һ��֧���������������������������ļ���ɨ����-̨ͬ��ϵͳ
���������������õ���Ӧ�ԡ��߾��Ⱥͻ����Ѻõ��Զ����̶ȣ���Ϊһ�ֿ��Խ��ͱ���ֲڶȺ���߸��ֲ������������ķ�����������Խ��Խ��Ĺ�ע������������Կ���������״�����״���Ӳ�������������������������ʽ��������Ĵֲڱ���ƽ���ֲڶȣ�Ra��Ϊ10�C25\mu m�����������ڱ�������Ҫ��ϸߵij��ϵ�Ӧ�ã������Ҫ����ĺ��⡣
���ڴ�������еļ����豸�����ڵ�����ɨ���ǵ��г�������ޣ��߾��ȴ�����������ս�ԡ���ͳ�IJ���ɨ�跽�����ڹ���̨��ɨ���ǵ��ظ�����-ֹͣ�˶�����ϴ��ɱ��⣬����ɨ������߽�ı��������ϲ���⣬���ֲ������Դ���˴���������ڼ��Ч�ʡ��廪��ѧ���о���Ա�����һ��ɨ��̨ͬ��ϵͳ����ʵ����ƴ�����Ĵ�������ܼ����⡣ͨ����ѡ���Լ����ۻ������Inconel 718������м��������о���ͬ������ϵͳ�Դ���Ч�ʡ��������������ȵ�Ӱ�졣
�о���Ա��������ͼ1��ʾ��ͬ��ϵͳ����ϼ�����ɨ���ǵ��˶��������˶�̨��ʵ�ִ���������⡣�ŷ�����ϵͳ���ɵĿ����ź�ͬʱ���͵��˶�̨�ͼ�����ɨ���ǣ���ʵ��ͬ���˶����Ӷ������ϴ�������ȵ���ߴ��������ӹ���Ч�ʡ�
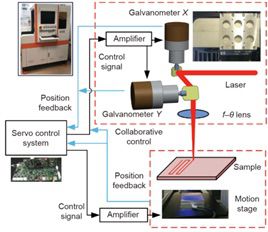
ͼ1: ɨ��̨ͬ��������ϵͳʾ��ͼ��
ͨ������ɨ�跨��ɨ��̨ͬ������ѡ���Լ����ۻ������IN718������ԭʼ�����Ͻ��д���������⣬��ͼ2��ʾ�����ַ����ļ�������Ч�ظ����˱�����Ȳ���������ƽ�������ƣ�������ɨ�跽�����ڷ�ϱ߽紦�������ԵĴ����
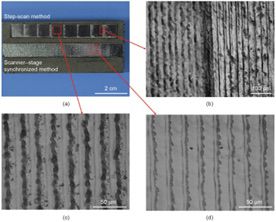
ͼ2:��a�����ò�ͬ�ķ�����ͨ��ѡ���Լ����ۻ������IN718�������м����⣻��b������ɨ�跨�ķ������c�����ý�Ծɨ�跨�ļ�������棻��d��ʹ��ɨ��̨ͬ���������м�������档
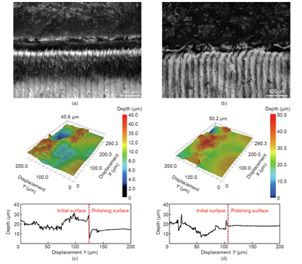
ͼ3��ʾ��ʹ�������ַ����ļ�����߽�ı�����ò����a������c��������ʹ�ý�Ծɨ�跽��ʱ��ԭʼ����ͷ�ϱ߽紦�ļ���������֮������ۡ�ͬ�����췽���������˶�̨��ɨ���ǵ��ŵ㣬����˾��ȵļ����������γ��˾��ȵļ�����߽磬��ͼ3�еģ�b������d����ʾ��
ͼ2:��a�����ò�ͬ�ķ�����ͨ��ѡ���Լ����ۻ������IN718�������м����⣻��b������ɨ�跨�ķ������c�����ý�Ծɨ�跨�ļ�������棻��d��ʹ��ɨ��̨ͬ���������м�������档
���������ַ�������1�ܽ���541.12 mm2�������ƽ������ֲڶȺ���ʱ�䡣�벽��ɨ�跨��ȣ�ͬ����������ı���ֲڶȽ�����28.07%��ͨ����Ծɨ�跨��ɨ��̨ͬ�����ӹ����ܼ�����ʱ��ֱ�Ϊ67.95���41.98�룬����ɨ��̨ͬ��ϵͳ����Ч�������38.22%��Ч�ʵ������Ҫ�����ڹ���̨�������˶����������˵�����������������������У�����ɨ���Ǻ���̨��ͬ���˶�����������ɨ���Ǻ���̨���ٺͼ�������Ķ���ʱ�䡣
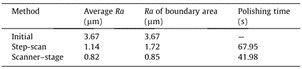
��1: ��ͬ�����ⷽ���IJ�ͬ����ı���ֲڶȺ���ʱ�䡣
����ɨ�輶ͬ���������м����⣬ͬ������ϵͳ���˶��ֽ�ģ������ϳ�ģ����ɣ����ڼ���ӹ������е������˶������Ա����������⣬�����еĽ�Ծɨ�跽����ȣ��÷����Ĵ���Ч�������38.22%���������ڲ�������ڼ伤�������ֲ������ȣ�����������ı�������������ߡ��������ͬ��ϵͳΪ���١��߾��Ⱥʹ����������ϼӹ���ƽ�˵�·��
�ο����ף�
Mengjia Cui, Libin Lu, Zhen Zhang, Yingchun Guan, A Laser Scanner�CStage Synchronized System Supporting the Large-Area Precision Polishing of Additive-Manufactured Metallic Surfaces, Engineering, Volume 7, Issue 12, 2021, Pages 1732-1740, ISSN 2095-8099.
(���α༭��admin)

 Artec 3D��ʽ�Ƴ�Artec Po
Artec 3D��ʽ�Ƴ�Artec Po �߾���3Dɨ�輼������ٷ�
�߾���3Dɨ�輼������ٷ� 3Dɨ��������������·糱
3Dɨ��������������·糱 Artec 3Dɨ��Я�ֲ�˾����
Artec 3Dɨ��Я�ֲ�˾���� ʵ���ٻ��Ͽ�!��ľ�״���
ʵ���ٻ��Ͽ�!��ľ�״��� �������㡢Ч�ʱ���������
�������㡢Ч�ʱ���������- ��Artec 3D��ʽ�Ƴ�Artec Point��Spider
- ���߾���3Dɨ�輼������ٷ�������ҵ�·�
- ��3Dɨ��������������·糱����10������
- ��Artec 3Dɨ��Я�ֲ�˾����������ȫ�¼�
- �� ʵ���ٻ��Ͽ�!��ľ�״����Ѽ��ֳ�3Dɨ
- ���������㡢Ч�ʱ���������ʽ����ɨ��ϵ
- ��Velo3D������Flow Developer����ϵͳ��
- ������������ҵ������3Dɨ�輼���ô�����
- �����ڱ��ϲ��ӵ�940ҽԺ�������ֻ�3D��
- ��3Сʱ������5���ӣ�3Dɨ�輼���������
 ͨ�������۳ر߽�
ͨ�������۳ر߽� ��������3Dɨ���
��������3Dɨ��� 3Dɨ��+3D��ӡ��
3Dɨ��+3D��ӡ�� ��ѧ������3Dɨ��
��ѧ������3Dɨ�� �ǰ���ά����ȫ��
�ǰ���ά����ȫ�� ������ά�Ƴ��ֳ�
������ά�Ƴ��ֳ�

