如何解决3D打印时填充强度不足的问题
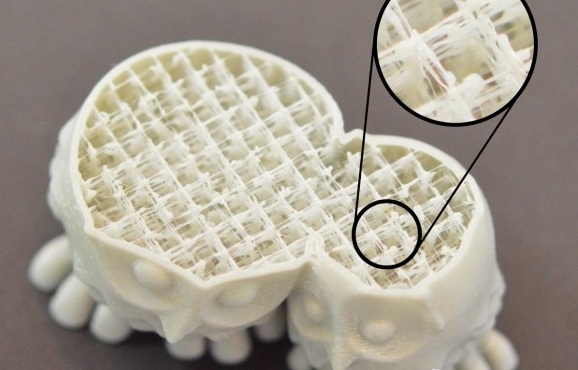
3D打印件内部的填充在这个模型强度方面扮演者重要的角色。填充负责连接3D打印件的外壳,支撑着整个模型,顶面也是在填充上打印的。如果填充强度看起来不足或者很纤细,你可能需要在软件中调整一些参数来为这部分打印增加额外的强度。
降低打印速度:
典型的,填充打印的速度要快过其他部分。如果你尝试太快的速度打印填充,挤出机也许会跟不上,这样你会在打印件内部发现欠挤出现象。欠挤出会因为喷嘴没有挤够所需要数量的塑料而生成脆弱的纤细的填充。如果已经尝试过几种填充样式,仍旧持续出现填充脆弱,尝试降低打印速度。点击“高级”页面,调整“内部填充打印速度”的值,直接控制填充打印速度。例如,如果原设置是100mm/s的打印速度,尝试将该值降低50%,看看填充是否因此变更强壮更坚固了。
增加挤出线宽:
增大挤出线宽可以生成更厚更坚固的填充壁从而极大的提升打印件的机械强度。Cura没有直接修改挤出线宽的选项,但可以通过修改“基本”页面中的“壁厚”选项来间接修改线宽。(因为是间接修改没有那么直观,所以下面的文字可能会难懂一些)。
“壁厚”就是外壁的厚度,“壁厚”=“挤出线宽”X“外壁圈数”。
比如“喷嘴孔径”为0.4mm时,“壁厚”设置为0.8mm,那么“挤出线宽”等于0.4mm,“外壁圈数”等于2,即外壁打印两圈,每圈厚度0.4mm;
如果“壁厚”设置为1.0mm,“外壁圈数”只能是整数,等于2,这时“挤出线宽”变为了0.5mm,这样才能满足壁厚的设置;
如果“壁厚”设置为1.19mm,“外壁圈数”还是等于2,“挤出线宽”变为了0.595mm;
如果“壁厚”设置为1.2mm,“外壁圈数”变为3,“挤出线宽”又变回0.4mm;
所以“挤出线宽”还跟“喷嘴孔径”有关系,“喷嘴孔径”等于0.4mm的时候,“挤出线宽”最多不超过0.6mm。
填充的“挤出线宽”跟外壁的线宽一致,所以可以通过修改“壁厚”参数来改变填充的“挤出线宽”,但如果“挤出线宽”增加了50%,填充的每条线都会使用原来1.5倍的塑料,为了维持填充率,填充的线间间隔将加大。因为这个原因,很多使用者都会在同时增加填充率的值。
尝试更换填充式样:
可以关注打印的填充式样。Cura没有更改填充式样的功能,你可以尝试用Simplify3D或者别的软件。有些填充样式比其他样式更坚固,例如,网格,三角形和密实蜂窝这些都是高强度的填充样式。其他像直线和快速蜂窝就因为打印快速而牺牲了部分机械强度。如果你觉得填充强度不够,可尝试不同的填充式样,看看会不会不一样。
(责任编辑:admin)

 只需3步,摆脱你不喜欢的3
只需3步,摆脱你不喜欢的3 3D扫描仪怎么玩?
3D扫描仪怎么玩? 如何使用光固化3D打印机打
如何使用光固化3D打印机打 讲述3D打印机怎么用 初学
讲述3D打印机怎么用 初学 手工对FDM 3D打印部件进行
手工对FDM 3D打印部件进行 光固化3d打印如何优化模型
光固化3d打印如何优化模型 创想三维:如何用
创想三维:如何用 为了便于3D打印,
为了便于3D打印, 初学3D打印者必读
初学3D打印者必读 为了便于3D打印,
为了便于3D打印,

