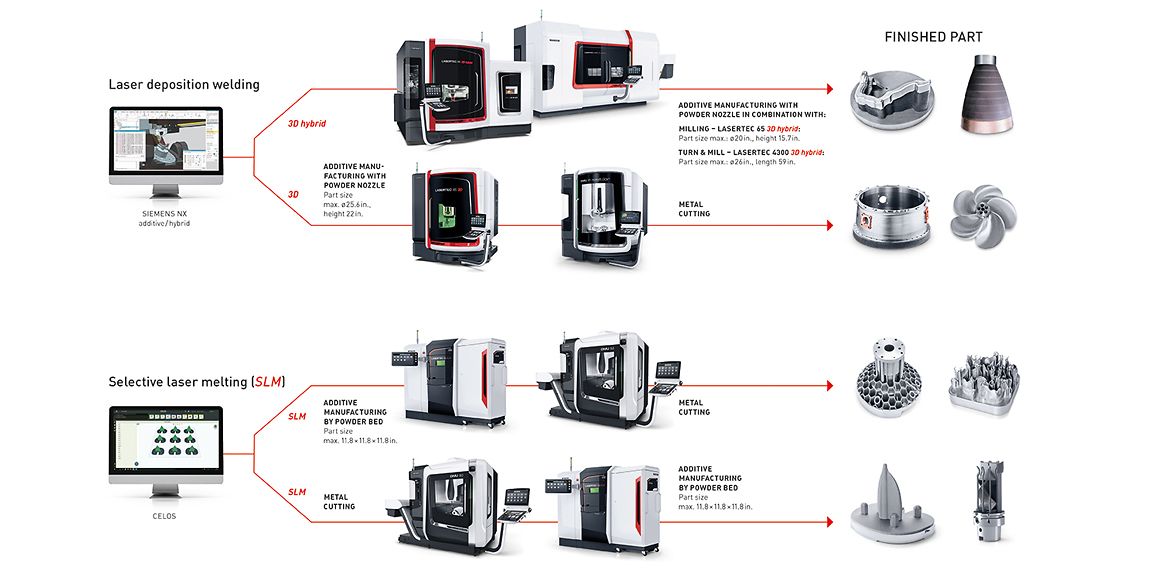
DMG MORI �������ġ������������칤������ͼƬ��Դ��DMG MORI
��������������е�ӹ�������
DMG MORI �����ֻ��ڼ����������3D��ӡ�����ļӹ��豸������Siemens NX additive/ hybrid(������NX ����/���)ϵͳ��
��DMG MORI �������У�����3D��ӡ��һ�����첽�裬������һ�������Ľ���������κν������������豸�������������CAD��ģ���ݡ�ͬ��������������������豸�����ʱ����ҵ������ɣ��ܶ�������������������֮�������Ҫ���л��ӹ������Թᴩ����������̵�����ƽ̨��������Ҫ�ġ�
DMG MORI �ļ�����������������칤�����У� ����Siemens NX ��hybrid CAD / CAM���ر�̣��������ݿ�ļ������������̼�غ��ĵ���

ͼƬ��Դ��DMG MORI
һ�ֹ������������ֻ�������������豸-LASERTEC 65 3D hybrid ��LASERTEC 4300 3D hybrid�� LASERTEC 65 3D hybrid �����˼���������������칤����5��ӹ����գ�LASERTEC 4300 3D hybrid ���˼���������������칤����DMG MORI �ij�ϳ���ϼӹ����գ��ɽ������泵ϳ�ӹ���
DMG MORI ������豸�ܹ���һ������������ʹ�ò�ͬ�IJ��ϣ�ʹ��������������ܡ�
����һ�ֹ��������ǻ��ڼ���������������칤�գ����Ǹù������е����������豸-LASERTEC 65 3D ��һ̨��һ�ļ�����������������豸�� ����3D��ѧ�ȵ��˽⣬���豸��DMG MORI Ϊ�Ѿ���װ��5��ӹ�������������ҵ�ṩ�ģ���Ϊ���мӹ�������һ�ֲ��䡣DMG MORI �ƣ�������Ͻ�ȷ���ͻ��������������
��ĩ��ѡ�������������е�ӹ�������
�����ֻ��ڷ�ĩ�����������豸������豸����ϵͳΪCELOS��CELOS ��CAM��̺ͻ������Ƶ��������������������ϵͳ��������DMG MORI ���ڷ�ĩ�����յ�LASERTEC 30 SLM�����豸�Ĺ�������ͨ����ϵͳ����ܹ��Ը��̵�ʱ������ⲿ��̲����͵��豸��DMG MORI �ƣ�CELOSϵͳ����֤�������������Ԥ�����ͺ������̵õ��Ż���

ͼƬ��Դ��DMG MORI
����һ�ֹ�������LASERTEC 30 SLM��ĩ��ѡ���������ڶ����豸��DMG MORI ��DMU 50 ��5��ϳ�����ϣ�����������3D��ӡ֮��ͨ��5���豸���о��ӹ���
������������Ҳ��LASERTEC 30 SLM��ĩ��ѡ������������5��ӹ��豸�Ľ�ϣ�����ͬ���ǣ��ڸù�������DMG MORI �䱸�ļӹ�������������������Ļ�е�ӹ�����������LASERTEC 30 SLM�����豸�ڻ�е�ӹ���������������Ҫ��������IJ��֡�
Review
DMGMORI�Ѿ���ȫ������5����������Խ�������ģ����շƶ��£����ʶ٣�֥�Ӹ磬�������Ϻ���
��DMGMORI�����ֻ�������������ص����ƣ����а������������ṩ���ֻ��������̵�CELOS�������û������߾��ȵĹ����������ֻ��ķ�ʽ���ӹ�������������ƶ��������ƻ����½�����������еļ���ѭ����
Ϊ��Զ�̹�ͨ��DMGMORI��NETservice��һ���Ƚ���Զ�̷��ߡ�ͨ����SERVICEcamera����Ϊ����ӿڵ�IoTconnector�����û����鹦�����������û�������ʦ������ר��ֱ�ӽ������磬���������ͬѰ������Ľ��������
���⣬ͨ��������ҳ�Ҷ����������̵�ƽ̨WERKBLiQ�������ά����ά���йص��κ��˶�����15��ģ��������������һ����ˣ��ڼ�ֵ�����ÿһ�����棬DMG MORI���ṩ���������ֻ�������NETservice��WERKBLiQ�������һϵ�з����ܡ�������Ч�ʵ�ʵʩ���ƶ����ŷ���ƻ�������ά����ά����
����˵���������ֻ�����ĺ��ģ�����ʵ��������������ͻ�е�ӹ����켯��������Ҳ���˹ؼ������á�
���ⷽ�棬Siemens PLM ���Ƴ������������켯������������������Ʒ��������������ֵ���̵�ÿһ���Ρ�����ζ���������ֻ�������������ͳһ�ļ���ʽ�������������£���˿���ʹ�ñ������û�������в��������ڹ��̡����桢�����Ʊ���3D��ӡ�Ĺ��߶�������ͬһϵͳ�У�������������´�������ת����ͬʱҲ����������Ϣ��ʧ�������ķ��ա���Ϊ3D��ӡ�豸�����̺����������û�������̨������С��ģ����Ѹ�ٹ��ɵ���ҵ��ģ�����������Ļ��ᡣ
��е�ӹ���������˵�ǽ���3D��ӡ������������е�һ�����ڣ���ʵ�����ּ���֮����ν��dz�����ս�ġ�3D ��ӡ���������츴���㲿����������ƣ���ʱ����ΪҪ�˼���������е�ӹ�������������ս���������������������������3D��ӡ���ʱû�г�ֿ��ǵ�������е�ӹ��������ٵ���ս���������Ϊ����ӹ�ʧ�ܶ�������ʧ�������ͨ�������Դ��ķ�ʽ��������γɹ��ļӹ�һ��3D��ӡ��������ɻ�ʹ��ҵ�е��߰��ijɱ���
���豸Ӳ�����棬ͬ����ҪΪʵ�����ġ�������������ν���һ������ͨ��DMG MORI �������������������Կ���������Ⱥ���Ҫ����3D��ӡ����������ϳ���ȶ�����첽�裬�����һ̨�ӹ��豸������һ̨�豸ʱ������μн������룬����ڲο�ϵͳ��ν��м��ζ�λ�����⣬��������Ҳ�������ڴ������ġ��������Ϲ��������豸��������Ҫ��������⡣��е�ӹ���ҵ����һ���豸��ҵGF ����������ͨ��ͳһ�Ŀ��̺�У���������������������ġ�
��������DMGMORI�ڴ���ȫ���̵Ĺ�����������3D��ѧ�ȵ��г��۲죬��GF ����������EOS �����Ƴ���ģ�����������豸AM S 290 Tooling �м�����System 3R MacroMagnum ���̣���ϲο�������У������3R���̿���ʵ�ֹ����ڶ��ֲ�ͬ����֮��Ŀ��ٶ�����װ�кͶ�λ������˵���ڰ�����������ģ�߽�������У�3D��ӡ�豸���ڻ�е�ӹ�Ԥ�Ƽ��Ͻ���ģ��������������죬��ʱ3R���̷�������Ҫ���á��ڽ��д�ӡǰ���Ƚ�Ԥ�Ƽ���װ�ڹ�װ���ϣ����ڹ�װ�屳�氲װ3R���̣�Ȼ��ͨ��CMM���Ԥ�Ƽ��ľ�ȷλ�ã���������Ԥ�Ƽ���װ��AM 290�Ĺ���̨��ͷ�ϣ������豸�IJ����������в���������Ԥ�Ƽ��Ͼ�ȷ�Ľ���3D��ӡ��
(���α༭��admin)

��һƪ��Fraunhofer ����֧�Žṹ�Ĺ�̻�3D��ӡ����TwoCure�½�չ
��һƪ����AFM�������̼������ϣ���ȷ����3D��ӡ�ۺ����������
��һƪ����AFM�������̼������ϣ���ȷ����3D��ӡ�ۺ����������
 ������άͿ���״֧�ܹ���
������άͿ���״֧�ܹ��� ���������Ŷӡ�Science��
���������Ŷӡ�Science�� ��ȼ������������������
��ȼ������������������ �����ܽ���������������װ
�����ܽ���������������װ ��������������ѧ������
��������������ѧ������ ���漼����3D��ӡ�ƶ�Һѹ
���漼����3D��ӡ�ƶ�Һѹ��������
- ��������άͿ���״֧�ܹ�����������3D��
- �����������Ŷӡ�Science���ӿ��� 3D��ӡ
- ����ȼ����������������������
- �������ܽ���������������װ�������տ���
- ����������������ѧ�����з�ˮ����/��
- �����漼����3D��ӡ�ƶ�ҺѹԪ����������
- ����ѧ��ʹ�ó���������������3D��ӡ��֯
- ������DMD�����۸�3D��ӡ�����ķ���ģ��
- ��������ѡ�������ս��������ǿ�ۺ��︴
- ���ص۹�����ѧԺ���ͳɱ��绯ѧ�����
 ��ѧ��ʹ�ó�����
��ѧ��ʹ�ó������ȵ�����
- ��CLIP����Һ�����켼�����߸��ԵĹ�̻�
- ������3D��ӡ��������˫���Ӿۺϼ�����
- ���̵�2016�ϰ���Ŵ���3D��ӡ����
- ��3Dģ�Ϳ�Sketchfab�Ƴ�ʹ��VRͷ�����3
- ���������£��¹�IFAM��������FDM 3D��ӡ
- �����ͽ���3D��ӡ����XJET���������
- ��������άͿ���״֧�ܹ�����������3D��
- ����������Ӣŵ����3D�����ӡѪ�ܼ���
- �����۵����3D��ӡ�����о���Ӧ��
- ��SLM 3D��ӡ������ͻ�ƣ���������ǿ����


