��ֹ3D��ӡ������ˮƽ�ߺ��߹ǣ���FDM Z�������ּ���
ʱ�䣺2023-08-07 13:44 ��Դ���ϼ��� ���ߣ�admin �Ķ�����

����һ��š��Z����˿��Ƥ��
��Z�����δ��ȷ�̶�ʱ�����ܻᵼ�´�ӡ�����г�������λ��ڶ��������ڴ�ӡ����Ĵ�ֱ�����ϳ��ֿɼ���������Ҫ��������⣬���ǿ��Բ�ȡ���²�����һ�Ų���Ż���

����˿�ܺͻ�ͭ��ĸ��ȷ�����������ι̡�����ע�⣬��Ҫš�ù��������������������⡣
����Z��˻�İ�װ��ȷ�����ǹ̶��ɿ���û���ɶ���ͬʱ���������Լ���Ƿ����������λ�ļ�����ϸ������λ�ã���ȷ�����ֱ����3D��ӡ�����ƽ�С����⣬���������Ÿ��������������Ƿ��������ơ�
����Z�Ჽ�������ȷ����3D��ӡ���ƶ�ʱ������ֵ�����ζ���ͬʱ��ȷ���ʵ�š����Z��˿���벽����������ӵĸ����������������ɶ������ܻᵼ�´��е����⡣
��������ȫ��������Ҫ����������Ӱ���ӡ�������С�
��������ʹ����ȷ�IJ��
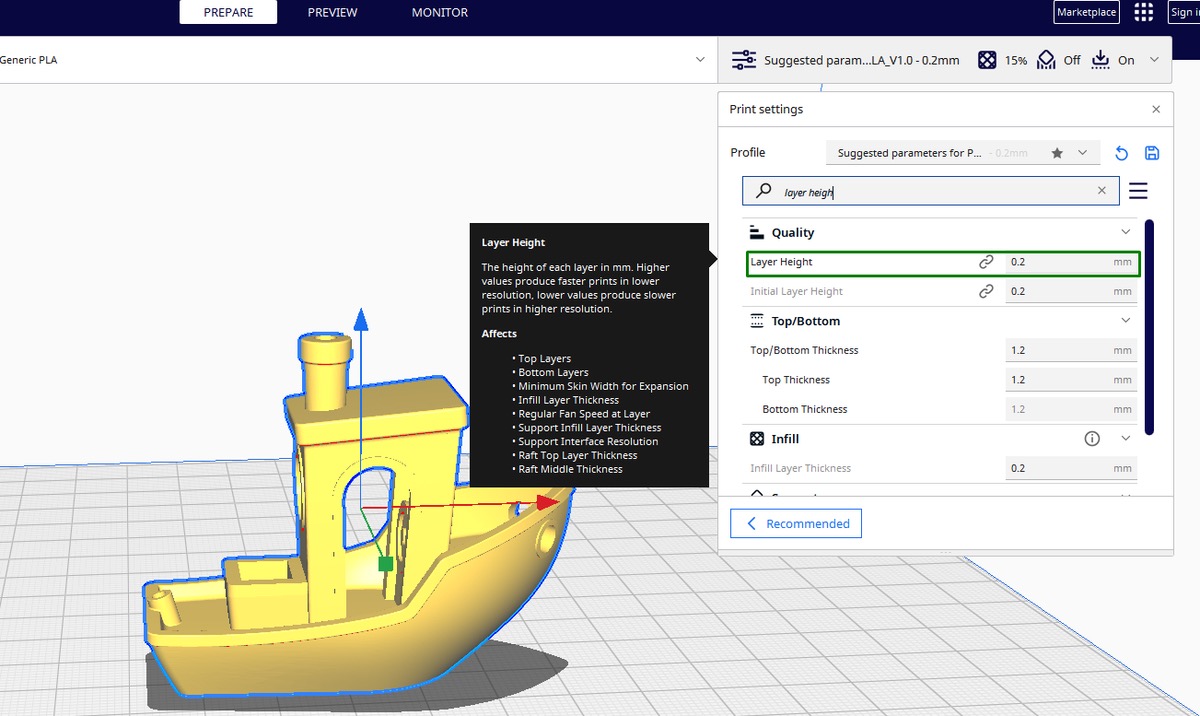
��ʹ��ӵ����õ�3D��ӡ��֮һ������ȷ�IJ������Ҳ���ܵ��³���Z�δ���������ͨ��������Ƭ�����е���������������⡣��С������ߴ�ͨ����ϵ͵IJ��һ��ʹ�ã��Ի�ø��õ�ϸ�ں��⻬�ı��档
���磬�����ӡ��ʹ��0.4�������죬����ѡ�����ӡʱʹ��0.2���IJ�ߣ�����ʹ��0.1���ĸ�ϸ��߽��и���ϸ���������3D��ӡ��
��Cura�������У�����ת����ӡ�����á�>����������Ȼ��ѡ��ͼ��߶Ȳ����е��������˸ı����⣬ƽ���ߺʹ�ӡ�ٶ�Ҳ����Ҫ���Ա������ڼ��ٶȺͼ��ٶȵı仯���������⡣

