高强铝合金电弧增材制造的研究进展
时间:2024-08-22 09:22 来源:南极熊 作者:admin 阅读:次
1. 北京工业大学 汽车结构部件先进制造技术教育部工程研究中心,北京 100124
2. 中国科学院金属研究所,沈阳 110016
高强铝合金因具有高强度、低密度、优异的延展性和抗腐蚀性,成为了航空航天和汽车应用零件最常用的金属材料之一。电弧增材制造技术具有快速原位成形制造复杂结构零部件的能力,非常适用于中型或大型高强铝合金铝部件的制造。本文综合分析了高强铝合金电弧增材制造工艺和设备研发现状、高强铝合金电弧增材的固有属性和缺陷以及主要的性能优化手段,讨论了组织和性能的固有特征和复合增材制造技术对组织和性能的影响。针对电弧增材制造高强铝合金不可忽略的本质冶金缺陷、特征性能需求和多种优化工艺的优劣等问题,提出了电弧增材制造高强铝合金综合评价体系、成分设计和丝材开发、专用热处理制度和复合增材制造技术的协同性等发展方向,以期为电弧增材制造高强铝合金的性能提升和应用推广提供重要参考。
在工业革命快速发展的新时代,新型工程材料的需求也在不断的增加,因此需要能够引领现代世界走向更新的、更快的、更强的和更节能的新制造工艺时代[1]。丝材电弧增材制造(WAAM)结合了传统焊接技术和增材制造,使用了电弧作为热源,以填充焊丝作为原料进行逐层沉积,直到创建出所需的3D形状结构件。WAAM相比于减材制造和其他增材制造工艺,虽然出现时间相对较短,但加工材料消耗更少[2],具有沉积效率高、设备成本低、材料利用率高、能够制造大尺寸构件、设计自由度高、材料可用性广泛、混合制造和对环境污染低等优势[3],越来越受到众多工业制造领域的关注,在金属智能制造领域具有广阔的发展前景[4]。
铝合金因其高强度、低质量密度、优异的延展性和高耐腐蚀性而受到广泛的应用[5],同时,又因其高导电率、高导热率和良好的可制造性,使得铝合金成为最具有前途的航空航天和交通运输等领域所用材料。高强铝合金一般指可热处理强化的含铜元素的2×××、含锌元素的7×××铝合金,主要应用在需要高强、高韧、耐腐蚀、高耐损伤要求的航空航天领域。随着飞机设计思路的不断创新,对先进飞机等构件制造提出了越来越高的要求。铝合金WAAM能够实现传统制造方法难以实现的大型复杂精密构件的直接制造成形[6],能够生产非常接近最终形状的预成型件、无需复杂的工具、模具和冲模,因而对高强铝合金的增材技术的需求十分强烈,迫切需要直接服务于装备制造业的新成形技术[7]。
