7����Ҫ��3D��ӡ��������ȫ���˽���
ʱ�䣺2023-06-19 10:19 ��Դ���ϼ��� ���ߣ�admin �Ķ�����

��ʵ�ϣ�3D ��ӡҲ��Ϊ�������죬��һ���ܳƣ������˼��ֽ�Ȼ��ͬ�� 3D ��ӡ���ա���Щ����������֮�𣬵��ؼ���������ͬ�ġ����磬���� 3D ��ӡ��������ģ�Ϳ�ʼ����Ϊ�ü��������������ֻ��ġ�������Ʒ�����ʹ�ü����������� (CAD) ������ƻ������������ȡ�ĵ����ļ���Ȼ������ļ�ͨ������Ĺ�������������ֽ����Ƭ����Խ��� 3D ��ӡ������3D��ӡ��Ҫ��ѭ��·��ָ������������˽���Щ����֮��������Լ�ÿ�ּ����ĵ�����;��
Ϊʲô�� 7 �����ͣ�
������������Ϳ��Ը������������IJ�Ʒ��ʹ�õIJ������������֣����ʱ���֯ (ISO) �����Ϊ����һ������(�����߸�3D��ӡ���Ҳ���Ժ���Խ��Խ��ļ��������ͺͻ�ϼ���)����
����ϼ���
��ԭ�ۺ�
��۴��ں�
���������
��ճ�ϼ�����
�����ܳ���
��Ƭ�IJ�ѹ
һ�����ϼ���
�����ϼ���3D��ӡ
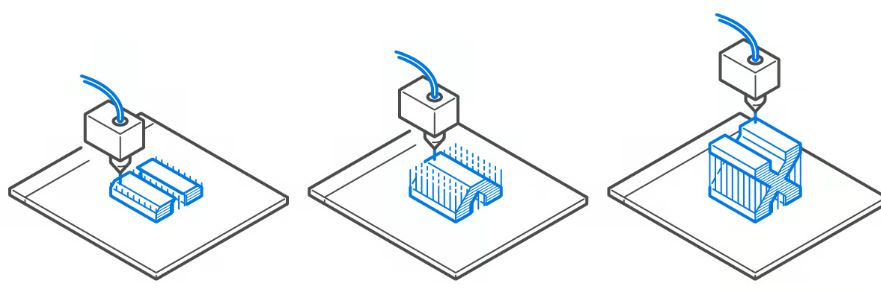
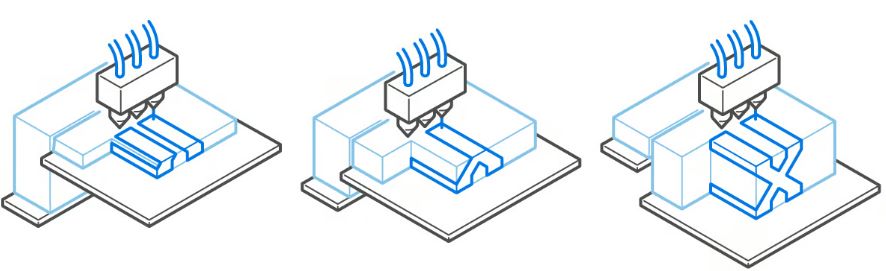
���ϼ�������˼�壺����ͨ�����켷����ͨ������£����ֲ�����һ������ϸ˿��ͨ��һ�����ȵ���������ۻ��ͼ�������ӡ������ͨ�������õ��Ĺ���·�������Ϸ����ڹ���ƽ̨�ϡ�Ȼ���˿��ȴ�������γɹ������塣��������� 3D ��ӡ��ʽ��էһ�����������ܼ������ǵ������IJ��ϣ��������ϡ���������������������������ʳƷ������ʵ��һ���dz��㷺������������͵� 3D ��ӡ���۸��100��Ԫ����λ�����ȡ�
����ϼ����������ͣ����ڳ�����ģ (FDM)������ 3D ��ӡ���� 3D ��ӡ������ 3D ��ӡ
����ϣ����ϡ�������ʳƷ����������
��ߴ羫�ȣ� ��0.5%�����ޡ�0.5mm��
��Ӧ�ã�ԭ�͡�������ǡ���״����ϲ��ԡ��оߺͼоߡ���ģ����ģ�͡����ݵȡ�
�����ƣ��ɱ���͵� 3D ��ӡ���������Ϸ�Χ��
��ȱ�㣺ͨ���������ܽϵͣ�ǿ�ȡ������Եȣ���ͨ���ߴ羫�Ȳ���
1.���ڳ������� (FDM)

��FDM ��������ڸ��� 3D ��ӡ�����ý����������Ƴ�
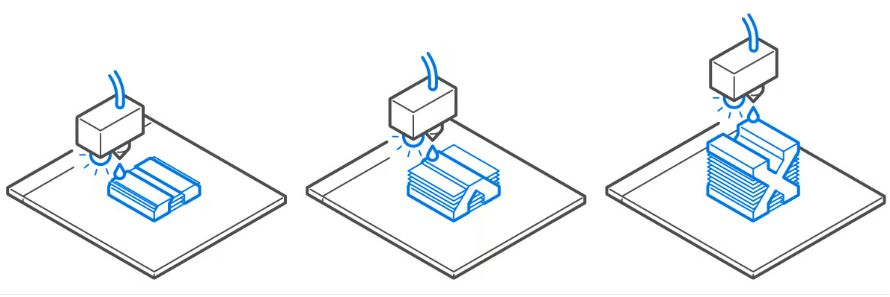
FDM 3D ��ӡ����һ����ֵ��ʮ����Ԫ���г���ӵ������ǧ�ƵĻ������ӻ����ͺŵ������̵ĸ����ͺš�FDM��������Ϊ��˿���� (FFF)��������ȫ��ͬ�ļ����������� 3D ��ӡ����һ����FDM ������ģ�Ϳ�ʼ��Ȼ����ת��Ϊ3D��ӡ��������ѭ��·����ʹ�� FDM���������ϵ�һ������һ�μ�������˿װ�� 3D ��ӡ����Ȼ�����뼷��ͷ�еĴ�ӡ�����졣��ӡ������������챻���ȵ������¶ȣ�ʹ��˿�������Ӷ�ʹ�����IJ����������γ�һ����̵IJ�����
����ӡ���� XY ƽ���ϵ�ָ�������ƶ�����ͷʱ��������������һ�㡣Ȼ��ͷ��������һ���߶ȣ�Z ƽ�棩���ظ���ӡ�����Ĺ��̣�һ��һ��ع�����ֱ��������ȫ���͡����ݶ���ļ�����״����ʱ��Ҫ����֧�Žṹ���ڴ�ӡʱ֧��ģ�ͣ����磬���ģ�;��ж��͵��������֡���Щ֧���ڴ�ӡ���Ƴ���һЩ֧�Žṹ���Ͽ����ܽ���ˮ����һ����Һ�С�

��FDM 3D ��ӡ��Ϊҵ�మ���ߡ�С����ҵ���������ṩ��Χ�㷺�Ļ�������Դ��Creality��Raise3D��Stratasys��
2.3D�����ӡ
��3D �����ӡ�봫ͳ 3D ��ӡ���ƣ���ԭ�ϲ���ܴ�
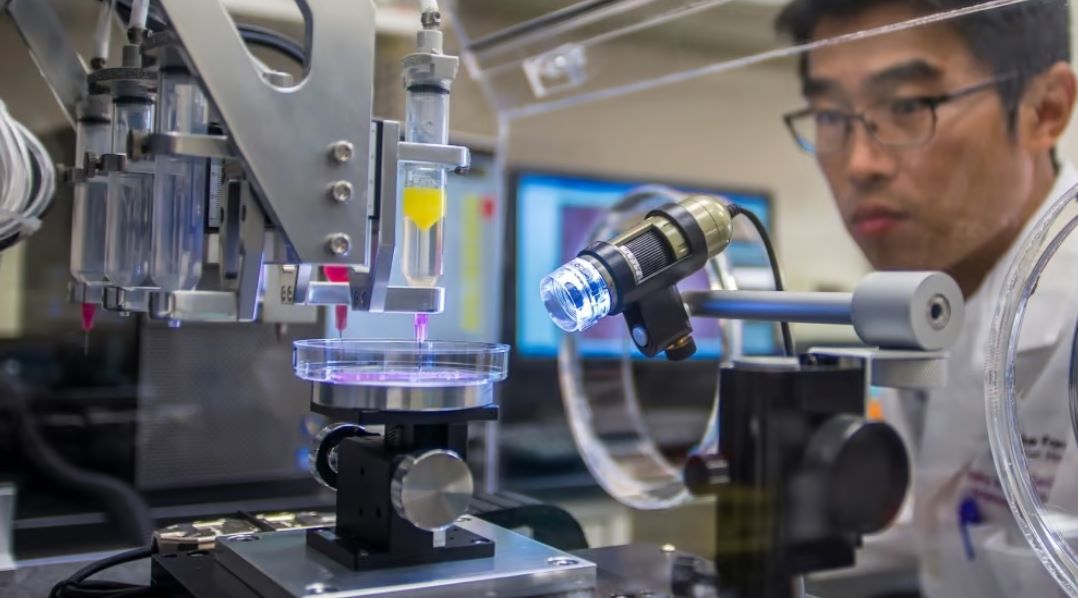
3D �����ӡ������ 3D ��ӡ��һ���������칤�գ����н��л���������ϣ������ϸ����Ӫ���أ���������Դ���������֯����Ȼ��ά�ṹ�����仰˵�������ӡ��һ��3D��ӡ�����������ӹ�����֯��Ѫ�ܵ�����֯���κζ����������ڸ���ҽѧ�о���Ӧ�ã�������֯���̡�ҩ����ԺͿ������Լ����µ�����ҽѧ�Ʒ���3D �����ӡ��ʵ�ʶ������ڲ��Ϸ�չ���ӱ����Ͻ���3D �����ӡ�Ĺ���ԭ���� FDM 3D ��ӡ���ƣ��������ڲ��ϼ���ϵ�С������ܼ���������Ψһ�������ӡ������
3D �����ӡʹ�ô����ų��IJ���(����īˮ)��������ӡ�㡣��Щ����Ϊ����īˮ�IJ�����Ҫ�ɻ�������ɣ�������������е�ϸ�������罺ԭ���ס������������ᡢ��˿���������λ�������ά�أ��䵱�ṹ������Ӫ�����ʵķ���֧�ܣ��ṩ֧�֡�
3.���� 3D ��ӡ

