解析:基于3D打印PCB板的绝缘层材料选择及分析
时间:2019-01-25 22:38 来源:南极熊 作者:中国3D打印网 阅读:次
传统的PCB制作方式主要分为减成加工法和加成加工法两类,目前我国的PCB制造主要以减成加工法为基本工艺,即铜蚀刻法。其生产的加工周期长,工艺复杂,而且随着时代的进步,我国PCB产品成本上升,生产过程中对环境的污染十分严重,不符合我国走可持续发展,清洁生产的道路。3D打印是近些年兴起的加工技术,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术,目前将3D打印技术和印制电子技术结合起来是研究的热点。从成本方面来看,3D打印技术采用“增材法”进行加工,其材料利用率相比于传统工艺更高,因而节约了成本;加工时不会产生废气、废液,清洁环保;生产步骤减少,耗能降低,与传统工艺相比更高效。
另外,对于复杂电路的打印,通常希望能在同一块基材上实现多层电路的打印,可以大大节省使用基材的面积,实现电路的小型化,而多层电路涉及到层与层间绝缘材料的选择和使用。基于自主 设计的新型3D 打印机,该打印机成型原理借鉴 FDM工艺原理,基于此打印机研究多层电路绝缘层 材料的选择及其成型工艺。
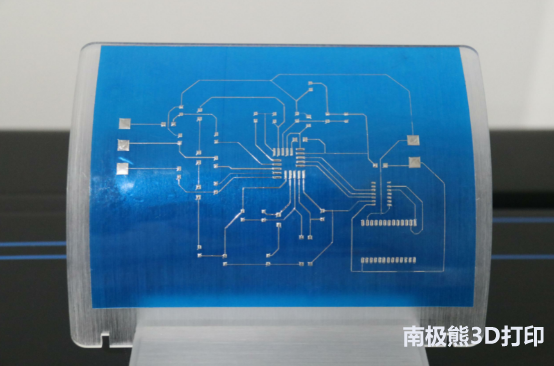
△梦之墨3D打印电路
1 PCB层间绝缘材料
PCB 板通过自主设计的3D打印机进行打印, 基底选择为相纸,以导电银浆作为打印材料,并通 过切片软件对打印路径进行规划,最后通过设计的 喷嘴挤出打印。打印过程在常温下行即可,但是打 印的电子电路需要加温固化。基于第一层打印的 电子电路,选择电子灌封胶作为绝缘层材料。灌 封胶(又称电子胶)在电子工业中有着广泛的应用, 起到粘结、密封、灌封和涂覆保护电子元器件的作 用,是一种不可缺少的重要绝缘材料。从材质上 分,灌封胶主要有环氧树脂胶和有机硅树脂胶两种:
(1)有机硅灌封胶是以有机聚硅氧烷为基础胶,配合一些交联剂、催化剂、填料和其它功能助剂所组成的一种灌封材料。它具有广泛的使用温度范围,优异的热稳定性,良好的化学稳定性,优异的电绝缘性能,一定的耐水性、耐气候性以及耐紫外性,易于成型以及环保等优点。
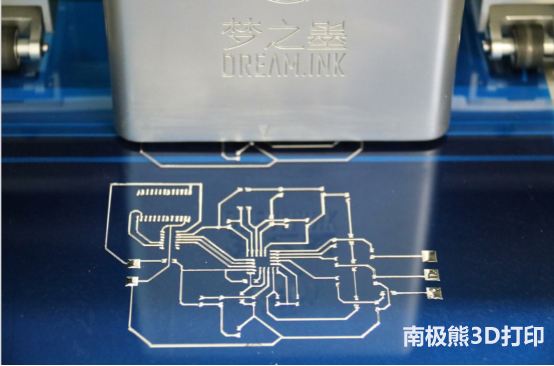
△梦之墨3D打印电路
(2)环氧灌封胶环氧树脂(EP)胶是一类以环氧树脂为基础胶料,配合一些固化剂、促进剂、填料和其他助剂而成的封装材料。环氧灌封胶具有优异的粘接性能、电绝缘性能、耐腐蚀性能,硬度高,固化收缩率低,线膨胀系数小。但是普通环氧树脂固化物存在质脆、易于开裂、热膨胀系数偏大、耐热性和热传导率低等问题。
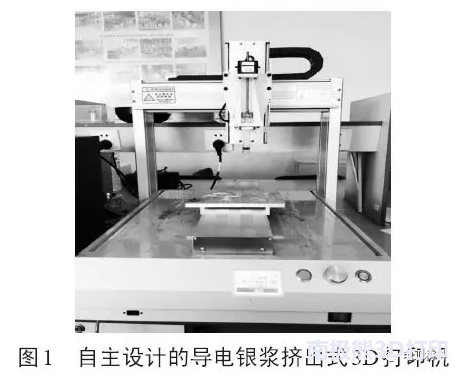
选择HJ711,HJ-721,HJ-101,HJ-374,HJ-375 五 种双组分灌封胶作为打印材料进行试验,其中 HJ711,HJ-721,HJ-101 为双组分有机硅灌封胶; HJ-374,HJ375 为双组分环氧树脂灌封胶,通过试验对比选择出可以通过该打印机打印的绝缘材料。图1为自主设计的导电银浆挤出式3D打印机。
2.1 打印材料的流动性
流动性是指流体本身的流动能力。检测流体 的物理性质和技术指标的重要标准之一为流体的 流动性是否达标。对于3D打印PCB板绝缘层试验 而言,打印材料的流动性是绝缘层能否制备成型的 关键。如果打印材料的流动性过强,会导致挤出装 置在通过喷头挤出材料时有多余的材料流出,挤出 材料的量过多,导致进行3D打印时无法控制打印 出的形状和精度,以及材料打印在基底上时会发生 流动,影响成型;如果打印材料的流动性太弱,会导 致挤出装置在通过喷头挤出材料时不均匀,打印在 基底上材料不连续,甚至无法挤出。
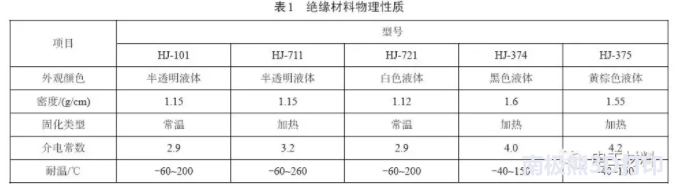
通过流动性试样对所选取的5 种灌封胶 (HJ-101,HJ-711,HJ-721,HJ-374,HJ375)进行流动 性测量,对比各材料选择出适合本打印机打印的 材料。通过试验确定适合打印的流动性范围,最后 通过调整双组分电子灌封胶的配比,使材料达到所 需要的流动性范围。所选取的5 种电子灌封胶的物 理性质如表1所示。
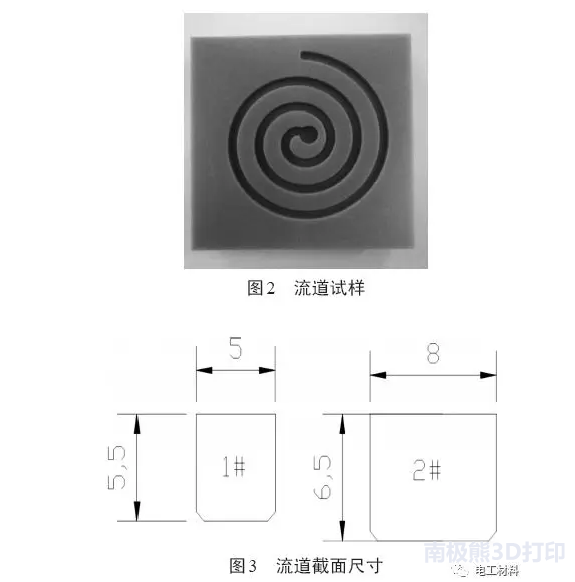
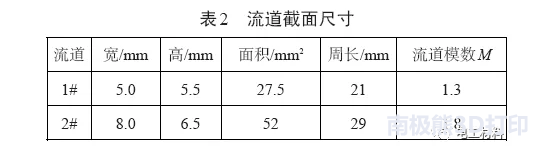
流动性试样有螺旋形、U形、球形、楔形试样等 多种的类型[8]。 由于螺旋形试样结构紧凑,占用空间小,本试 验选取螺旋形试样,如图2 所示。图3 为流道截面 尺寸。
因为绝缘材料选择的是双组分灌封胶,所以首 先要将绝缘材料按照各型号灌封胶给定的配比,进 行配制,并搅拌均匀以保证两种组分混合均匀。再 将配制好的绝缘材料,依次倒入流动性测量模具中 进行测量。设定绝缘材料的流动距离以100 mm为 标准,当绝缘材料从圆心孔进入流道入口时,开始 计时,到达规定长度时停止计时,以此段时间作为 流动时间。
在相同的试验环境下将流道简化为水平等截 面流道,打印材料的流动性用在相同的流动长度 条件下,设定的流动的长度L 与到达设定长度时流 动时间的比值来表示: v = L/τ (2) 式中:v 为流动速度,以流动速度表征打印材料的流 动性能;τ为流动时间,即有机硅灌封胶进入流道到 流动至设定长度的时间;L 为在螺旋流道内设定的 有机硅灌封胶流动的距离。
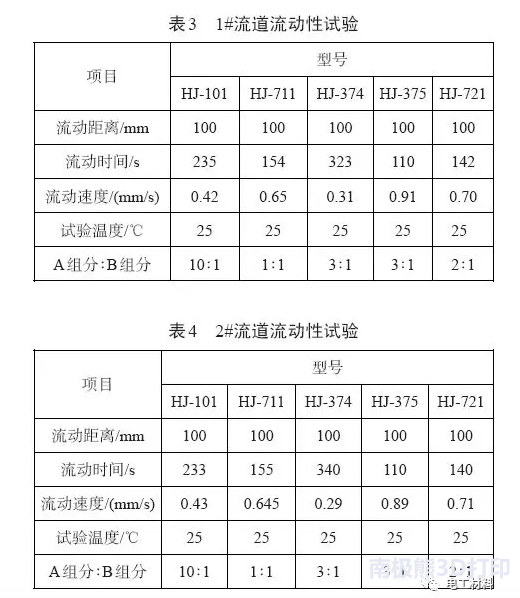
为保证绝缘材料的流动性只与自身性质有关,与流道的尺寸等外在因素无关,所以同种绝缘材料,在两个流道尺寸不同的1#,2#模具上分别试验,得出的结果进行横向比较。如果误差在允许的范围之内,证明绝缘材料的流动性与所处流道的尺寸无关。试验数据如表3、表4。
3 绝缘材料打印试验及结果分析
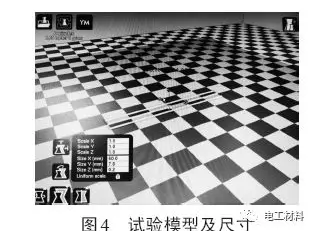
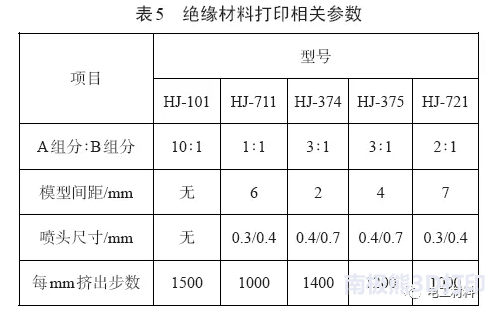
通过自主设计的挤出式3D打印机将绝缘材料 打印在相纸上进行试验。根据第一层导线层进行 的理论分析及阻力参数的计算继续选择金属分体 式喷头作为打印喷头,由于金属分体式精密喷头 的内部通道机构,在喷嘴的横截面变化处即流道断 面处发生了收缩,该喷头类型为流道面逐渐收缩, 这样的设计会保证具有一定粘度的流体在喷嘴内 不产生与壁面分离的倾向。并将该喷头安装在自 主设计的3D打印机的挤出机构上进行打印测试。 因为绝缘层所选取的五种绝缘材料与第一层打印 材料导电银浆相比,其中大部分绝缘材料的流动性 优于导电银浆,所以选择直径为0.3 mm的喷嘴以保 证绝缘材料的打印精度。设定打印的三维图形为 长60 mm,高0.2 mm,宽0.6 mm的三个间距为2 mm 的平行长方体进行打印。图4 为试验模型及尺寸。
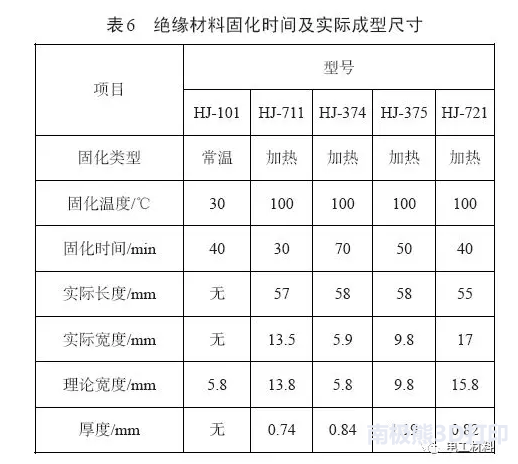