目前为止,虽然对WAAM已经进行了大量的研究,工艺和理论发展逐渐成熟,并且已经制造出能媲美铸造件的大型结构件[2]。但目前仍然处于起步阶段,存在着许多需要解决的问题,包括热源和设备的研发、高强铝合金微合金化设计、工艺开发、缺陷消除方法等。本文对WAAM高强铝合金的热源和设备、固有的组织和性能属性、固有的冶金缺陷和性能优化手段进行了讨论,重点讨论WAAM高强铝合金的凝固特性、强化机制、缺陷的产生原因和优化手段的主要原理,并从性能综合评价体系、成分设计与丝材开发、专用热处理制度和复合增材制造技术的协同性等发展方向进行了展望,以期提高电弧增材构件的形性和扩大高强铝合金的应用范围,加快高强铝合金的研究进程。
1 高强铝合金WAAM系统发展现状
迄今为止,研究人员逐步探索了多种基于增材制造的铝合金成形技术,主要包括电子束熔化(EBM)、激光选区熔化(SLM)、电子束自由成形制造技术(EBF)和直接能量沉积(DED)等[8]。从设备成本、零部件制造尺寸、制造效率和质量控制等方面出发,WAAM作为逐层沉积3D组件的大型铝合金零件制造关键技术,已经被工业界广泛接受[9]。现在普遍认为WAAM工艺起源于1925年Baker提出使用电弧,以填充焊丝作为原料来沉积金属装饰品[10]。随着高质量计算机辅助设计和制造软件(CAD/CAM)的出现使得增材制造的广泛应用成为可能,特别是WAAM,成为了一个重要发展的领域。相关学者评估了WAAM与其他增材工艺的相对优势[11-12],如图1所示。可以看出,WAAM的关键优势在于交货周期、材料浪费和改进功能方面,还能够针对小批量零件的工具和多材料结构的设计实现定制化服务。
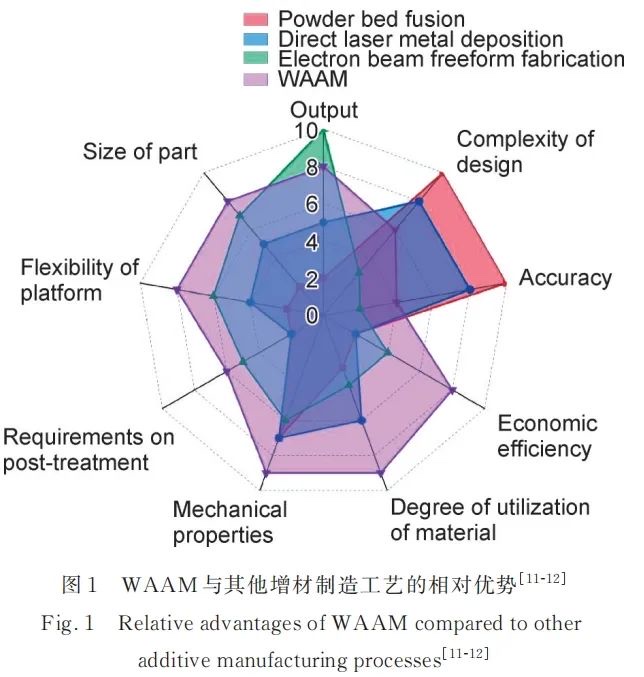
图1