������ 3D ��ӡ
���� 3D ��ӡ��һ�����ٷ�չ�IJ��ϼ������ü����漰ʹ�ó����� 3D ��ӡ����ͨ���ߴ���ʮ�ף��������м����������Ƚ������ϡ���Щ����ͨ�������żܻ��е��ϵͳ����ʽ���֡�3D������ӡ�����������סլ��������ɫ�Լ���ˮ����ǽ�ڵĽ�����Ŀ�����о��߱�ʾ�����п������Ÿı�����������ҵ����Ϊ���������Ͷ����������˽���������
������ŷ������ʮ�� 3D ��ӡ���ݣ����������о����� 3D �����������ü�����ʹ��������ͻ����Ϸ��ֵIJ���Ϊδ����̽�նӽ�����Ϣ�ء��õ������������������ӡ��Ϊһ�ָ��ɳ����Ľ�������Ҳ�ܵ���ע��
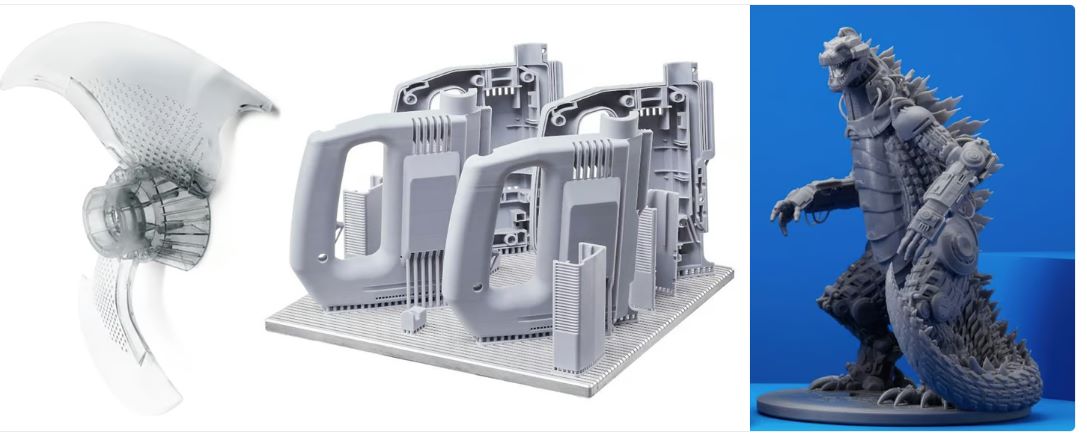
������ԭ�ۺ�
��ʹ�ü���Ļ�ԭ�ۺ�
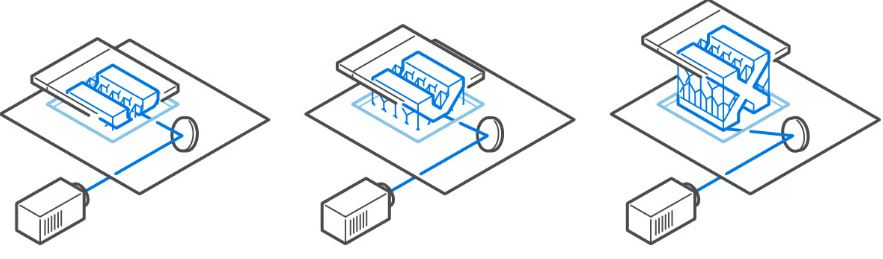
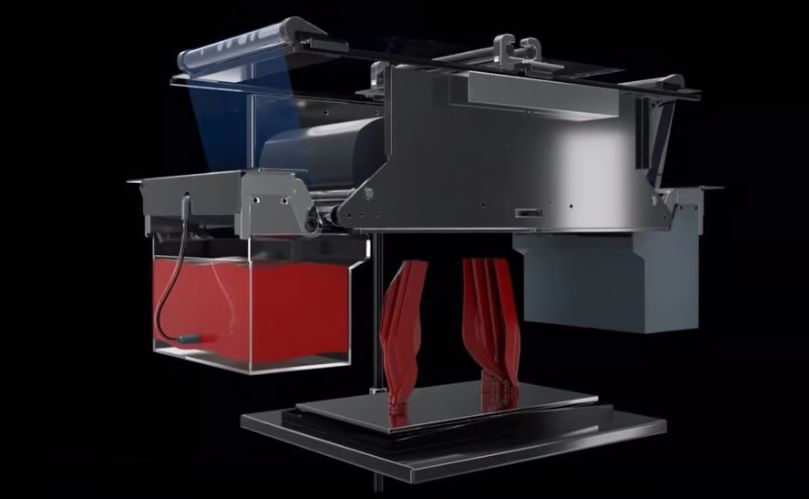
Ͱ�ۺϣ�Ҳ��Ϊ��֬ 3D ��ӡ����һϵ�� 3D ��ӡ���գ���ʹ�ù�Դ��Ͱ��ѡ���Եع̻�����Ӳ���������ۺ�����֬�����仰˵�����߾�ȷ��ָ��Һ�����ϵ��ض����������ʹ��Ӳ������һ��̻�����ƽ̨�����ϻ������ƶ���ȡ���ڴ�ӡ����������ͨ���� 0.01 �� 0.05 ����֮�䣩����һ��̻�����ǰһ�����ӡ�����ظ��˹��̣�ֱ���γ� 3D ������3D ��ӡ������ɺ����������ȥ��ʣ���Һ̬��֬�����к�̻����������»����������У�����ǿ�����Ļ�е���ܡ�
���������Ͱ�ۺ���ʽ�������� (SLA)�����ֹ�� (DLP)��Һ����ʾ�� (LCD)��Ҳ��Ϊ��ģ������ (MSLA)����Щ���͵� 3D ��ӡ����֮��ĸ����������ڹ�Դ�������ڹ̻���֬�ķ�ʽ��
����Ͱ�ۺ����ù����Ӳ��������֬
һЩ 3D ��ӡ�������̣���������Щ����רҵ�� 3D ��ӡ���������̣��Ѿ������������һ��ר���� ��ۺϱ��壬��������ܻ����г��Ͽ�����ͬ�ļ������ơ�һ�ҹ�ҵ 3D ��ӡ�������� Carbon ʹ��һ�ֳ�Ϊ���ֹ�ϳ�(DLS) ��Ͱ�ۺϼ�����Stratasys �� Origin ���似��Ϊ�ɱ�̹�ۺ�(P3)��Formlabs �ṩ���Ϊ����������(LFS) �ļ������� Azul 3D �ǵ�һ������������ٴ�ӡ(HARP) ��ʽ�Ĵ�Ͱ�ۺ���ҵ�������л��ڹ�̵Ľ������� (LMM)��ͶӰ������(P��SL) �����ָ��ϲ�������(DCM)������һ������ۺ��\�����ɽ����������Ӽ�������������մ���ά������Һ����֬�С�
��3D ��ӡ���������ͣ������� (SLA)��Һ����ʾ�� (LCD)�����ֹ�� (DLP)�������� (��SLA) �ȡ�
����ϣ���ۺ�����֬���ɽ�ע��������ҵ�����������Եȣ�
��ߴ羫�ȣ� ��0.5%������Ϊ ��0.15 ���� 5 ���ף�ʹ�� ��SLA��
��Ӧ�ã�ע��ģ״�ۺ���ԭ�ͺ�������;�������鱦���졢����Ӧ�á�����Ʒ
�����ƣ��⻬�ı�����ȣ���ϸ������ϸ��
1.������ (SLA)
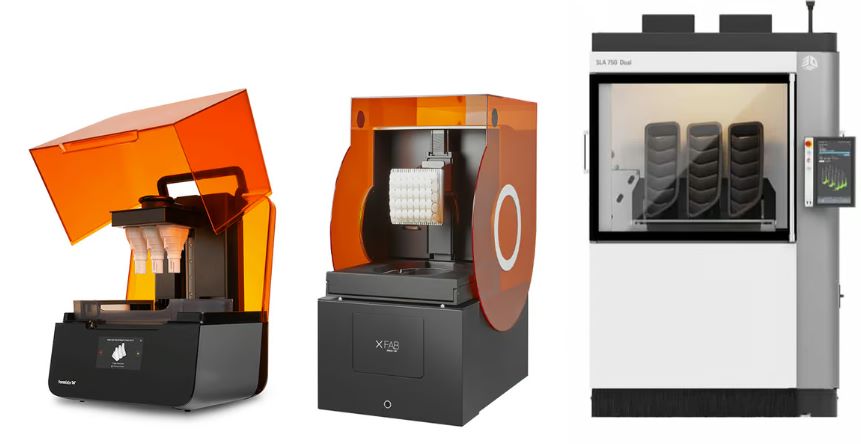
�������� (SLA)���� 3D Systems��DWS �� Formlabs �� SLA 3D ��ӡʾ��
SLA�������ϵ�һ��3D��ӡ�����������̼����ɲ�ˡ��ն� (Chuck Hull) �� 1986 �귢������Ϊ�ü���������ר������������ 3D Systems ��˾�Խ�����ҵ������ü����ɹ������ڶ� 3D ��ӡ�������̵İ����ߺ�רҵ��ʿʹ�á�SLAʹ�ü���������һͰ��֬��ѡ���Եع̻���ӡ����������ĺ���棬��㽨�졣������� SLA ��ӡ��ʹ�ù�̬�������̻�����������Ͱ�ۺϵ�һ��ȱ���ǣ������ǵ���һ�ַ��� (DLP) ��ȣ��㼤�������Ҫ������ʱ����������ĺ���棬������˸����������Ӳ�������㡣Ȼ����������Բ�����ǿ�Ĺ⣬����ijЩ���̼���֬����Ҫ�ġ�
��SLA 3D ��ӡ��ʹ��һ����������һ���ٺ̻�������֬
������ (��SLA)
�����̼������Դ�ӡ�Ͳ������ֱ����� 2 �� (��m) �� 50 ��֮�䡣��Ϊ�ο�������ͷ����ƽ������Ϊ 75 �ס����ǡ��� 3D ��ӡ������֮һ����SLA �漰���й���ϣ�Һ̬��֬����¶�����⼤���¡���֮ͬ������ר����֬������ĸ������Լ��������ӣ����ǻ�������������������ŵ�С��㡣

��Nanoscribe �� Microlight3D �� TPP 3D ��ӡ�����������������̣���Դ��Nanoscribe��Microlight3D��
˫���Ӿۺ� (TPP)
��һ����3D��ӡ����TPP��Ҳ��Ϊ2PP�����Թ�ΪSLA����Ϊ��Ҳʹ�ü��������֬�������Դ�ӡ�� ��SLA ��С�IJ�����С�� 0.1 �ס�TPPʹ��������뼤��۽���һ��Ͱ������֬�е�һ����խ�㡣Ȼ��ʹ�øõ�̻���֬�еĵ���3D���أ�Ҳ��Ϊ���ء�ͨ����Ԥ�����·����������ι̻���Щ����������С���ء�TPP Ŀǰ�����о���ҽ��Ӧ�ú�����������죬�����͵缫��ѧ��������
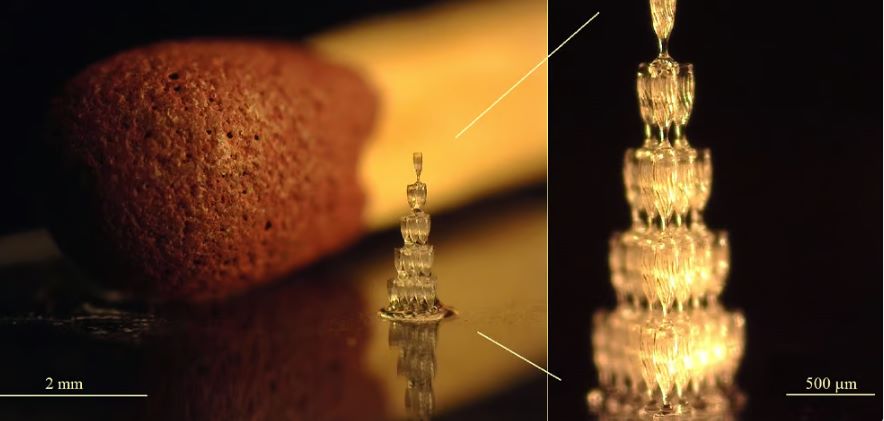
���� 3D ��ӡ��TPP ����
2.���ֹ�� (DLP)

��Anycubic��Carbon �� ETEC �� DLP 3D ��ӡ����
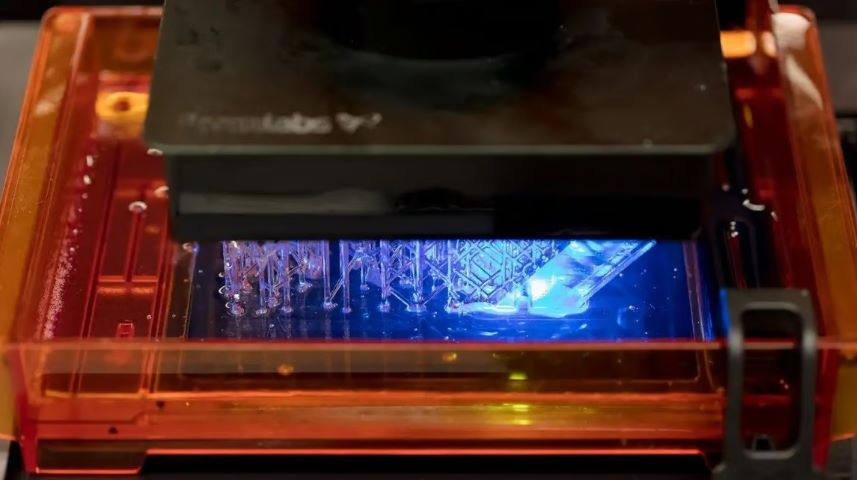
DLP 3D ��ӡʹ�����ֹ�Ͷ�����������Ǽ��⣩��һ�����֬��ͬʱ��˸ÿһ��ĵ���ͼ��Ϊ�ϴ�IJ�������ع⣩��DLP���� SLA �������������ڵ��������������������������������������Ϊ���۹������ж��������ÿһ���عⶼ��Ҫ��ȫ��ͬ��ʱ�䣬��SLA �еĵ㼤�ⷽ��Ч�ʸ��ߡ�ÿһ���ͼ����������������ɣ�����һ���ɳ�Ϊ���ص�С���ο��γɡ�ʹ�÷�������� (LED) ��Ļ�� UV ��Դ���ƣ�����Ͷ�䵽��֬�ϣ���ͨ���������豸 (DMD) ����Ͷ�䵽�������档

�����ֹ�� (DLP) ��֬ 3D ��ӡ���д�ҵ�మ�ð汾Ҳ��������������������
�ִ� DLP ͶӰ��ͨ������ǧ���״�С�� LED ��Ϊ��Դ�����ǵĿ���״̬�ǵ������Ƶģ�������� XY �ֱ��ʡ����������е� DLP 3D ��ӡ������һ���ģ���Դ�Ĺ��ʡ���ͨ���ľ�ͷ��DMD �������Լ�����һ̨��ֵ 300 ��Ԫ�Ļ��������������㲿�����кܴ�IJ�ͬ�볬�� 200,000 ��Ԫ�Ļ�����ȡ�
���϶��µ� DLP
һЩ DLP 3D ��ӡ���Ĺ�Դ��װ�ڴ�ӡ���Ķ������������䵽��֬Ͱ�ϣ��������������䡣��Щ�����϶��¡��Ļ����Ӷ�������һ��ͼ��һ�ι̻�һ�㣬Ȼ�̻���Żش�Ͱ�С�ÿ�ν�������ʱ����װ�ڴ�Ͱ��������Ϳ����������֬�������ƶ�����ƽ�²㡣�����̱�ʾ�����ڴ�ӡ���̲���Կ�������������ַ�������Ϊ�ϴ�Ĵ�ӡ���������ȶ��������������¶��ϴ�ӡʱ�����Դӹ������ϴ�ֱ���Ҷ��������������Ƶġ���֬Ͱ���ڴ�ӡʱ֧�Ŵ�ӡ���������˶�֧�Žṹ������

