3D打印模型后期怎么上色?
3D打印的后期上色有哪些处理办法呢?
今天,小奥来给大家介绍一下其中最常见的五种办法。
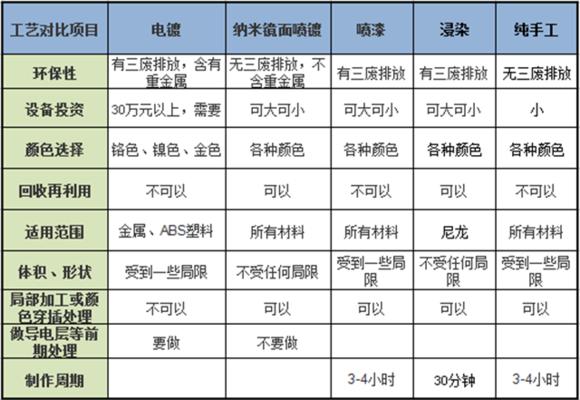
先看看这个图
针对这五种方法进行了对比(并按1-5分制进行打分):
1、纯手工

手涂上色从某种意义上讲,是最简单易学、易操作的。但是如果想要表面色彩效果好的话,需要涂上一层浅色底色打底(浅灰色或白色),再涂上主色,以防出现颜色不均匀或反色的现象。且需要采用十字交叉涂法进行上色,即等第一层要干未干的情况下,再加上第二层的新鲜油漆,第二层的笔刷方向和第一层成为垂直直角。色彩光泽度上,因使用的大多是油性染料,所以微高于浸染,而低于喷漆、电镀和纳米喷镀。简单易获取易操作,造价成本低于其他四种。纯手工上色,产品效果上,受人工熟练程度、二次上色把握程度,等多种因素影响,在效果上很难达到理想状态。同等产品上色效果最差。
综合评定2分。
2、喷漆
喷漆,是当前3D打印产品主要上色工艺之一。因为油漆附着度较高,所以其适用范围比较广。在色彩光泽堵上,受产品原镜面影响,光泽度仅次于电镀和纳米喷镀效果。但作业色彩比较单一,受喷涂技术和油漆干燥度等影响,多色喷涂较为困难。在制作周期上,喷涂后需要晾晒和细节处微调,所以作业周期需要3到4个小时。喷漆上色,造价成本适中且适用范围最广。产品效果上,受人工熟练程度、二次上色把握程度、喷点衔接等多种因素影响,技术需求较强。若在产品素面光滑时效果能达到自身最好,
综合评定3.5分。
3、浸染

浸染,作为3D打印产品的上色工艺之一,只适用于尼龙材料。在颜色的多样性上,纯色浸染较为灰暗,且以单色为主。且光泽度其他4种相比是最低的。虽然受材料和色彩的局限,但制作周期较短,30min即可完成上色效果。浸染上色,造价成本上高于纯手工和喷漆,最终产品外观效果一般,但材料和色彩局限性较大。
综合评定3分。
4、电镀
电镀就是利用电解原理,在某些金属表面上镀上一薄层其它金属或合金的过程,提高耐磨性、导电性、反光性、抗腐蚀性及增进美观等作用。在颜色上只有铬色、镍色、金色三种,且只适用于金属和ABS塑料。虽然在上色效果上会受到产品体积和形状的影响,但色彩的镜面光泽度极高,是纯手工、喷漆和浸染完全所不能达到的。电镀上色,造价成本最高,虽受材料和产品体积和形状的局限性影响较大,但产品外观效果极好。
综合评定4分。
5、纳米喷镀

纳米喷镀是目前世界上最前沿的高科技喷涂技术,它是采用专用设备和先进的材料,应用化学原理通过直接喷涂的方式,使被涂物体表面呈现金、银、铬及各种彩色等各种镜面高光效果。纳米喷镀,可选择多种颜色,适用于各种材料。且不受体积和形状的局限性影响,能同时用多种颜色,色彩过渡极为自然。其色彩的镜面光泽度和电镀效果相当,设备投资可根据生产能力自定。同等产品的成本低且效果极佳。
综合评定4.5分。
总结篇:对于3D打印产品的上色处理,在产品塑造之前,我们可以利用有色PLA耗材、有色ABS耗材、全彩砂岩、多彩塑料进行彩色产品塑造。但是如果是需要更多和更个性化的形制色彩,还是需要采取上述五种办法,以此达到最终的效果要求。 当然,由于资料有限,在对3D打印产品的后置上色处理上的认知和理解,会有不正确的地方,还需要大家多多指正。
(责任编辑:admin)

 砖层堆叠切片方法可能成为
砖层堆叠切片方法可能成为 佩极3D打印眼镜化学蒸汽抛
佩极3D打印眼镜化学蒸汽抛 3D打印零件表面精加工工艺
3D打印零件表面精加工工艺 3D打印后处理:清洗、退火
3D打印后处理:清洗、退火 一种新的3D打印后处理方法
一种新的3D打印后处理方法 激光金属沉积制造的Ti6Al4
激光金属沉积制造的Ti6Al4 SLA 3D打印模型清
SLA 3D打印模型清 创想三维:3D打印
创想三维:3D打印 几种常用的打磨方
几种常用的打磨方 3D打印模型后处理
3D打印模型后处理 如何对3D打印模型
如何对3D打印模型 如何快速的给你的
如何快速的给你的