WAAM系统装置主要包括热源、送丝机、辅助保护气体、加热元件和传感器等。根据热源性质的不同,一般来说,WAAM工艺通常分为三种类型:熔化极气体保护焊(GMAW)[13]、非熔化极钨极气体保护焊(GTAW)[14-15]和等离子弧焊(PAW)[16],制造工艺原理如图2所示。特定类型的WAAM技术表现出特定的特征,GMAW和GTAW的能源效率可以超过90%[17]。GMAW的沉积速率比GTAW和PAW高2~3倍[3],然而,GMAW的稳定性较差,由于电流直接作用于丝材进行熔化,会产生更多的焊接烟雾和飞溅,尤其熔滴飞溅最为严重。可见,WAAM工艺的选择会直接影响目标部件的加工条件和生产率。
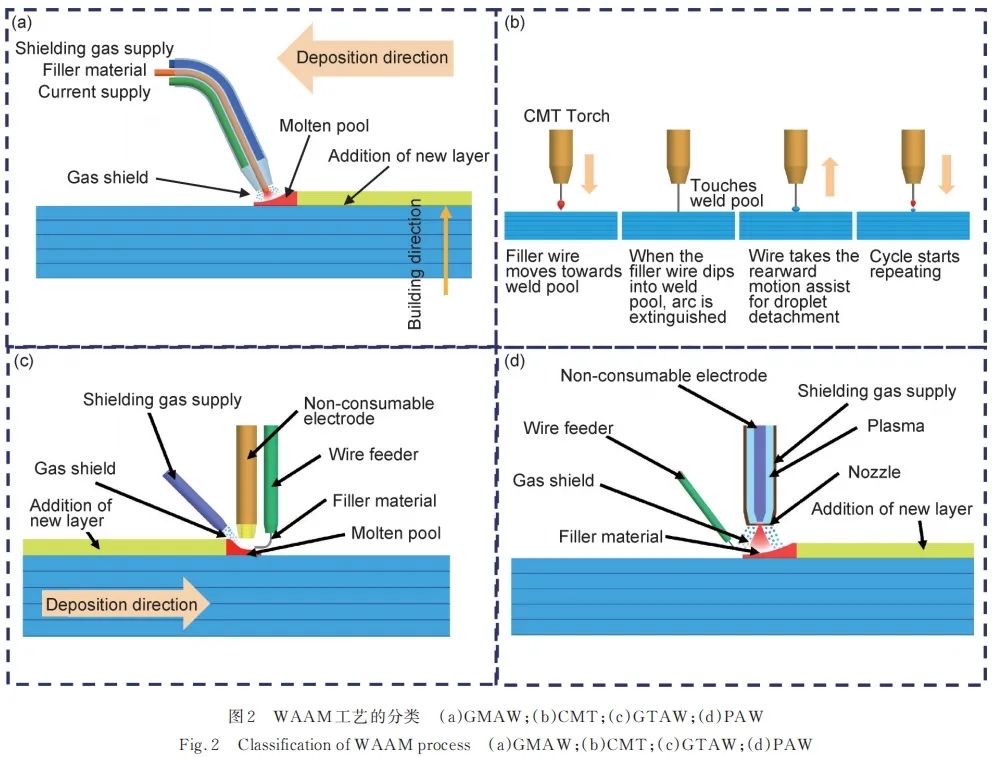
图2
GMAW利用电弧将丝材直接熔化实现沉积成形,可分为金属惰性气体焊接(MIG)和冷金属过渡(CMT)[18]。随着CMT增材技术的研发,众多学者认为CMT是最合适的增材制造技术[19],因为CMT具有更高的冷却速率,一定程度上避免了大的飞溅和气孔问题。CMT技术集成了四个过程,即起弧-填充熔池和灭弧-短路回抽-循环往复[20],如图2(b)所示,利用冷热交替的方式避免熔池中热量的累积。相关学者认为CMT是一种低成本的熔丝增材方式,因为焊丝是在非反应的惰性气体中进入熔池的,能够实现尺寸的高精度控制。GTAW是WAAM制造工艺中要求最高的技术之一[21],焊接效率高达83%[22]。GTAW使用钨极尖端熔化焊丝[23],在一定程度上减少了飞溅的问题,但因为焊枪与送丝相互独立,送丝方向和焊枪移动方向需要完美的匹配,因此在制造复杂结构件时难度较大。PAW于2006年进入增材制造领域,首先用于制造不锈钢[24]。PAW以等离子电弧为热源,主要由钨极和惰性气体组成,送丝机在焊枪下部,焊丝熔化并沉积在基体上,重复该过程实现增材。
2 高强铝合金WAAM的属性和缺陷
2.1 组织和性能固有性质
2.1.1 组织的固有特征
高强铝合金在WAAM工艺的成形过程中,由于逐层沉积热输入引起不同于其他成形方法和其他系铝合金,且始终无法完全消除的属性,在本文中称为“固有特性/属性”。WAAM以层间堆焊的方式进行沉积,因此层间结合成为了组织主要特征和重点强化区域。不同的工艺和材料展现出不同的层间特征[25-27]。一般来说,在没有额外能量场等因素的影响情况下,对于WAAM构件的每个单独层,存在熔池区(MPZ)、熔池边界(MPB)和热影响区(HAZ),然后重复该过程,如图3(a)[25]所示。Dong等[26]将层间分为上部区(UP)和下部区(LP),UP中的晶粒从沉积层的起始位置开始,LP中的晶粒从倒数第二层和最后一层之间的熔合线开始,如图3(b)所示。UP层的长大依赖于已经沉积柱状晶的持续生长,此时,LP的生长依赖于新晶粒从熔池底部成核和生长,因此柱状晶受到了阻碍。