通过试验数据和实际的试验情况可知,由于 HJ-101 是常温固化,混合后即开始固化,而且自身 流动性较差,无论怎样调整喷头尺寸和相关打印参 数,均无法通过喷头顺利挤出,无法作为绝缘层打印材料。目前看来HJ-711 最适合作为绝缘材料进 行打印,良好的流动性,挤出时顺利且连续,连续打 印时无堵塞喷头现象;打印图形规则,而且固化成 型后实际尺寸误差不大,厚度小;固化后柔性好,可 随意弯曲。HJ-374 混合后为黑色,且具有一定刺激 性气味,连续打印时经常会堵塞喷头,废料处理困 难,黏附性强,污染试验室环境,且固化时间较长,不 适合试验室使用。HJ-375 混合后为黄棕色,有刺激 性气味,打印图形较规则但是厚度较大,固化时间适 中,固化后质地较硬,无法随意弯折。HJ-721 流动性 较强,挤出顺利,同样带来了成型不规则、精度低的 问题,不适合该试验使用。
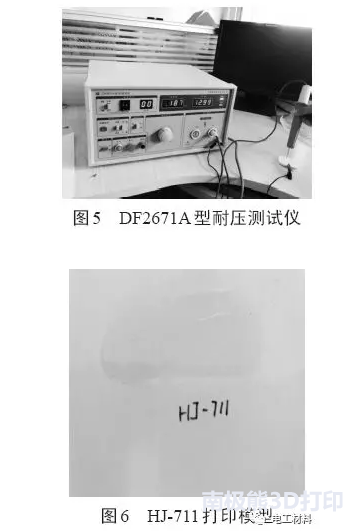
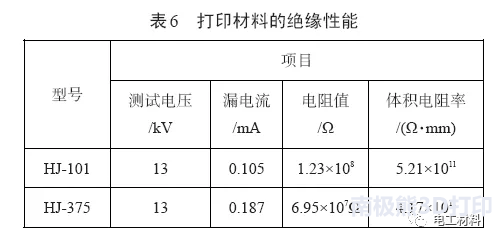
作为绝缘层的打印材料,需要满足基本的绝缘 条件。将适合此3D 打印机的绝缘材料,通过 DF2671A 型耐压测试仪进行测试。图5 为 DF2671A型耐压测试仪,图6为HJ-711打印模型。
4 结语
根据自主设计的挤出式3D打印机,以相纸为 基板,导电银浆为导线层打印材料为前提,在所选 取的5 种(HJ-101、HJ-711、HJ-721、HJ-374、HJ-375) 灌封胶分别进行流动性试验和绝缘层打印试验。 综合考虑分析,HJ-101 无法通过打印机打印; HJ-721 虽然可以通过打印机进行打印,但是精度和 成型效果不满足绝缘层要求;HJ-374 不够环保,固 化时间长,连续打印时会堵塞喷头,打印周期长,不 适合作为本打印机绝缘层打印材料。HJ-375 可以 作为打印材料使用,并且有收缩率低误差小的优 点,但是固化后绝缘层较脆硬,不可随意弯折; HJ-711 最适合作为本打印机绝缘层打印材料使用, 且固化后具有一定柔性,柔性PCB板在日常生活中 有广泛应用前景,有待进一步研究和开发。
(责任编辑:admin)

 未来,3D打印将为供应链带
未来,3D打印将为供应链带 选区激光熔化SLM过程中打
选区激光熔化SLM过程中打 3D打印热潮已过,下步将如
3D打印热潮已过,下步将如 干货:3D打印在一汽大众汽
干货:3D打印在一汽大众汽 3D打印机为何能在环保问题
3D打印机为何能在环保问题 3D打印为供应链带来意想不
3D打印为供应链带来意想不最新内容
 各类3D打印成型技
各类3D打印成型技热点内容