����������ѹһ��
�����ļ������������ǹ��ȼ������Dz��㼷��������Ӱ��3D��ӡ�������������ر���������Z�ᴹֱ�����ϡ���һ�µļ�������Ӱ��������ã�����ܻᵼ��ÿ���²㿪ʼʱ�ļ�������һ�£��������³���Z�δ���Ϊ��ȷ��һ�µļ��������ǿ��Զ������3D��ӡ�������죬����ȷ����3D��ӡ������Ƭ������
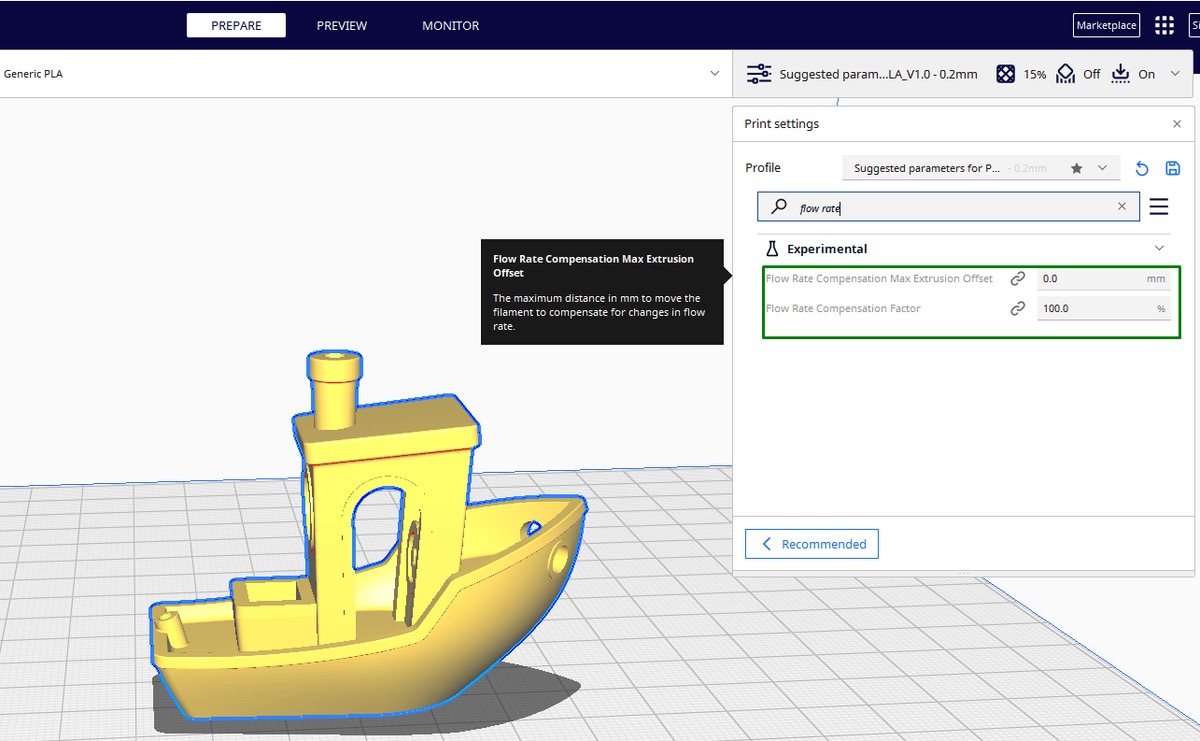
���磬�ڵ����������÷��棬���Ǿ����������������һ����Ҫ������Ĭ�ϵ������ٷֱ�ͨ��Ϊ100%����ʾ��ӡ����������Ƭ���������ü���Ԥ�ڵIJ�������������������ӵ�100%���ϣ������и���IJ��ϼ��������¹��ȼ�����������������ᵼ�¼������㡣���ǿ����ڡ���ӡ���á� > ��ʵ�顱���ҵ�������á�
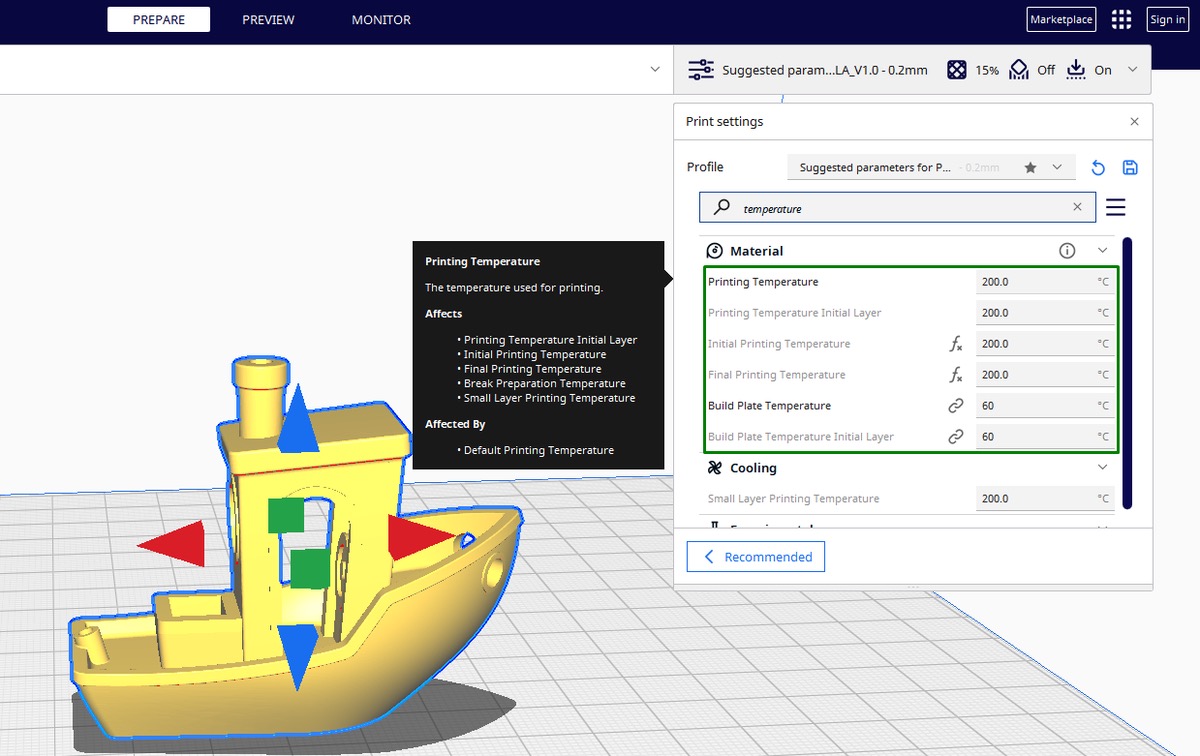
���ǻ�����ʹ���ʵ���3D��ӡ�¶ȣ���Ϊ�¶�Ҳ��Ӱ�켷��Ч�������¶�̫�ͣ����Ͽ�������ּ��ȣ�ʹ�ó�˿����˳����ͨ�����죬���¼�����һ�¡���һ���棬���ߵ��¶Ȼᵼ�ºIJĹ�����������ɹ��ȼ��������ǿ����ڡ���ӡ����"��> �����ϡ�����ȷ�����¶ȡ�
ͬʱ�������Ƭ�����е�����������3D��ӡ����ʵ�����첻һ�£�Ҳ�ᵼ�����⡣������ͨ���ڡ����á� > ����ӡ���� > ��������ӡ�����е����������������������⡣
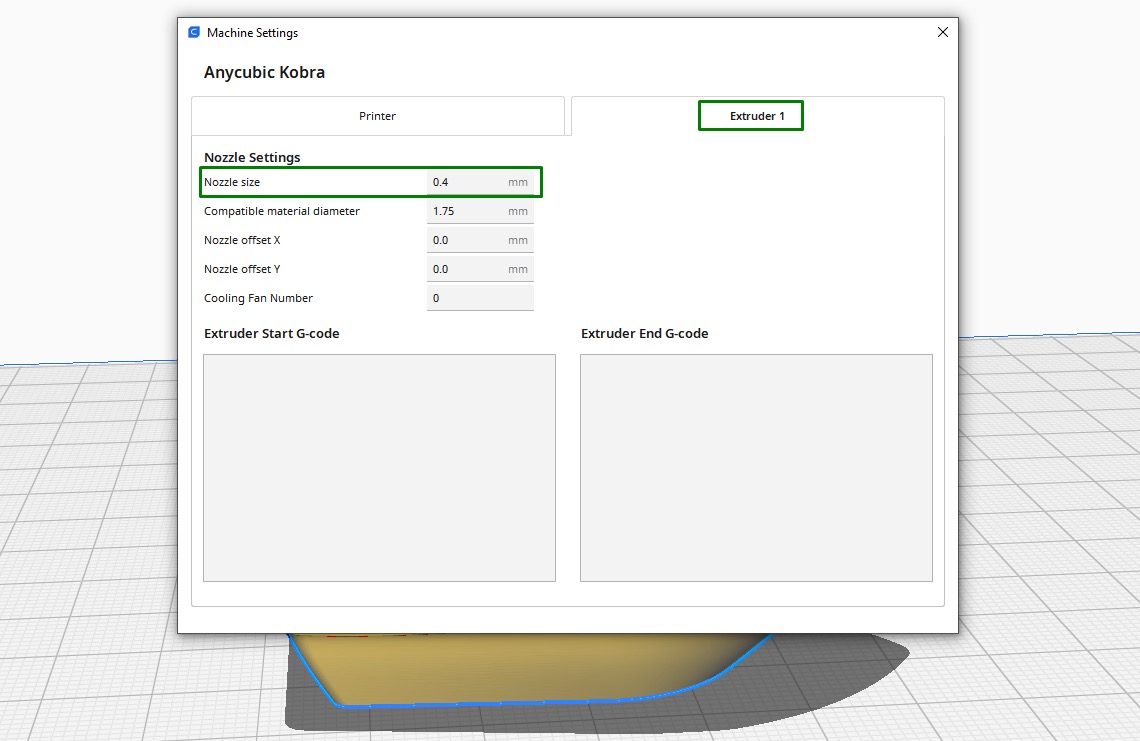
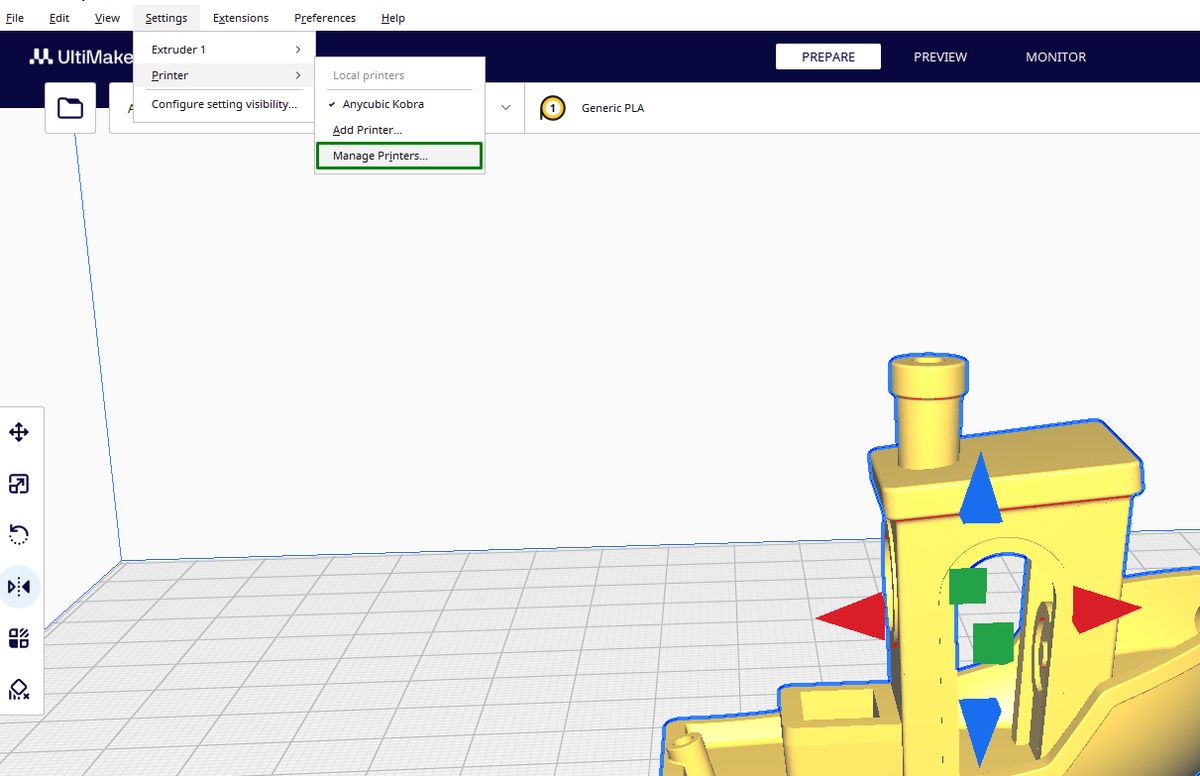
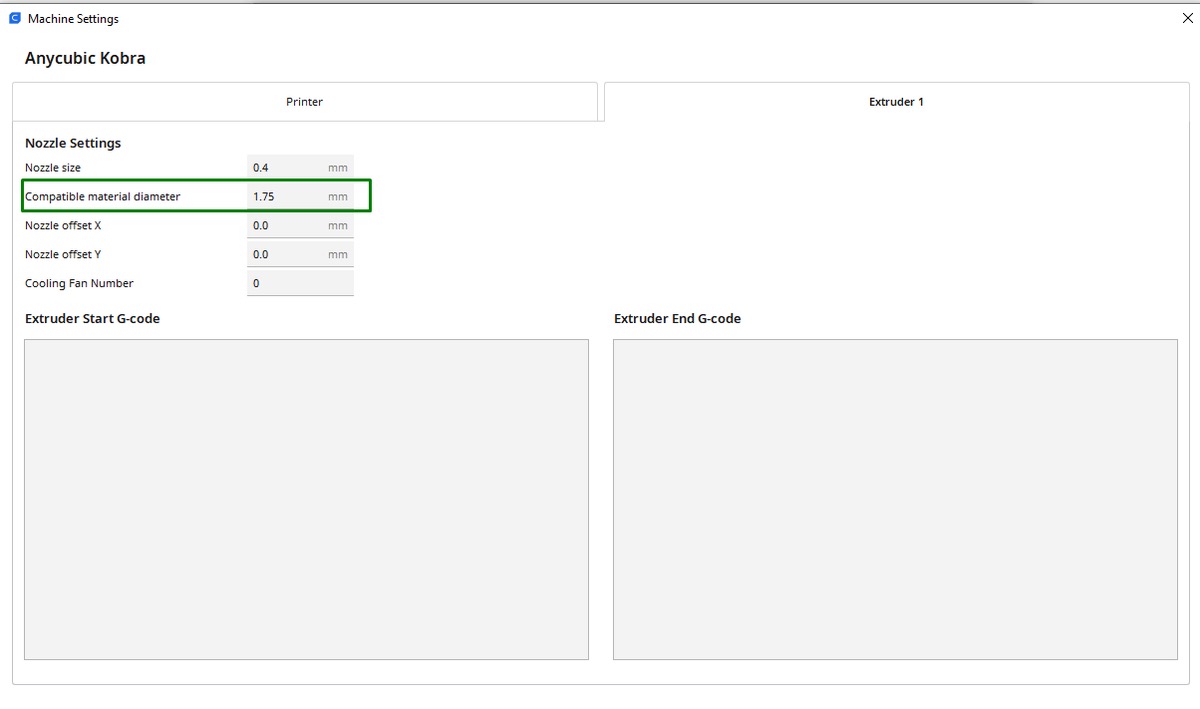