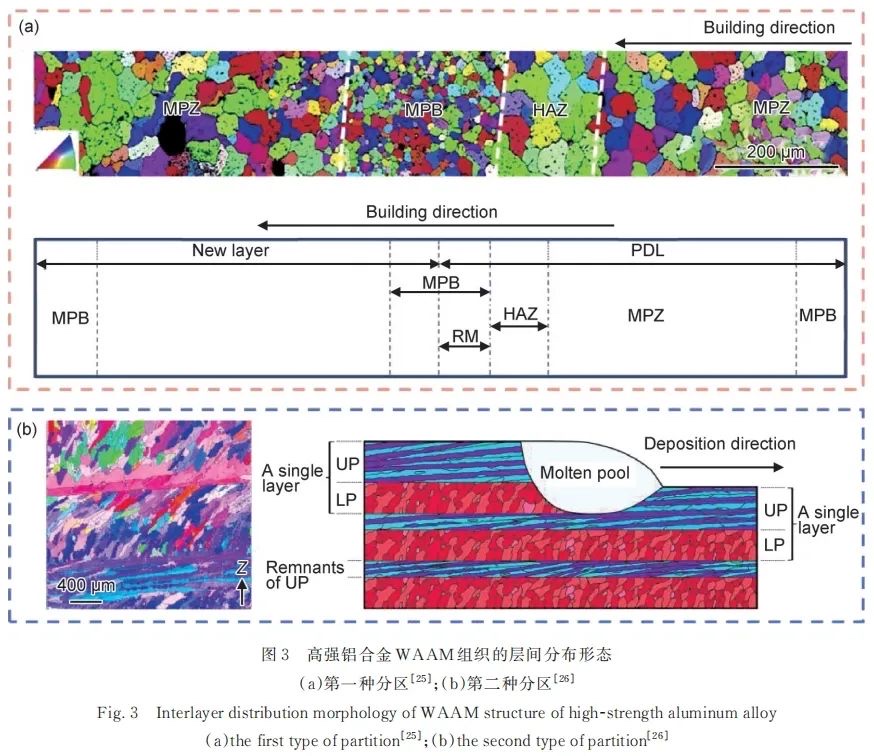
图3
2.1.2 力学性能的固有特征
迄今为止,诸多研究聚焦于提高WAAM制造的铝合金构件的力学性能和结构性能,通过改变不同的工艺参数,包括电弧模式、送丝速度、沉积速度以及采用后处理的手段进行优化。然而,因裂纹敏感性高,成功制备高强铝合金构件鲜有报道。单纯堆焊沉积的高强铝合金构件的抗拉强度往往超不过300 MPa[26-27]。与WAAM高强铝合金相关的裂纹、孔隙率、不均匀的微观结构、残余应力和变形等缺陷使其对研究人员更具有挑战性。
高强铝合金强度主要来源于铝基体中密集的纳米析出相产生的沉淀硬化,Al-Cu系合金主要是析出的高密度Al2Cu(θ′)使得强度大幅度提升,Al-Zn-Mg-Cu系铝合金形成的主要强化相MgZn2(η′)尺寸更小,分布更弥散,沉淀硬化效应更显著。高强铝合金构件的强化效果与温度和时间有着密切的关系。WAAM多次热循环在沉积初期热量累积,散热条件逐渐恶化,并且后续沉积热对已成形层都施加不同温度和循环次数的热处理效果[28]。典型Al-Zn-Mg-Cu系铝合金WAAM不同区域的热循环及强化相析出形貌示意图如图4(a)[26]所示。非平衡凝固条件下,构件顶部位置A在析出温度范围内没有经历有效的热循环,合金元素仍固溶在基体内。靠近基板的位置经历更有效的热循环,沉淀物成核并长大。随着与热源距离的增加,后续热循环的峰值温度可能会在析出温度范围以下,因此析出相不再长大,稳定成位置D的形貌。典型7系铝合金WAAM构件纳米析出相形貌如图4(b)[26]所示。由于持续热循环导致最底层构件内是更多粗大且非共格的稳定相η的生成,因此其硬度下降。这意味着连续热循环导致已沉积部分发生过时效,性能形成明显的各向异性。
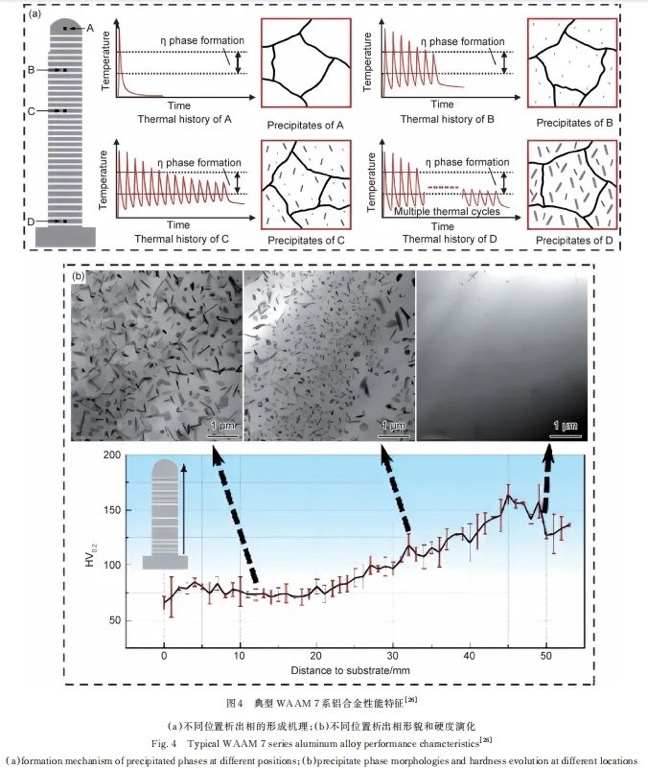
图4
2.1.3 腐蚀性能的固有特征
由于成分过冷的差异,构件可能形成具有独特晶粒结构的区域[29-31]。此外,由于高强铝合金都是可热处理的,WAAM会引起与复杂热循环相关的相变,导致偏析、固溶和过时效等显著的化学不均匀性[32-33]。其中不可避免地影响合金的局部腐蚀[29]。除此之外,为了进一步提高WAAM高强铝合金零件的力学性能,需要分析环境辅助开裂(EAC)对WAAM方法制造的耐腐蚀金属零件力学性能的影响。EAC往往会影响材料中的多种失效,例如应力腐蚀开裂(SCC)、氢脆(HE)、硫化物应力腐蚀开裂和辐照引起的应力腐蚀开裂(IISCC)。经验表明,由Al7075-T6制成的飞机部件往往会迅速腐蚀,特别是在海洋环境中运行的飞机[34]。需要对WAAM制造的铝合金的磨损和腐蚀行为进行适当的检查,因为铝合金部件在其使用寿命期间遇到磨损和腐蚀的区域被高度利用[35]。出于明显的安全原因,过度腐蚀的部件必须更换,并且更换成本很高。因此,有必要全面研究WAAM铝合金制造零件中的EAC行为。
2.2 高强铝合金WAAM的冶金缺陷
尽管WAAM技术具有显著的优势,但完成高质量的WAAM构件制造的前提是需要解决适应于WAAM热条件下高热输入的特殊挑战。WAAM铝合金的应用受到常见缺陷的限制,其中包括孔隙缺陷[26,28]、裂纹和分层[36-37]、残余应力[38-40]、变形和挥发性元素的氧化和蒸发等,各种金属WAAM工艺中的常见缺陷范围如图5所示[3]。
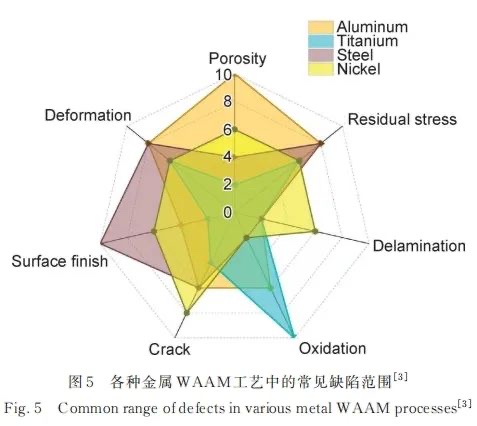
图5
(责任编辑:admin)

 649美元!Revopoint全新Me
649美元!Revopoint全新Me 649美元!Revopoint全新Re
649美元!Revopoint全新Re 苏黎世联邦理工学院推出采
苏黎世联邦理工学院推出采 贵州首例!贵州医附院骨科
贵州首例!贵州医附院骨科 浙江省人民医院/浙江大学
浙江省人民医院/浙江大学 ADNOC Gas使用3D打印按需
ADNOC Gas使用3D打印按需最新内容
 哥伦比亚大学采用
哥伦比亚大学采用 失去1/3掌面,浙大
失去1/3掌面,浙大 3D打印软皮垫增强
3D打印软皮垫增强 3D打印替换患病脊
3D打印替换患病脊 功能材料新“大门
功能材料新“大门 老牌运动品牌Jack
老牌运动品牌Jack热点内容


