你距离完美打印出3D模型只差40厘米
众所周知,3D打印技术――熔融沉积(FDM)有两种送料系统,一种是近端送料,一种是远端送料。这两种送料系统可以说是各有千秋,那么谁更胜一筹呢?待弘瑞3D打印小编娓娓道来!
首先来介绍下,弘瑞的看家本领。
近端送料系统,又叫直接送料系统。它是直接安装在热端顶部的送料驱动齿轮系统。驱动齿轮是由标准的齿轮步进电机驱动。
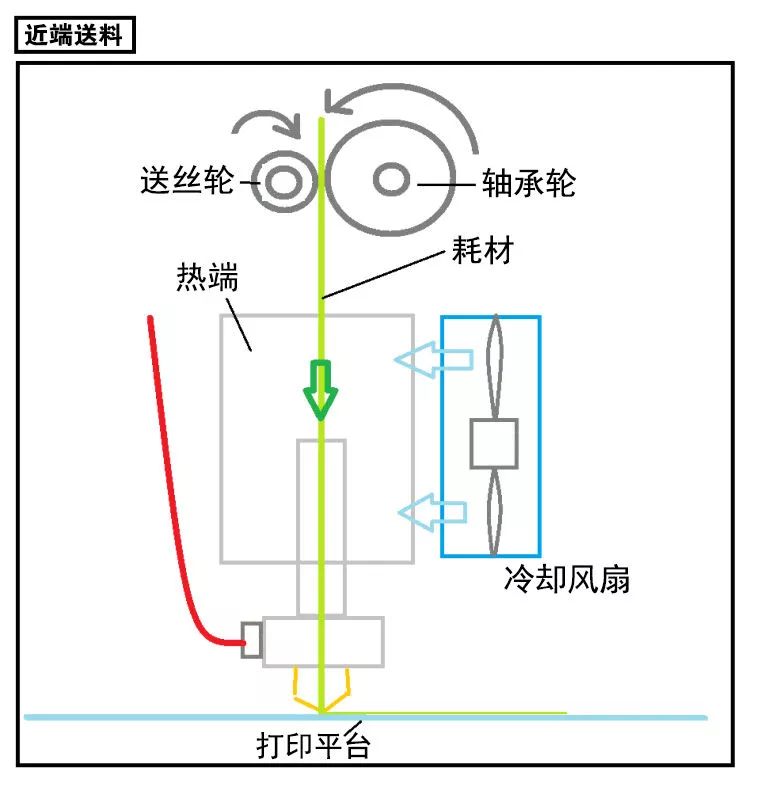
近端送料原理图
(送料器包括送丝轮和轴承轮)
优点――显而易见
① 由于近端送料系统的挤出机与热端之间的距离非常近,使得耗材的供给方式更具效率,换料方便之余减少了耗材的浪费程度。
弘瑞3D打印机的挤出机靠近热端,减少了线材的弯曲几率,更适合打印软性耗材,不仅能够兼容市面上大部分的热熔性硬质耗材(例如PLA、ABS、HIPS、PVA、PE、PP、PETG、木屑、碳纤维、尼龙等),同时还能打印TPU、TPE等软性耗材,提高了机器的利用率,拓宽了应用领域面。
② 总体来说比远端送料系统更有效率,理由是可以精确控制回抽,最小单位精确到0.1毫米,使打印的模型更加细腻。
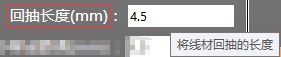
回抽长度默认4.5毫米
(请勿随意修改)
③ 因为挤出机和热端的距离很接近,因此对挤出步进电机的力矩要求相对低些。
缺点――那都不叫事
① 步进电机是挤出机系统的一部分,其存在大大增加了打印头的重量,降低了打印头运动的加速度和速度。
塞翁失马焉知非福!打印头降低速度的同时,却保障了打印运动平稳、速率一致,从而提升模型打印品质。
② 喷嘴热端、挤出机、步进电机、散热风扇等集成在一起,造成拆装维护不方便。
“即装即打”的挤出机――FLOW EXTRUDER
弘瑞自主研发的智能挤出机相较于普通挤出机而言,喉管和加热块采用一体化设计方案,更易安装和拆除,同时便于清洗。即使非专业人员,亦可轻松安装,开启顺畅打印之旅,完美解决近端送料拆装维护不方便的问题。

“即装即打”的挤出机
除此以外,该智能挤出机,拥有向外延伸的散热模块以及独特的喉管设计,完美匹配近端送料系统,在最大程度上减少堵料现象的发生并且减少打印过程中的拉丝现象。
还有另外一种――远端送料系统。其送料管要比近端送料管长出40厘米左右。远端送料时,耗材必须借助一根长长的送料管完成。这根送料管一端连接在送料器上,另一端则固定在热端。送料器不必安装在打印头上,而是固定在打印机的机箱上。
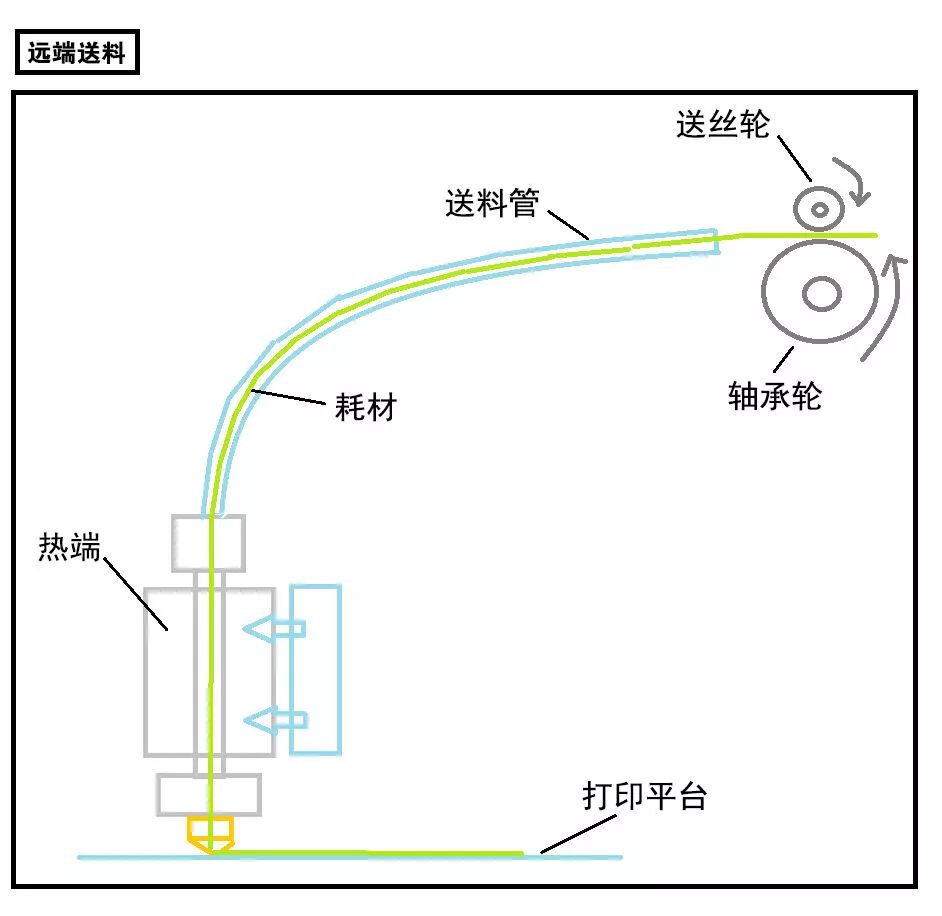
远端送料原理图
(送料器与热端分离)
优点――存在即合理
① 由于打印头重量轻,打印加速度和速度较高,移动定位更精准。
② 送料器不安装在打印头上,降低了打印头拆装的复杂性,方便维护。
缺点――有利就有弊
① 由于挤出机和热端的距离远,送料阻力较大,这需要步进电机有更大的力矩。
② 系统的送料效率变低且相对于近端挤出更容易出现故障。
③ 耗材回抽的滞后性导致打印时回抽量需要调大,且难以进行微小的回抽,影响打印的平稳性,甚至会出现拉丝的现象。
④ 挤出机与喷嘴距离较长,使得送料管中的耗材比较难耗尽,造成浪费。
⑤ 可使用的耗材有局限性,仅能打印常规硬质耗材,无法打印软性耗材。
结论
采用近端送料系统的3D打印机,在保证打印速度、保证模型质量的前提下,打印过程更加平稳,打印喷头不易出现堵头、拉丝等现象,打印耗材更加广泛,打印效率更高。
(责任编辑:admin)

 创想三维:解析3D打印机制
创想三维:解析3D打印机制 深圳长朗科技将在Kickstar
深圳长朗科技将在Kickstar 华中科大基于粉床激光增材
华中科大基于粉床激光增材 3D打印无人机高效种植 快
3D打印无人机高效种植 快 立体易体验活动之香港圣公
立体易体验活动之香港圣公 过节不收礼,猜下我们给广
过节不收礼,猜下我们给广 创想三维:FYT战
创想三维:FYT战 创想三维:光固化
创想三维:光固化 构造立体美学,3D
构造立体美学,3D

