3D打印模型惨不忍睹?6招优化立竿见影(5)
时间:2016-08-31 10:04 来源:中关村在线 作者:中国3D打印网 阅读:次
拉丝难避免 回抽多调试
在我们测试过的几款FDM 3D打印机中,在打印相邻的独立结构时拉丝的情况或多或少都会发生,几乎是无法避免的。这里面其实涉及到3D打印机的回抽机制。
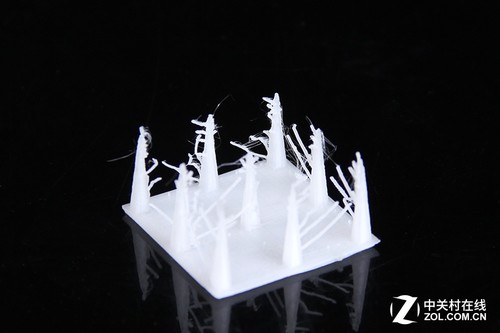
在独立结构之间经常会出现拉丝
用过3D打印机、有仔细观察的朋友会注意到,当喷嘴加热的时候总是会有一些液态的材料溢出来。而在打印的过程中,喷嘴打印两个独立的结构时在它们之间移动,材料溢出就会造成细小的拉丝,但实际上两个结构都应该是光滑的表面。

这是比较理想的无拉丝打印效果
从最初RepRap开始解决的办法,就是让喷嘴打印完一侧之后送料齿轮倒转,把材料向回抽一小段,给热喷嘴一个反向的张力防止材料溢出。这就是所谓的“回抽”。
但是由于材料的配比不同,在高温下的流动性、张力等物理特性都有差别,在200摄氏度的温度下PLA材料完全是流动的液体而ABS材料则是凝胶状的粘稠液体。这样一来,就需要略微调节回抽参数了。

调节回抽参数可尽量减少拉丝
在弘瑞软件中,我们建议勾选回抽时抬高打印头,让挤出头离开之前抬高一点点断开材料之间的连接。另外一个调节的原则,就是越是粘稠的液体回抽距离越要设置的大一些,越是流动性好的液体回抽距离适当设置的小一些,减少打印中断、提高打印效率。这个回抽距离,建议用户多动手尝试,才能获得最佳的打印效果。
(责任编辑:admin)

 砖层堆叠切片方法可能成为
砖层堆叠切片方法可能成为 佩极3D打印眼镜化学蒸汽抛
佩极3D打印眼镜化学蒸汽抛 3D打印零件表面精加工工艺
3D打印零件表面精加工工艺 3D打印后处理:清洗、退火
3D打印后处理:清洗、退火 一种新的3D打印后处理方法
一种新的3D打印后处理方法 激光金属沉积制造的Ti6Al4
激光金属沉积制造的Ti6Al4最新内容
 SLA 3D打印模型清
SLA 3D打印模型清 创想三维:3D打印
创想三维:3D打印 几种常用的打磨方
几种常用的打磨方 3D打印模型后处理
3D打印模型后处理 如何对3D打印模型
如何对3D打印模型 如何快速的给你的
如何快速的给你的热点内容