�ڴ��´����У�������豸���á���Ȼ��ѡ������1���������������Ը�������ֱ����ѡ���������ߴ磬��Ҫȷ����ȷ���ó�˿ֱ���������ڡ����ݲ���ֱ���������ҵ�������á�
�����ģ�УE-Steps
ͨ��������ӡ���IJ��������ȷ��ȷ����Ԥ�������ĺIJġ�������˵�������ڴ�ӡ���̼����IJ�������ļ������ã���ȷ��ÿ�������Ӧ�ض����ȵĺIJġ�
Ϊ��ȷ���ò������������ֵ�����ǿ���ͨ������һ��С��˿��������ʵ�ʼ����ij��ȡ����ţ��������ڴ�ӡ���̼�����E-stepsֵ��ֱ�������ijߴ���Ԥ��ij���һ��Ϊֹ��
�����壺��ȷ��ų�˿
��ʪ�����ʺIJĶ����ܵ���Z�����⣬��ʹ�ǽϺõ�ϸ˿����ˣ���ȷ��ʹ�ø������Ҵ���ڸ��ﴦ�IJ��ϡ���ʪ�IJ��Ͽ�������˳��������ͬʱ�����ȶ˼���ʱ���IJ��ڵ�ˮ�ֻ�ת��Ϊ�������������ݺͲ���������ˣ�����ų�˿����ʱ��Ӧ���ڸ���ܱ������У������Ӹ�����Է�����ʪ���ϸ˿���ó�˿��ɻ����и�����⣬��������˿����ֱ����һ�¿��ܵ��²��������ʺͿɼ�Z����������ʹ�ÿ���˿�����˿����ȷ������Ƭ���趨����ֵһ�¡�������ϸ˿���Ƿ������ʣ���Ϊ��������졣
������Щ���ⲻ���3D��ӡ�ṹ�������Բ���Ӱ�죬��ȴ�������������Ӿ�Ч����������Ӱ�졣��ˣ�������Ҫ�ر��ע����ȡ������ʩ������Щ���⡣
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ������������
 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״��ȵ�����


