创想三维:3D打印机打印翘边解决方案
很多FDM 3D打印机的用户都在烦恼一个问题,到底有没有一种办法,可以解决ABS打印过程中出现翘边的情况。带着这个问题,笔者将为您们分享一下本人在面临这种问题时,所采用的一些解决方法。
一、什么是ABS打印耗材
ABS(丙烯腈丁二烯苯乙烯)它是我们身边常见的塑料,我们平时经常见到的乐高积木就是采用ABS材料制造而成的。其特性具有高强度和良好的耐热性,不仅如此,ABS还具有良好的表面光洁度。ABS对丙酮起反应,因此,利用丙酮对ABS表面打磨和抛光也要容易得多。
二、ABS打印时共同面临的问题――翘边
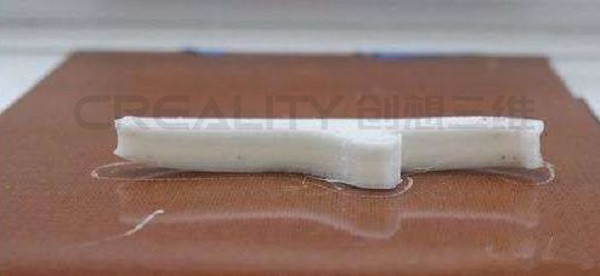
虽然ABS具有高强度和良好的耐热性,但打印起来可能会遇到一个问题,那就是难于让它粘在打印床上,以至于有一部分打印的时候会出现侧面翘边的情况,这是打印ABS经常会碰到的一个问题,但是也不是没有办法去解决它,下面笔者也将这个解决的方法分享给广大用户。

三、ABS耗材为何会出现翘边情况
首先,在讲解如何处理ABS打印翘边之前,我们先来了解下ABS为何会出现翘边这种情况。
当ABS耗材在挤出机中加热时,它们具有膨胀的趋势,一旦处于熔融状态,塑料就逐层沉积在构建平台上,当熔融塑料冷却凝固时,它也会收缩,在打印零件时,前几层在打印后开始冷却并开始收缩,导致它从构建平台上剥落,进而造成翘边情况。

四、如何解决ABS耗材打印出现翘边情况
1、控制挤出机加热温度
ABS熔化在210到250°C之间。除非制造商指定,否则您应该可以使用此范围内的温度设置。笔者本人的打印机就是采用235°C的温度来打印的,而且效果也相当不错。
如果您将挤出机运行得太热,您会发现零件壁之间会出现大量的拉丝现象。如果你运行得太冷,你可能会发现它挤压不足,无法打印。当然不同的机器所需要的温度还是有点偏差的,这就需要您不断尝试不同温度来总结经验。

2、控制加热床温度
控制好加热床的温度是解决模型翘边的关键因素,因此设定正确的加热床温度至关重要。塑料从固体变为熔融液体的温度称为玻璃化转变温度(Tg)。您需要将加热床温度设置在该点之上。对于ABS,玻璃化转变温度为105℃,因此床温控制在110℃就足够了。

3、切片软件设置

切片器有多种设置,可以根据您的需要进行调整。
边缘和支撑:切片软件设置中的边缘和支撑选项可在部件和底板之间提供额外的表面接触。这有助于第一层粘合时,边缘或支撑用作牺牲添加物。在翘曲的情况下,边缘或支撑物将受到影响,而其他部件将保持良好状态。
第一层高度:具有较厚的第一层可能是有益的,因为它增加了表面接触,将模型牢固地保持在适当位置。一个标准的经验法则是将第一层设置为常规图层高度的150%。
第一层速度:第一层的打印速度应降低到实际打印速度的约70%。当您的零件有尖角时,这一点尤其有用,当热端以较高的速度移动时,这些角会倾向于剥落。
4、其他解决方法
防风罩:防风罩也是解决翘边的一个办法,有了防风罩,有利于保持一个恒温的环境。这是一个围绕部件的单层厚壁,可以阻止空气通风加快风干打印部位。
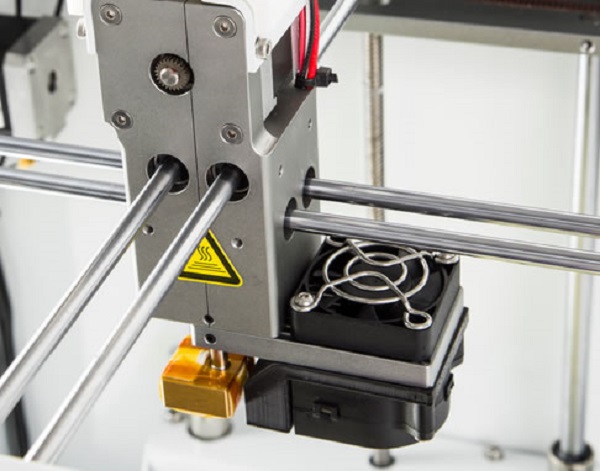
冷却风扇:冷却风扇是3D打印机的一个很好的补充,因为它们可以在喷嘴周围产生大量气流并快速冷却塑料。但是,在打印前几层时,这会产生负面影响。在打开之前,务必关闭前5到10层的风扇。
使用粘合剂:在抗翘边方面还有一种有效的方法,那就是使用粘合剂,例如固体胶、美纹纸等。 粘合剂可以直接涂抹到热床平台上,帮助打印耗材平稳的粘在平台上。
当然,不同的3D打印机,处在不同的打印环境,都会造成ABS打印出现翘边的情况,生活中,除了自己去总结外,请教专业人员,往往会起到事半功倍的作用。如果你有这方面的其他难题,不妨咨询下创想三维的专业人员。
号外:创想三维2019家庭梦工厂CR-100京东众筹中,参与即有机会获取哦,支持我们888可直接获得!众筹网址:https://z.jd.com/project/details/109626.html

来源:创想三维 https://www.cxsw3d.com/
(责任编辑:admin)

 改装|3D打印机创意改装来
改装|3D打印机创意改装来 3D打印到底离我们有多近?
3D打印到底离我们有多近? 3D打印如何打造未来?
3D打印如何打造未来? 有关3D打印工业设计原型产
有关3D打印工业设计原型产 3D打印一个模型多少钱?
3D打印一个模型多少钱? 3D打印技术科普全解
3D打印技术科普全解 一个智能高效的3D
一个智能高效的3D

