仿真计算在SLM 3D打印机铺粉装置设计中的应用
选择性激光熔化(Selective Laser Melting;SLM)作为金属增材制造技术中备受关注的一类代表性技术,能够制造出传统加工方式难以实现的复杂结构的零件。其中一个经典的应用包括GE的涡轮螺旋桨发动机(ATP),基于3D打印技术特点,设计师将855个独立部件减少到12个,结果,超过三分之一的引擎是由3D打印完成的。
不过要生产出GE的发动机这样的核心零部件,需要对加工的过程有着高人一筹的把控能力,这其中,仿真为SLM选区金属熔化金属3D打印的方案设计及工艺路线优化提供了方向,提高对装置的设计优化能力及对工艺的控制能力。
本期通过安世亚太的《仿真计算在SLM 3D打印机铺粉装置设计中的应用》一文来领略基于Ansys workbench软件对SLM打印机铺粉过程、铺粉装置与变形件发生碰磨的过程如何进行相应的力学分析,并针对不同形状刮刀进行了对比,为铺粉装置的结构优化及选材提供一定的参考依据。
 图1 德迪智能DS1-200SLM金属打印机
图1 德迪智能DS1-200SLM金属打印机
选择性激光熔化过程中铺粉环节对成型过程和最终的成型件质量有着重要的影响,铺粉装置的设计与优化,铺粉过程的参数优化都需要进行大量的研究。采用传统实验的方法对这些过程进行研究需要花费大量的时间、人力和物力,且很难从微观的尺度对这一过程进行详细的描述。
而针对该过程建立相应的模型,采用有限单元法或离散单元法对铺粉过程进行相应的仿真,并结合一定的实验进行验证可以从微观尺度更好的理解这一过程,对铺粉装置和铺粉工艺进行更好的优化。
![]() SLM打印机铺粉过程中
SLM打印机铺粉过程中
铺粉装置的受力及变形分析
图2为铺粉装置铺粉过程的示意图,本文假设金属粉末为连续流体,铺粉装置中刮刀的受力面受到粉末流体的流体静压强(hydrostatic pressure)和铺粉过程中粉末对刮刀铺粉的阻力两个力的作用;
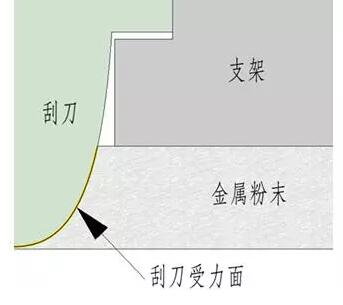
图2铺粉装置铺粉过程示意图
SLM选区激光熔化金属3D打印机在工作时铺粉装置循环往复在水平方向运动进行铺粉,图3分析了刮刀在不同的铺粉速率、铺粉层厚和不同粉末密度的情况下的受力及变形情况,该计算结果和相关数据变化趋势可以为铺粉装置的选材,铺粉工艺的改进提供参考依据。

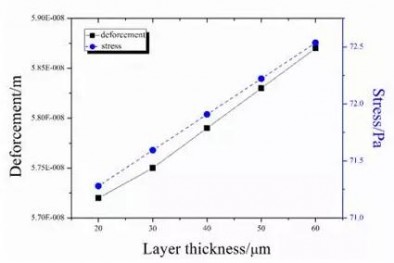
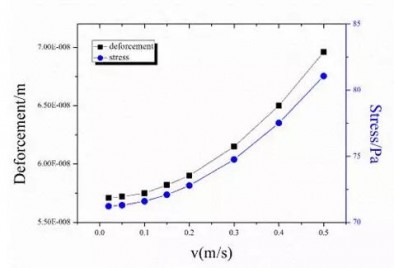
图3不同铺粉速率、铺粉层厚及粉末密度下铺粉装置的最大受力及变形情况
图4 对比了两种不同形状刮刀铺粉过程中的受力及变形情况,可以看出1#刮刀与2#刮刀相比,刮刀的刚度好,铺粉过程变形小,该过程的仿真分析为刮刀的优化设计方向提供参考。
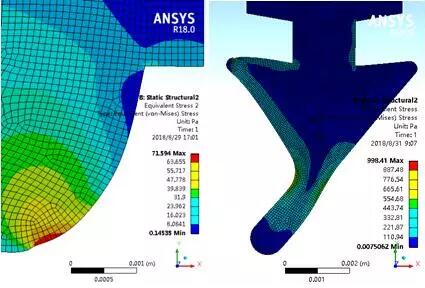
图4 两种不同形状刮刀铺粉过程中的受力及变形情况对比(左图为1#刮刀,右图为2#刮刀)
![]() 铺粉装置(刮刀)与变形凸起
铺粉装置(刮刀)与变形凸起
的打印件发生碰磨时的力学分析
SLM选区激光熔化金属3D打印的工艺是快速加热熔化粉末并快速冷却凝固的过程,打印件的制备过程中由于各部位不均匀受热以及热循环和相转变过程中的膨胀和收缩会产生一定变形,打印件高度方向的变形量超过铺粉层厚会在下一层铺粉时与刮刀产生碰磨,以致损坏工件造成工件报废,或损坏刮刀对后续的铺粉产生影响。
所以对刮刀在发生碰磨时的力学分析是必要的,以求能得到刮刀发生某变形量时,对应着会产生多大的力,为刮刀的改进设计作定性指导。
图5和图6展示了某一设计型号刮刀在与不同高度变形凸起的打印件发生碰磨时的变形及受力情况。
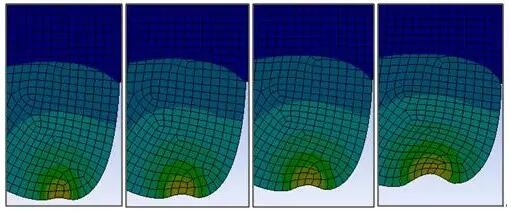
图 5 刮刀刮过不同高度变形凸起打印件时的变形情况示意图
(随打印件凸起高度增加,刮刀变形逐渐增加)
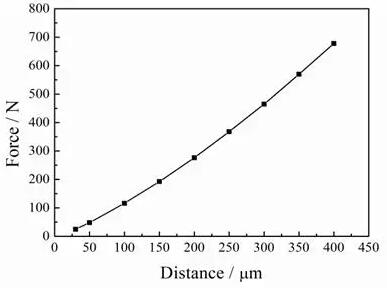
图6 刮刀刮过不同高度变形凸起打印件时的受力情况示意图
![]() SLM打印机不同形状
SLM打印机不同形状
刮刀极端工况时的力学分析
评价不同形状刮刀的优劣需要综合计算和评估刮刀在正常铺粉时和各种极端工况时的受力及变形情况,进而进一步对相应工况下的铺粉效果和刮刀的寿命等进行评估,以更好地指导相应铺粉装置部件的优化方向。
本节列举了不同形状刮刀(图7)在与变形凸起的打印件发生碰磨时的受力及变形情况,该过程的受力和变形情况关系到刮刀的磨损寿命,铺粉的均匀性等设计参数,因此我们针对这一相对极端工况的受力及变形情况进行了分析,可为刮刀的改进设计作定性指导。
图7对比了四种不同设计形状刮刀刮过相同高度凸起工件时的受力及变形情况,可以看出:
(1)刮刀碰到相同变形凸起的打印件的铺粉过程中,无论X方向还是Y方向的受力,2#刮刀的受力最大,其次是1#刮刀,再次是3#刮刀,受力最小的是4#刮刀,刮过障碍物的过程中较小的受力使得刮刀磨损较少,延长使用寿命。
(2)铺粉过程中4#刮刀的变形量最大(明显大于前三种刮刀),其次是2#刮刀和1#刮刀,3#刮刀刮过障碍物时的变形量最小,较小的变形量可以保证刮刀碰到障碍物时对其他区域铺粉过程的影响较小,保证整层铺粉的均匀。
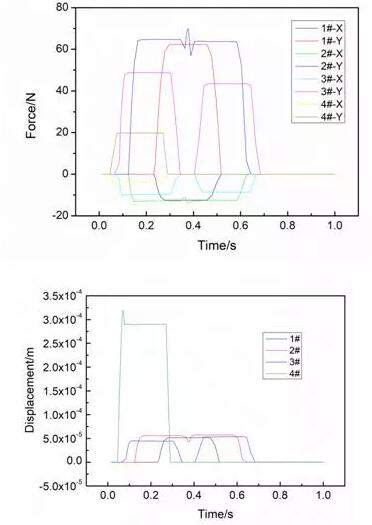
图7 不同形状受力及变形情况对比
总的来说,通过与物理实验相结合,仿真计算在SLM选区激光熔化金属 3D打印机铺粉装置的设计改进过程中有指导作用,它能够使得设计人员更详细的分析铺粉装置工作过程中的受力及变形情况,对比分析不同铺粉装置设计方案的优劣,为相应方案设计及工艺路线优化提供方向,缩短相应的研发流程。
谢琰军
材料物理与化学专业,博士学位,多年材料及增材制造领域研发经验,参与并实施多项金属增材制造科研课题及相关技术开发工作;目前主要从事增材制造设备及工艺相关的仿真及咨询工作。
(责任编辑:admin)

 未来,3D打印将为供应链带
未来,3D打印将为供应链带 选区激光熔化SLM过程中打
选区激光熔化SLM过程中打 3D打印热潮已过,下步将如
3D打印热潮已过,下步将如 干货:3D打印在一汽大众汽
干货:3D打印在一汽大众汽 3D打印机为何能在环保问题
3D打印机为何能在环保问题 3D打印为供应链带来意想不
3D打印为供应链带来意想不 各类3D打印成型技
各类3D打印成型技

