3D��ӡ�ں��������ʹ��������
�ڴ�ͳ���칤���У������һ���������пյ����壬ģ�͵��ڲ����ⲿ����û���������֮�£�3D ��ӡ������ڲ����ⲿ�ڼ������Ƿֿ��ģ���Ϊ������ӡ����������ķ�ʽ��ȫ��ͬ��
3D ��ӡ�����ڲ�Ϊ�����ⲿ��Ϊ��ǡ����������Խ��� 0% �����ģ���ʵ�ģ�100%��֮����κ��ܶȴ�ӡ��Ҳ�����Ը����ض��ṹ��ӡ�������������ȫʵ�ĵġ�
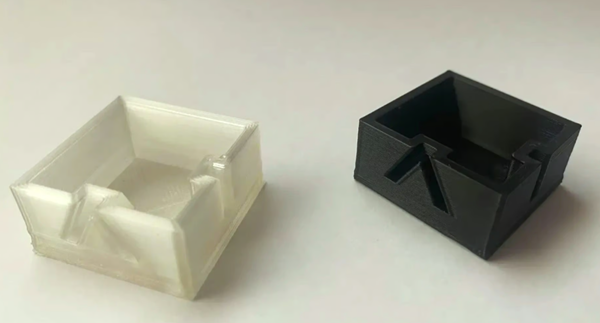
��Dz����� 3D ��ӡ��������עĿ��Ԫ�أ����Ҷ�ģ�͵Ļ�е���ܣ���ǿ�ȣ��кܴ�Ӱ�졣���ɴ�ӡ���ı��桢����͵ײ���ɡ�ǰ�߹��ɴ�ֱ�ⲿ������ӡ���ĸ߶ȣ�������͵ײ���ˮƽ����
�����������Dz�ͬ�ģ���Ϊǽ�ڸ���ӡˢƷ��ˮƽ�ܱߣ����� Z ���������졣����͵ײ㸲��ǽ�����������ܱ߷�Χ�ڵ�����ˮƽ����
��Ǽ�����������κ� 3D ��ӡ����Ҫ��ɲ��֣���Ϊ����������˵�����ǻ�Ӱ�첿����ǿ�Ⱥ������ԡ���ˣ�ȷ�������Ƭ���������� 3D ��ӡ��������;��һ��������Ҫ��
�ڱ�ָ���У�ħ�������ʹ��һ����������Ҫ��������ã������ڡ�����͵ײ�����á�
һ����Ҫ����
ǽ�����ǹ���ģ��������������Դ��All3DP��
�������н�3Dģ��ת��Ϊ3D�ɴ�ӡ G �������ά��Ƭ������������á������ڿ�ʼ֮ǰ�����DZ���ע�Ȿ���еĴ����ﶼ�ǻ��� Cura �ġ�����������3D��Ƭ����ʹ�õ�����Ӧ�����Զ����ġ����磬�� Slic3r �� PrusaSlicer �У���DZ���Ϊ "�ܳ�"��
��Щ���ÿ��Ծ�����ӡЧ���ĺû�����Ϊ������ò���ȷ����������϶������Ӿ�覴á����ͬ�����ö����������������ķ�ʽӰ�챴�ǵĴ�ӡ��ʽ���������м���������Ҫ�����á�
1����ȡ������Ͳ���
���ڱں���͵ײ���˵������Ҫ�����ÿ��ܾ�����������ĺ�ȡ��ź����ǣ��ڴ��������£�û��һ����Ƭ������������Ǻ�ȣ���Ϊ��ͨ����Ϊ�ں�Ͷ��ײ��ȡ�
���⣬��Ǻ�ȵ�����ͨ�����������������/�߶ȣ��Ժ���Ϊ��λ������ʾ�������ֿǺ�����÷���ֱ����أ���������һ�־ͻ��Զ�������һ�֡���ˣ������Ը����Լ���ϲ�ý��е�����
�Ժ���Ϊ��λ�ıڿ��� Cura �г�Ϊ "�ں�"���������˴�ӡ�ڵĿ��ȡ�����һ�ַ����У����������ñ�ʾ�����ڴ�ӡ��ʱ����ͨ���Ĵ�����
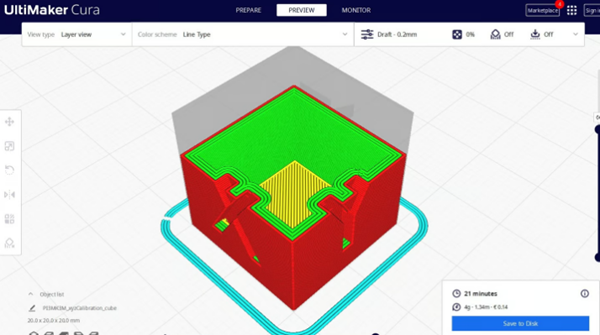
�ײ������ṹ��ʼ֮ǰ��ӡ����Դ��All3DP��
�����͵ײ�ͼ��ĺ�����÷dz����ơ������͵ײ����ָ����ͼ��ĸ߶ȡ�������ѡ����һ�������л�ֱ�����ǽ��е�����
�����͵ײ�ͼ�����ö����������������ס��������������ַ�������Щͼ���ʵ�ʸ߶Ƚ�ȡ��������������ӡͼ��߶ȵ����á�
��Ǻ�Ȼ�����ֵӦ����ģ�͵���;�ʹ�ӡ���϶��ı䣬û�з�֮�ĺ������ķ�������Խ�࣬��ӡʱ���Խ�����������ĵIJ���Ҳ��Խ�ࡣͬʱ���������Ҳ���ܸ���̡�
����
�������Ѿ��˽������еĿǺ�����ã���ʱ������Ƭ�������ñں������������º�ȣ���������ˡ���ӡ���桢�е�ǿ������ij���ֵ�������ں� 0.8-1.6 ���ף�3-4 �����ߣ��������͵ײ����Լ 0.8-1.2 ���ף�4-6 �㣬ȡ���������õIJ�ߣ����ڴ��������£���Ƭ����Ĭ��ֵ�Ǻ��ʵġ�
��������������Զ�����ֵ��������Ҫ�˽�һЩ���鷨��
1�����ǽ���ʹ������ֱ���ı���������ں���Ϊ���Ǵ�ӡȫ�ߴ�ڵ�����ѡ��
2��ͬ�������ǽ��鶥��͵ײ���ʹ�ò�ߵı�������Ϊȫ�ߴ��ɻ�����Ч����
3���������Ҫ����ǿ�ȵIJ�������ʹ�ø������ֵ������ں�Ϊ 2-3 ���ף������͵ײ����Ϊ 1.6-2 ���ס�
4�����ڲ���Ҫ̫��ǿ�ȵ�չʾ��ģ�ͣ�����ʹ�� 0.8 ���ıں�� 0.8-1 �������º�ȡ�
����Ӧ��

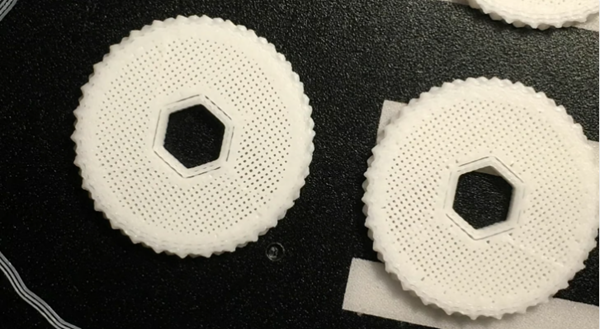
û�ж���͵ײ�չʾ�����ƣ���Դ��Penolopy Bulnick via Instructables��
����һЩ����ķ�������ʹ����Ǻ�ȣ�����ʹ���㶥�����ײ�����ʾ���ͼ�������磬�����鱦���ֻ����кܳ�����
��һ�����������漰��ܻ��״�ṹ�Ĺ��ܲ�����ʹ�ýϺ����Ƕ���ʹ���������磬������ֻ�֧��ģ���У����еĺ���ߴ綼��С����˿����ýϺ����Ǵ�������
�����������ƣ���ǿ����ṩ�ȵ��������ϸ�������ǿ�ȡ�����������������ԡ�
������������
������Ƭ��������ص����룬������ǽ�ں����ṹ֮��ļ�϶����Դ��1100110001000������ Reddit��
�������Ѿ�֪������Ǻ�ȵ�����ȥ�����˽�����һЩ��Ҫ����Ҳ���а�����ͨ����Щ���ã������Զ�ģ�͵���ǽ���������ֹ�����Ӿ��ͻ�еȱ�ݡ�
����ص��ٷֱ�
������ָ�����������ǽ��֮����ص��������ֵ������߿��ȵİٷֱȡ���ֵԽ��ǽ�ںʹ�ӡ�ڱ�֮��Ľ�Ͼ�Խ���ܡ�
�� Cura �У������õ�Ĭ��ֵΪ 30%���������ڴ�ֵ�Ļ��������� 10%��������ģ�͵�ǿ�ȡ���֮����Ҳ���Լ�ȥ 10%���Խ�ʡ���ϲ��ӿ��ӡʱ�䡣
��ӡ�ٶ�
��һ����Ҫ�Ŀ��������Ǵ�ӡ�ٶȣ��ر����ڱڡ���ڡ�����͵ײ���ٶȡ���Щ���þ����˴�ӡ������Ԫ�صĴ�ӡ�ٶȣ�Ҳ��Ӱ��ײ�����Ĵ�ӡ��������Ҫָ�����ǣ���ǽ��ָ����������ڵ�ǽ�����ڲ��ǽ������ǽ��ָ�ɼ���������ǽ��
Cura ��Ĭ��ֵΪ 30 ����/�룬����ǽ���ٶ��Լ������͵ײ��ٶȡ����ǽ��齫��ǽ�ٶ���ߵ� 30 �� 60 mm/s����Ϊû���˻ῴ����ǽ��������ǽ�ٶ�����Ϊ 20 �� 45 mm/s�����ڶ���͵ײ���ٶȣ����ǽ��鱣�ֲ���͵� 20-25 ����/�����ң������ײ�Ͷ�����濴������Ƚ����ۡ�
���Dz�����˴���ٶȷ�Χ��Ϊ�˿��Dz��ϱ��ٶȵIJ��죨���磬ABS �Ĵ�ӡ�ٶ�Ӧ�� PLA ����������������Ҳ���Ը���ģ�͵���;�����⽫�ٶȵ���Ϊ 30 mm/s��
���

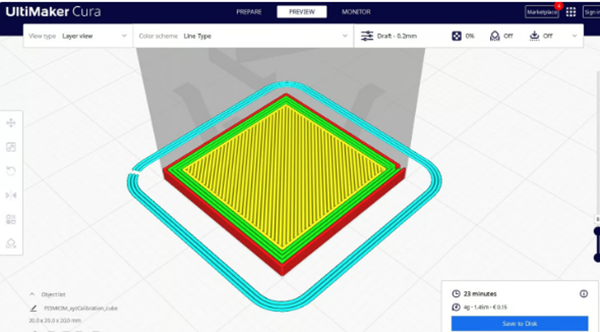
ͼ��߶�����Ҳ��Ӱ�춥��͵ײ㣨��Դ��fntsmn via Reddit��
ͼ��߶�����Ҳ�����ڵ�����ǣ���Ҫ�Ƕ����͵ײ�ͼ�������ͼ��߶ȿ�����ÿ������ͼ���ǰһ��ͼ��߶��٣��������͵ײ�ͼ����Ȼ����ʵ��ͼ�㣬�������������������á�
�ӱ����Ͻ���ͼ��߶�ֵԽ������Խǿ����������ϸ�ھ�Խ�١��������Ƭ����Ĭ��ͼ��߶�Ϊ 0.2 ���ף����ǽ��齫ͼ��߶ȱ��������ֵ�����ǣ��������ģ��ϸ�ڽ϶࣬��������Ҫ���Ͳ�ߣ��������Ҫ��ǿ���������������Ҫ��߲�ߡ�
������������
��ƿģʽ��һ�ֽ�����һ��ǽ����Ƭģʽ����Դ��NikolaosBabetas via Printables��
���������������۵���Ƭ�������⣬����һЩ��������Ӱ���ӡ��ǽ��Ч�������棬�����г���һЩ�������Ƭ�����ú���Ƭģʽ�����������ڻ�������֮���һ������ǽ�ڵĴ�ӡ��ʽ��
1����ӡ���ڣ���ʱ��ģ�ͻ����С��ǽ�߿��ȵ������������Ƭ����������ǡ�������Ϊ���Ӽ����Ͻ�����Щ����������ӡ�ģ���Ϊ���ǵijߴ粻���Դ�ӡһ����--������ʹ��ֱ����С������ͽϵ͵ı��߿�ֵ���˹��ܿ���������Ƭ��ʶ�𱡱ڣ�������һ������������һ�������ȼ����ıڡ�
2�����������������ڴ�ӡ�����強����������ʱҲ��Ϊ������������ֻ���ģ���ϵıڡ�������ʹ�ô���������ֹ�������Ȼ����㣬�����Կ��Ʊ�֮���ճ�ϡ�������Ϊ�ϸߵ�����ֵ��ʹ���������ͬһ�ռ��ڼ�ѹ��һ��
3����ƿģʽ����ƿģʽ����ʱҲ��Ϊ����ģʽ����һ������Ĵ�ӡģʽ���ɽ�ģ�ͱ�ɻ�ƿ�������ⲿֻʹ��һ��ǽ����ƿģʽ��������Ƭ���Ը�ƽ��������Ȼ�� Z ���ƶ���ʽ��ӡģ�ͣ��Ӷ��������������� Z �졣
4��ģ����Ƥ���ģ����Ƥ��һ�ֺ�������Ȥ�� 3D ��Ƭ�����ã���ں���һ����ϵ���� "ģ������ "��ӡ���ڴ�ӡ���ʱ�����ζ����졣�����������ģ�����������������Ƭ���д����ã�Cura �У�������һ�ֺܿ�Ķ���ʹ�÷�ʽ��
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ���� 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