��BMF �� MicroArch S230 ���Դ�ӡС�� 2 �ľۺ�����մɵ���ϸ��������Դ��BMF��
ͶӰ������ (P��SL)
��Ϊһ�ֶ������͵�Ͱ�ۺϱ�������P��SL ��Ϊ DLP �������������һ����3D��ӡ������P��SL ʹ������ͶӰ�ǵ����������̻�����2 �ֱ��ʺ͵��� 5 �ײ�ߣ��������䷽��֬�㡣�����������켼������ͳɱ���ȷ�ԡ��ٶ��Լ���ʹ�õIJ��Ϸ�Χ�������ۺ��������Ϻ��մɣ������Ϸ�չ��������ʾ�����������֯���̵���ѧ������ҽѧ���豸��Ӧ��DZ����
���ڹ�̵Ľ������� (LMM)
����DLP����һ����Զ�ס�������ʹ�ù����֬����3D��ӡ�ķ�������Ϊ�������ߺ���е�����Ӧ�ô���С�Ľ���������� LMM �У�������ĩ���ȷ�ɢ�ڹ�����֬�У�Ȼ��ͨ��ͶӰ���������ع����ѡ���Ծۺϡ���ӡ�����������ľۺ���ɷֱ�ȥ��������ȫ��������֬��������Щ��������¯�е��ս��������ɡ�ԭ�ϰ�������֡��ѡ��١���ͭ��ͭ�����ͽ�

��ʹ�� LMM ������ Incus 3D ��ӡ���������ͽ��� 3d ��ӡ����
3.Һ����ʾ�� (LCD)

������ Elegoo��Photocentric �� Nexa3D �� LCD 3D ��ӡ������
Һ����ʾ�� (LCD)��Ҳ��Ϊ��ģ������ (MSLA)�������� DLP �dz����ƣ���֮ͬ��������ʹ�� LCD ��Ļ�������������豸 (DMD)����� 3D ��ӡ���ļ۸�������Ӱ�졣�� DLP һ����LCD ����ģ��������ʾ�ģ��ɷ���������ɡ�LCD ����ģ�����ش�С�����˴�ӡ�����ȡ���ˣ�XY �����ǹ̶��ģ��������ھ�ͷ�ı佹�����ų̶ȣ����� DLP �����һ����DLP �Ĵ�ӡ���� LCD ����֮�����һ�������ǣ�����ʹ�����ٸ����������������У�������������ܻ� DLP ���������ĵ��㷢���Դ��

�����LCD ��֬ 3D ��ӡ�������ڴ����ѻ���ת��ҵ����
�� DLP ���ƣ�LCD ��ijЩ�����¿���ʵ�ֱ� SLA ����Ĵ�ӡʱ�䡣������Ϊ������һ���ع⣬�������ü�����ٺ����������� LCD ��Ԫ�ɱ��ͣ�������ѳ�Ϊ�ͼ�������֬��ӡ���������ѡ���������Ⲣ����ζ����û�еõ�רҵʹ�ã�һЩ��ҵ 3D ��ӡ������������ͻ�Ƽ�������ȡ��������Ŀ�ijɹ���
�����۴��ں�
����ĩ���ں�
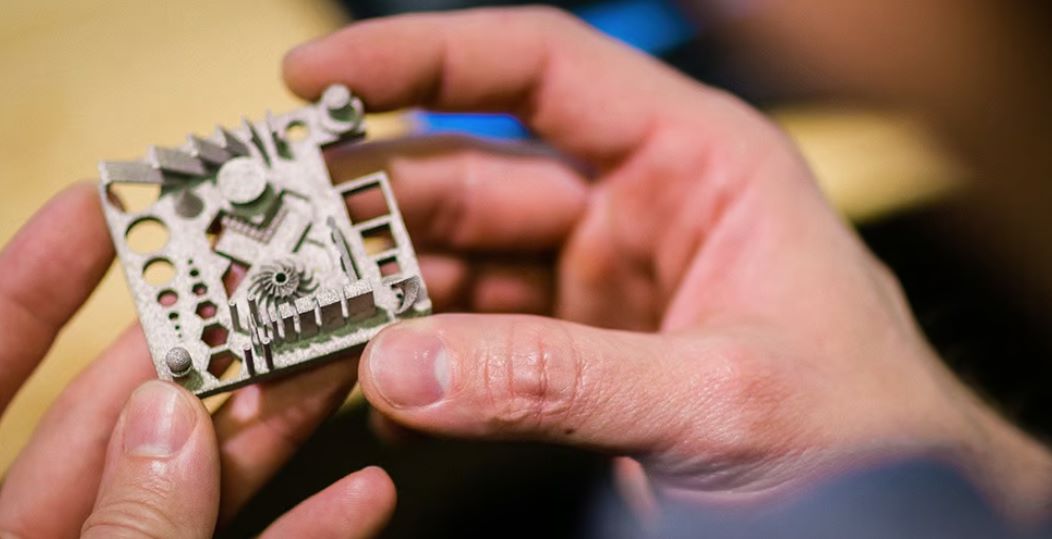
��ĩ���ں� (PBF) ��һ��3D��ӡ���գ���������Դѡ���Ե��ۻ����������ڵķ�ĩ���������ϡ��������մɣ�������㴴���������塣��ĩ���ں� 3D ��ӡ���ڴ�ӡ����ɢ��һ�㱡���ķ�ĩ���ϣ�ͨ��ʹ��һ�ֵ�Ƭ����Ͳ������������Լ���������ںϷ�ĩ���ϵ��ض��㣬Ȼ�������һ����ĩ�㲢�ںϵ�ǰһ�㡣�ظ��ù��̣�ֱ��������������壬���ղ�Ʒ��δ�ںϵķ�ĩ������֧�š�

�����������ĩ���ۺϹ���
PBF ����������и�е���ܣ�����ǿ�ȡ���ĥ�Ժ������ԣ��IJ�������������Ʒ����е���ߵ�������;����ϸ���г��е�3D��ӡ��Խ��Խ���ˣ������ 25,000 ��Ԫ���ң�����������Ϊ��һ�ֹ�ҵ������
��3D��ӡ���������ࣺѡ���Լ����սᣨSLS���������ĩ���ۻ���LPBF�����������ۻ���EBM��
����ϣ����Ϸ�ĩ��������ĩ���մɷ�ĩ
��ߴ羫�ȣ� ��0.3%�����ޡ�0.3mm��
��Ӧ�ã����ܲ��������ӹܵ���������ƣ���С������������
�����ƣ����ܲ�������ɫ�Ļ�е���ܡ����ӵļ�����״
��ȱ�㣺�����ɱ��ϸߣ�ͨ���Ǹ߳ɱ����ϣ������ٶȽ���
1.ѡ���Լ����ս� (SLS)

��Sinterit �� SLS 3D ��ӡ����
ѡ���Լ����ս� (SLS) ʹ�ü�������Ϸ�ĩ���������塣���ȣ���һ��ۺ����ĩ���ȵ��պõ��ھۺ����۵���¶ȡ�Ȼ��ʹ����Ϳ��Ƭ���������һ��dz����ķ�ĩ���ϣ�ͨ��Ϊ 0.1 ������������ƽ̨�ϡ����ʼ��������ģ���в��õ�ͼ��ɨ����档����ѡ���Ե��ս��ĩ����������ĺ���档��ɨ�����������ʱ������ƽ̨�ڸ߶��������ƶ�һ���ȡ���Ϳ��Ƭ�����ɨ��IJ��ϳ���һ���µķ�ĩ�����⽫�������һ��������սᵽ��ǰ�̻��ĺ�����ϡ�

�������ֶ����Զ��� SLS 3D ��ӡ�������г��ۺ����
�ظ���Щ���裬ֱ��������������塣δ�ս�ķ�ĩ������ԭλ��֧�����壬����ٻ������˶�֧�Žṹ����Ҫ���ӷ�ĩ����ȡ�������������������������Ҫ�ĺ������衣��������⡢Ϳ�����ɫ��SLS 3D ��ӡ��֮����������컯���أ������������ǵijߴ磬����������Ĺ��ʺ�����������Ĺ�ߴ�С�����ȴ���ʱ��ͷ�ʽ�Լ���ĩ�ķֲ���ʽ�ȡ�SLS 3D ��ӡ������IJ�����������PA6��PA12������Ҳ����ʹ�� TPU ���������ϴ�ӡ�����͵IJ�����

��SLS 3D ��ӡ��ʹ�þۺ����ĩ�ͼ������γɹ����㲿��
2.ѡ���Լ����ս� (��SLS)
��SLS ���� SLS �����������ļ����ĩ���ں� (LPBF)�ļ�������ʹ�ü������ս��ĩ״���ϣ����� SLS�������ֲ���ͨ���ǽ������������ϣ������������ LPBF��������һ���� 3D ��ӡ�������������ͣ����� 5 ��m���ķֱ��ʴ��������

������ 3D MicroPrint �Ľ��� 3D ��ӡ
�� ��SLS �У���һ�����������īˮͿ�ڻ����ϣ�Ȼ������Բ������ȵ��������㡣��������ʹ������������ͼ�����ļ������ڼ����������Ӳ������ս�������ͼ����Ȼ���ظ����鲽������ ��SLS ϵͳ�й��� 3D ������ÿһ�㡣
3.�����ĩ���ں� (LPBF)
����ʾ SLM ���ȵ� Xact Metal ���Լ�����Դ��Xact Metal��
������ 3D ��ӡ�����У���һ��ı�����ࡣ���ֽ��� 3D ��ӡ��������ʽ����Ϊ�����ĩ���ۻ� (LPBF)��Ҳ���㷺��Ϊֱ�ӽ��������ս� (DMLS) ��ѡ���Լ����ۻ� (SLM)�����������չ�����ڣ�����������Ϊ��ͬ�Ĺ��̴������Լ������ƣ���Щ����һֱ���������ر�ָ������������������ָ����ͬһ���̣���ʹijЩ��еϸ��������ͬ��
��Ϊ��ĩ���ںϵ�һ�������ͣ�LPBF ʹ��һ��������ĩ����һ����������� 12 �����߹��ʼ�������LPBF 3D ��ӡ��ʹ�ü����ڷ��ӻ��������ѡ���Եؽ�������ĩ�ں���һ��ֱ��ģ����ɡ�LPBF��һ�ָ߶Ⱦ�ȷ�� 3D ��ӡ������ͨ������Ϊ���պ��졢ҽ�ƺ�ҵӦ�ô������ӵĽ��������
��Sandvik �� LPBF ���� 3D ��ӡ
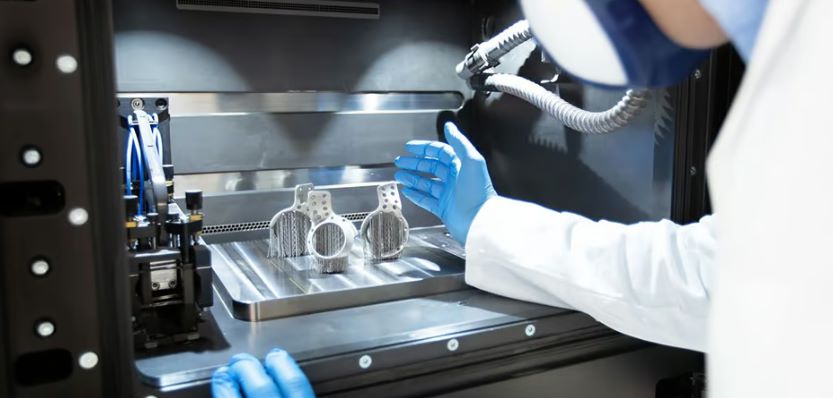
�� SLS һ����LPBF 3D ��ӡ���ӷֳ���Ƭ������ģ�Ϳ�ʼ����ӡ������ĩװ�빹���ң�Ȼ���ùε����絲�粣����ˮ�������Ͳ�����ڹ��������̳ɱ��㡣���⽫���ٵ���ĩ�ϡ�Ȼ��ƽ̨�����ƶ�����Ϳ��һ���ĩ�����һ���ںϣ�ֱ���������������塣�������Ƿ�յġ��ܷ�ģ���������������³����˶������壬���絪�������������ȷ���������ۻ������в���������������������ۻ������е���м����ӡ������ӷ�ĩ����ȡ������ϴ�����������ж����ȴ���������Ӧ����ʣ��ķ�ĩ�����������á�
LPBF 3D ��ӡ���IJ��컯���ذ��������������͡�ǿ�Ⱥ�������С�ͽ����� LPBF ��ӡ��������һ�� 30 �ߵļ�����������ҵ�汾������ 12 �� 1,000 �ߵļ�������LPBF ����ʹ�ó����Ĺ��̺Ͻ����粻��֡������ºϽ���ѺϽ�����ʮ�ֽ��������� LPBF ���ա�

������ One Click Metal��Farsoon��Kurtz Ersa �� LPBF 3D ��ӡ����
3.���������� (EBM)

���������ۻ� (EBM)
EBM��Ҳ��Ϊ��������ĩ���ۺ� (EB PBF)����һ�������� LPBF �Ľ��� 3D ��ӡ��������ʹ�õ����������ǹ��˼��������ü���������������������ѹǿ�ֲ�������������������ҶƬ��ͭ��Ȧ��
�������������������������������ijЩ������Ӧ������Ҫ�ġ�����EBM ���Ƕ������廷����������������н��У��Է�ֹ����ɢ�䡣�������¶���߿ɴ� 1,000 ��C����ijЩ������������ߡ���Ϊ������ʹ�õ�������ƣ����������ƶ��ٶȱȼ���죬�������Էֿ���ͬʱ�ع�������

������ JEOL��GE Additive �� Wayland Additive �ĵ������ۻ� (EBM) ���� 3D ��ӡ����
EBM ���� LPBF ������֮һ�����ܹ�����������Ϻͷ������������ͭ��EBM ����һ���ص����ܹ��ڹ������н������IJ����Ƕ��ѵ�����Ϊ���Dz�һ���������ӵ��������ϣ��������������������뼤����ȣ�������ͨ�����������IJ��Ⱥ��ֲڵı������������ڹ������еĸ��£�EBM ��ӡ�������ܲ���Ҫͨ����ӡ���ȴ���������Ӧ����
�ġ���������
����������
����������һ�� 3D ��ӡ���գ�����С�IJ���Һ�α�������Ȼ���ڹ������Ϲ̻���̻���ʹ�ñ�¶�ڹ����»�̻��Ĺ����ۺ�������Σ�һ��һ��ع������塣����������̵�����������ͬһ�����ϴ�ӡ��ͬ�IJ��ϡ����ּ�����һ��Ӧ�������������ɫ�������������
��3D ��ӡ���������ͣ��������� (MJ)�������������� (NPJ)
����ϣ�������֬��������ע���������£�����
��ߴ羫�ȣ� ��0.1 mm
��Ӧ�ã�ȫ�ʲ�Ʒԭ�͡�����ע��ģ�ߵ�ԭ�͡�������ע��ģ�ߡ�ҽ��ģ�͡�ʱװ
�����ƣ��������ı�����ȡ�ȫ�ʺͶ��ֲ��Ͽ���
��ȱ�㣺�������ޣ����ʺ�Ҫ���ܵĻ�е������ɱ����������Ӿ�Ŀ�ĵ�������֬����
1.�������� (M-Jet)

��Stratasys �IJ������� 3D ��ӡ����
�ۺ���IJ������� (M-Jet) ��һ�� 3D ��ӡ���գ�����һ�������֬��ѡ���Եس������������ϲ��������� (UV) ��̻�����һ������̻�����ƽ̨����һ���ȣ��ظ��ù����Թ��� 3D ����M-Jet ����֬ 3D ��ӡ�ĸ߾������߲� 3D ��ӡ (FDM) ���ٶ����ϣ��Դ������б������ɫ�������������ԭ�͡�
���в�������3D��ӡ����������ȫ��ͬ����ӡ�������̺�ר�в���֮����ڲ��졣M-Jet ���������з�ʽ�Ӷ��Ŵ�ӡͷ�����������ϡ����ַ���ʹ��ӡ���ܹ��ڲ�Ӱ�칹���ٶȵ��������һ����������������ֻҪģ���ڹ���ƽ̨����ȷ���У����Ż�ÿ���������ڵĿռ䣬M-Jet �Ϳ��Ա������������͵���֬ 3D ��ӡ����������������
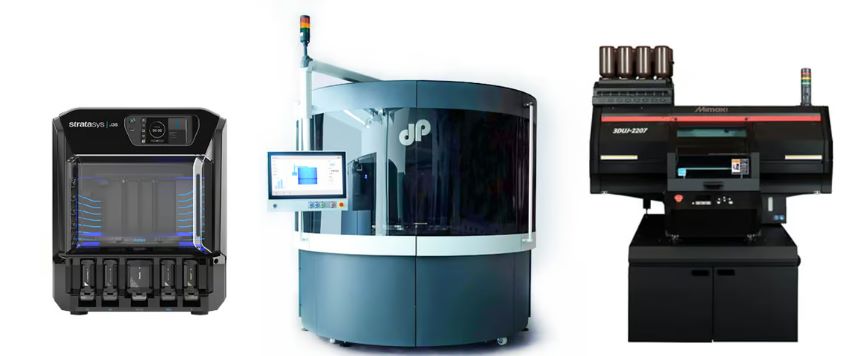
������ Stratasys��DP Polar / 3D Systems �� Mimaki �IJ������� 3D ��ӡ��
�� M-Jet �����������Ҫ֧�ţ����ڹ����������ɿ��ܽ����ͬʱ��ӡ���ò����ں����α�ȥ����M-Jet ��Ϊ������� 3D ��ӡ����֮һ�����ṩ�ɶ���ϴ�ӡ��ȫ��ɫ�Ƴɵ����塣���������û�а����߰汾����Щ���������������������̡���ҵ��ƹ�˾�����������ҡ�ҽԺ���������͵IJ�Ʒ�����̵�רҵ��ʿ������ϣ������ȷ��ԭ�������Ը������ؽ���Ʒ�����г�����Ͱ�ۺϼ�����ͬ��M-Jet ����Ҫ��̻�����Ϊ��ӡ���е���������ȫ�̻�ÿһ�㡣
���ܽ�����
Aerosol Jet ��һ����Ϊ Optomec �Ĺ�˾������һ����ؼ�������Ҫ���� 3D ��ӡ���Ӳ�Ʒ���������������������ߡ��������ͱ�Ĥ����ܵ�������������ܽ����似����ӡ�������Դ��Եر������ᣬ�����빤ҵͿ�㹤�յ������������������ڴ�ӡ������ 3D ���塣
������īˮ�����������У������������ֱ���� 1 �� 5 ��֮���Һ�Ρ�Ȼ�����ܽ��������͵�����ͷ���������۽����Ӷ�������������������������������ʹ�����������ü�����ʱҲ����Ϊ�������������������ڲ�������������³�Һ��״��������ǽ�������ڲ��������С�
�������ɳ���
�¹���˾ Arburg ������һ�ֳ�Ϊ�������ɳ��� (APF) �ļ��������Ǽ��������Ͳ������似���Ľ�ϡ���ʹ�����۵����Ͽ�������Щ���Ͽ�����ע�ܳ��������ۻ�������ж�ϵ�Ԫ����Ƶ����رղ���ÿ���� 200 ��ֱ���� 0.2 �� 0.4 ����֮�������СҺ�εĿ��ٴر��˶���Һ������ȴʱ��Ӳ�����Ͻ�ϡ�һ����˵������Ҫ���ڴ��������ʹ����֧�Ų��ϣ�����뽫���Ƴ���
2.������������ (NPJ)

��ʹ�������������似���� XJet 3D ��ӡ�������Ľ�������
NanoParticle Jetting (NPJ) ��Ϊ����������Թ����ר�м���֮һ����һ����Ϊ XJet �Ĺ�˾��������ʹ�ô�����ǧ����ī����Ĵ�ӡͷ���У���ͬʱ�����������ϸ���ϵ����䵽������Ĺ��������ϣ�ͬʱͬʱ����֧�Ų��ϡ��������մɿ���������Һ���С��ù����ڸ����·���������ʱҺ����������ֻ���½������մɲ��ϡ����ɵ� 3D ��������������ճ�ϼ�����Щճ�ϼ����ս�����б�ȥ����
�塢ճ�ϼ�����
��ճ�ϼ�����
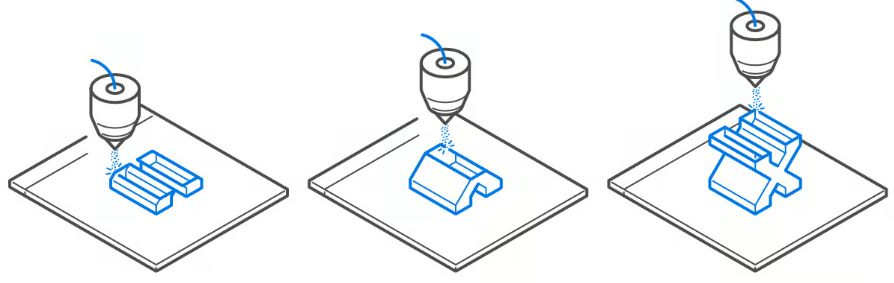
ճ�ϼ�������һ�� 3D ��ӡ���գ�����Һ��ճ�ϼ�ѡ���Ե�ճ��һ���ĩ�����ü������ͼ��з�ĩ���ۺϺͲ���������ص㡣�� PBF ���ƣ�ճ�ϼ�����ʹ�÷�ĩ���ϣ����������ϡ��մɡ�ľ�ġ��ǵȣ����������������һ����Һ��ճ�ϼ��ۺ������ī�������������ǽ��������ϡ�ɳ�ӻ���������ĩ���ϣ�ճ�ϼ�������̶�����ͬ�ġ�
���ȣ���Ϳ��Ƭ�ڹ���ƽ̨��ͿĨһ�㱡���ķ�ĩ��Ȼ������ī����Ĵ�ӡͷ�ڴ��Ϸ�������ѡ���Եس���ճ�ϼ�Һ���Խ���ĩ����ճ����һ�𡣲���ɺ���ƽ̨�����ƶ�����Ƭ����Ϳ�����档Ȼ���ظ��ù��̣�ֱ������������ɡ�
ճ�ϼ�����Ķ���֮�����ڴ�ӡ������û��������ճ�ϼ��䵱���ۺ����ĩճ����һ��Ľ�ˮ����ӡ�������������δʹ�õķ�ĩ�У�ͨ�����������̻���Ȼ������ӷ�ĩ����ȡ�����ռ�����ķ�ĩ�����ظ�ʹ�á������↑ʼ�����ݲ��ϵIJ�ͬ����Ҫ���к�������ɳ�ӳ��⣬ɳ��ͨ������ֱ�ӴӴ�ӡ����������о��ģ�ߡ�����ĩ�ǽ������մ�ʱ���漰���ȵĺ������ۻ���ճ�ϼ���ֻ���½����������������ͨ������Ϳ���Ը��Ʊ�����ȡ����������⡢Ϳ��ʹ�ĥ�ۺ���ճ�ϼ����䲿����
ճ�ϼ������ٶȿ��������ʸߣ���������� AM ������ȣ������Ը����ø�Ч�������������������ճ�ϼ���������ڶ��ֽ�������������;����Ʒ�����ߺ����������к��ܻ�ӭ��Ȼ�����ۺ���ճ�ϼ�����IJ���ѡ�����ޣ����������IJ����ṹ���ܽϵ͡����ļ�ֵ�����ܹ�����ȫ��ԭ�ͺ�ģ�͡�
��3D��ӡ�����������ͣ�����ճ�ϼ����䡢�ۺ���ճ�ϼ����䡢ɰճ�ϼ�����
����ϣ�ɳ�ӡ��ۺ���������մɵȡ�
��ߴ羫�ȣ� ��0.2 ���ף����������0.3 ���ף�ɳ�ӣ�
��Ӧ�ã������Խ��������ȫ��ģ�͡�ɰ������ģ��
�����ƣ��ͳɱ���������������Խ�����������ɫ��ɫ�����֡����ٴ�ӡ�ٶȡ���֧����������
��ȱ�㣺�Խ�����˵��һ���ಽ��Ĺ��̣��ۺ��ﲿ��������
1.����ճ�ϼ�����

������ʹ�ý������似���IJ���� 3D ��ӡ����
Binder Jetting ��������������и��Ӽ�����״�Ĺ���������壬��ԶԶ�����˴�ͳ���켼��������������ճ�ϼ�������һ�ַdz����������ļ����������������������������ʵ��������������ճ�ϼ�������Դ�ӡ���и���ͼ����������ʵ�����������������������������ᣬ��ǿ��ȴ���ֲ��䡣ճ�ϼ�����Ŀ�϶������Ҳ������ʵ��ҽ��Ӧ�õĽ���˲���������ֲ���
�ܵ���˵������ճ�����������IJ������������ע����������Ľ�������൱���ǽ����������������Ӧ����㷺�����췽��֮һ�����⣬ճ�ϼ����䲿�����ֳ����ߵı���⻬�ȣ����������ڲ�ͨ���С�

������ճ�ϼ����� 3D ��ӡ��Ϊ������;Ӧ��������ϸ��ϸ�Ĺ����������
����ճ�ϼ����䲿����Ҫ�ڴ�ӡ����ж��μӹ����ܻ�����õĻ�е���ܡ��մӴ�ӡ��������������������þۺ���ճ�ϼ�ճ����һ��Ľ���������ɡ���Щ��ν�ġ������������ܴ���������ԭ��ʹ�á���ӡ����ӽ�����ĩ����ȡ������Ϊ�ѷ۵Ĺ��̣������ǽ���¯�н����ȴ�������Ϊ�ս�Ĺ��̣�����ӡ�������ս����������ض������ļ�����״�����Ϻ������ܶȽ����˵�������ʱʹ����ͭ��������������ճ�ϼ����䲿���еĿ�϶���Ӷ�ʵ�����϶�ʡ�
2.����ճ�ϼ�����

������ճ�ϼ�����
����ճ�ϼ�������һ�������ճ�ϼ�����dz����ƵĹ��գ���Ϊ��Ҳʹ�÷�ĩ��Һ��ճ�ϼ�����Ӧ��ȴ����ͬ����ӡ��ɺ����ϲ���������ĩ����ȡ����������࣬ͨ�������һ����������ʹ�ã�����Щ����ȱ�� 3D ��ӡ�����е�ǿ�Ⱥ������ԡ�����ճ�ϼ����䲿�����������һ�ֲ��������ǿ�ȡ�ʹ�þۺ������ճ�ϼ����������ܹ���������ҽѧ��ģ�Ͳ�Ʒԭ�͵Ķ�ɫ������
3.ɰճ�ϼ�����

��ɰճ�ϼ�����
ɰճ�ϼ�����������ճ�ϼ������ڴ�ӡ���ʹ�ӡ������������ͬ���������ォ��������֡���������ɰ��ģ�ߡ�ģ�ͺ���о��ճ�ϼ����似���������;֮һ���ù��յĵͳɱ����ٶ�ʹ���Ϊ���쳧�ľ��ѽ����������Ϊʹ�ô�ͳ���������ڼ�Сʱ��������ϸͼ����ơ�
��ҵ��չ��δ�����϶Դ�������Ӧ�������Ҫ��ɳ��3D��ӡ��������DZ���Ŀ��ˡ���ӡ��ӡ��Ա��Ҫ����о��ģ�ߴӹ��������Ƴ��������ȥ���κ���ɢ��ɳ�ӡ�ģ��ͨ�������������ý������졣�����ģ�߱������յĽ����������Ƴ���
4.�������ں� (MJF)

����˹��ͻ��պ���Ϊ MJF ������һ������ҵ���۱�ϩ
��һ�ֶ�����Ʒ���ض��� 3D ��ӡ���ղ��������κ��������ʵ����Ҳ����ճ�ϼ����䣬�����HP ��Multi Jet Fusion��MJF ��һ�־ۺ��� 3D ��ӡ������ʹ�÷�ĩ���ϡ�Һ���ںϲ��Ϻ�ϸ��������������Ϊ��ճ�ϼ������ԭ���������������������������������ǿ�Ⱥ������Ը��ߵIJ���������Һ�岢����ȫ��ճ�ϼ����ù��̵�������Դ��ִ�д�ӡ���̵Ķ����īͷ��
�� Multi Jet Fusion ��ӡ�����У���ӡ���ڴ�ӡ��������һ����Ϸ�ĩ��ͨ�����������ڴ�֮����īͷ������ĩ�����ۻ�����ϸ�������������ϡ�Ȼ���������װ���ڴ�ӡƷ���ƶ��������ںδ��������ۼ����²㶼���ۻ���һ�𣬶�����ϸ�����������Ա��ַ�ĩ״����״�������䣬��������ļ�����״����Ҳ�����˶Խ�ģ֧�ֵ���Ҫ����Ϊ�²�֧�ִ�ӡ����������IJ㡣Ϊ����ɴ�ӡ���̣�������ĩ���Լ����еĴ�ӡ�������ƶ���һ�������Ĵ���վ������ɢ��δ���ڷ�ĩ������գ������ظ�ʹ�á�
Multi Jet Fusion ��һ�ֶ�ܼ���������������ҽ�Ʊ���������Ʒ�ȶ����ҵ�еõ�Ӧ�á�

��HP Jet Fusion 5200 ϵ���� HP Multi Jet Fusion 3D ��ӡ���Ķ��ֳߴ����ʽ֮һ����Դ�����գ�
������ĩ������������
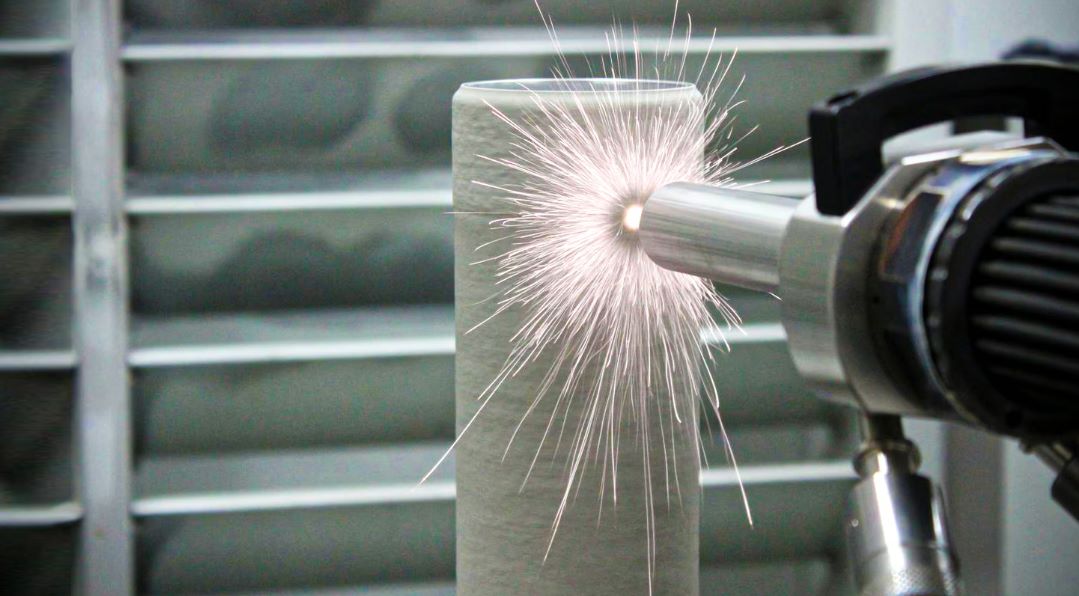
������������ (DED) ��һ�� 3D ��ӡ���գ����������ڳ�����ͬʱ��ǿ��������������ۻ���������㷺�� 3D ��ӡ���֮һ��������������𣬾���ȡ���ڲ��ϵ���ʽ���߲Ļ��ĩ�����������ͣ����⡢���������绡�������١������ȣ��� �ӱ����Ͻ����뺸���кܶͬ�㡣
�ü�����������ӡ��ͨ�������� CNC �ӹ�����ʵ�ָ��ϸ�Ĺ��DED �� CNC �Ľ��ʹ�÷dz��ձ飬��һ�ֳ�Ϊ��� 3D ��ӡ�� 3D ��ӡ�����ͣ���ͬһ̨�����а��� DED �� CNC ��Ԫ�Ļ�� 3D ��ӡ�����ü�������Ϊ��һ�ָ��졢�����˵�С�������������Ͷ���������Ʒ���Լ����ں���ʯ�ͺ���Ȼ����ҵ�Լ����պ��졢���������ҵ��ҵӦ�õĹؼ�ά�ޡ�
��DED ���� 3D ��ӡ�������Կ��ٴ���һ����̵Ľ���������Ȼ����Լӹ����ϸ�Ĺ���
�������������������ͣ���ĩ������������������������ (WAAM)���ߵ�������������������Ϳ
����ϣ����ֽ������߲ĺͷ�ĩ��ʽ
��ߴ羫�ȣ� ��0.1 mm
��Ӧ�ã� ���߶�����/���պ��첿��������ԭ�ͺ����ղ���
�����ƣ��߶ѻ��ʣ��ܹ�������������ӽ���
��ȱ�㣺����������֧�Žṹ�����������ӵ���״��ͨ��������Ⱥ;��Ƚϲ�
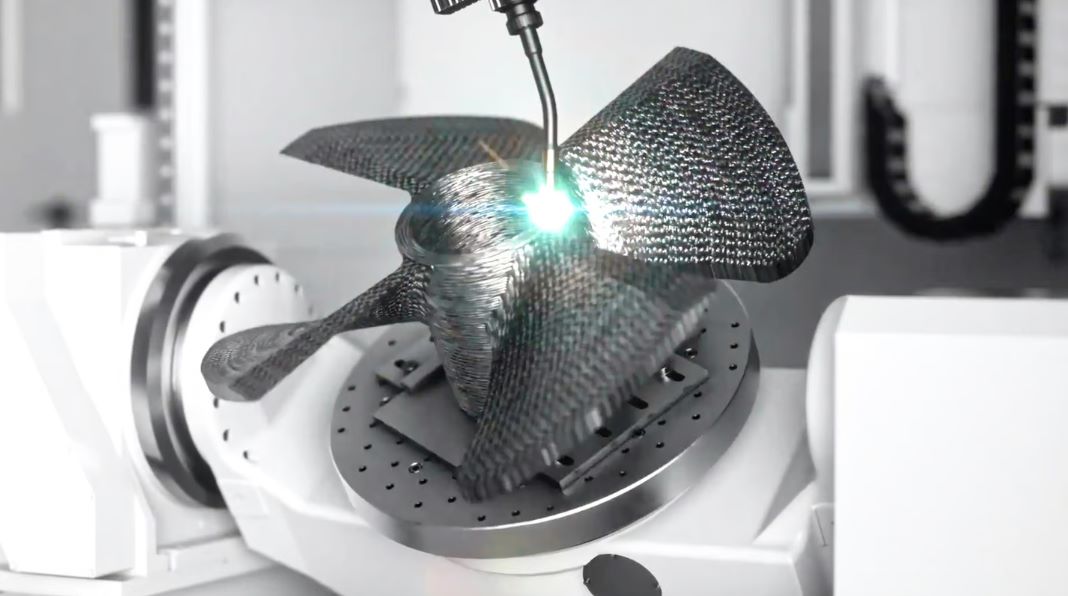
1.���ⶨ����������

��ʹ�ü���ͷ�ĩ������ 3D ��ӡ����
���ⶨ���������� (L-DED)��Ҳ��Ϊ����������� (LMD) ��̾����� (LENS)��ʹ��ͨ��һ�����������ͳ�������ĩ�����˿����ͨ��ǿ��ļ����ۻ�����ƽ̨����������ϡ���������ͼ�����ƶ�������ڶ���ת���ϵ��ƶ�����������ѻ��������ٶȱȷ�ĩ���ۻ����죬���ᵼ�±����������ͺ;������Ž��ͣ�ͨ����Ҫ�����ĺ�ӹ������� DED ��ӡ��ͨ�����г���������ܷ����Ա����������ڴ�����Ӧ�Խϵ͵Ľ���ʱ�����ǻ����Խ�ʹ�þֲ�����������в�����
�ù����г��õĽ�����������֡��Ѻ����Ͻ����ִ�ӡ����ͨ���������߶˺��պ�������������������������ҶƬ����Ҳ������������������

��Meltio M450 ��˿���� DED 3D ��ӡ����Optomec LENS CS 600 ������ĩ���ϼ��� DED 3D ��ӡ���� DMG Mori Lasertec 65 DED �ͷۼ��� DED 3D ��ӡ����
2.������������������

�������� DED 3D ��ӡ
������ DED��Ҳ��Ϊ�ߵ�����������������һ���뼤�� DED �dz����Ƶ� 3D ��ӡ���ա�������������н��еģ������������dz��ɾ����������Ľ�������һ������˿ͨ��һ����������ʱ�����ᱻ�������ۻ������ǵ��������ģ��������γ�һ��С���۳أ���˿����˿�������۳ء��ڴ��������ܽ����ͻ��Խ���������ͭ���ѡ��ܺ����Ͻ�ʱ��ѡ����������� DED��
DED ����ʵ�����ڴ�ӡ�ߴ緽�治�����ơ����磬3D ��ӡ�������� Sciaky ӵ��һ̨ EB DED ������������ÿСʱ 3 �� 9 ������ϵ��ٶ������� 6 �׳�������������� DED ������Ϊ��������������ķ���֮һ�����ܲ����ȷ�ģ���ʹ���Ϊ�������ͽṹ��������������滻�������������ҶƬ��������ӹ�������
���߲ĵ���������3D��ӡ
3.�߿���������
��Gefertec �绡�������� (WAAM) ��ӡ
Wire Directed Energy Deposition��Ҳ��ΪWire Arc Additive Manufacturing (WAAM)����һ�� 3D ��ӡ����ʹ�õ����ӻ�绡��ʽ���������ۻ��߲���ʽ�Ľ�������ͨ����е�۽�����һ��һ��س��������棬�������ת�̣��γ�һ����״��֮����ѡ�����ַ���������ѡ�������������Ƽ���������Ϊ������Ҫ�ܷ��ң����ҿ���ʹ���봫ͳ������ͬ�Ľ�������ʱ����ȫ��ͬ�IJ��ϣ���
��ֱ��������������Ϊ�� DED ��������߳ɱ�Ч���ѡ����ʹ�����еĻ��������˺͵�Դ����˽����ż���Խϵ͡����뺸�Ӳ�ͬ�������ʹ�ø��ӵ����������ƹ����е�һϵ�б�����������е�۵��ȹ�������·�������ּ���û��Ҫ�Ƴ���֧�Žṹ����Ʒ���ͨ���ڱ�Ҫʱ���� CNC �ӹ��Դﵽ�ϸ�Ĺ��������⡣

��Gefertec �� WAAM3D ������������ 3D ��ӡ����
4.����Ϳ
������Ϳ
����Ϳ��һ�� DED 3D ��ӡ�������Գ�������Ϳ������ĩ�����ڲ��ۻ�������½����ǽ������������������������ƻ���Ӧ������ 2000 �������������һֱ������Ϳ�㹤�գ�����������ҹ�˾�ѽ�����Ϳ�����������죬��Ϊ�������Աȵ��ͽ���3D���ո� 50 �� 100 �����ٶȽ��д�ӡ�����Ҳ���Ҫ�������������ҡ�
������ DED ����һ��������Ϳ�����������������ϸ�ڶ��ܺõĴ�ӡ�������������ֱ�ӴӴ�ӡ����ʹ�á�
5.����ֱ����������

������ֱ������������ʹ�� Xerox �� ElemX 3D Һ̬������ӡ���������Ʋ���
����ֱ������������һ�� 3D ��ӡ���գ���ʹ�������ۻ�������ͨ����������Ȼ�����������ڹ����������γ� 3D ���塣�ü������������ 3D ��ӡ�IJ�֮ͬ�����ڣ�����ʹ���ڲ����������ۺ���Ľ���ԭ�ϣ�ʹ�����ɼ�����Ȼ�����ȴ�����ȥ���ۺ��������DED�ô�����������Ҳ���Խ����ڻ�Һ̬ DED �����������䣬������һϵ���������Һ�Σ�Һ̬����ͨ��������������
������ı������ڿ����У����ڽ��� 3D ��ӡ�����ټ���ʹ�������ۻ�Ȼ����������ĺô����ܹ�ʹ�ñ�����DED���ո��ٵ�������������ֱ��ʹ�û��ս�����Ϊԭ�ϣ������ǽ���˿��߶ȼӹ��Ľ�����ĩ��
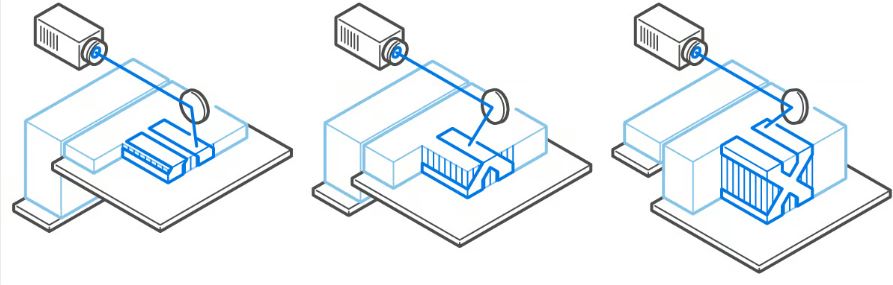
�ߡ�Ƭ�IJ�ѹ
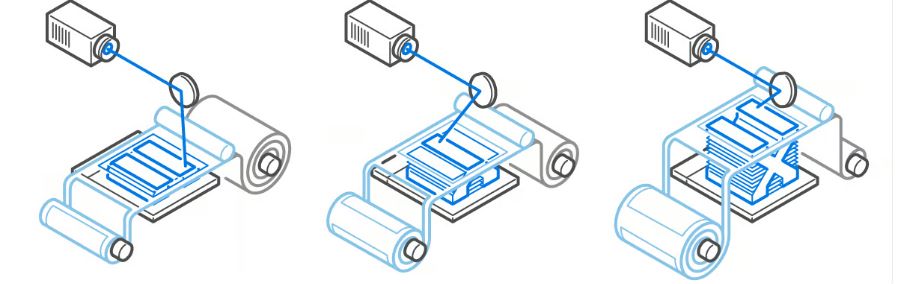
��Ƭ�IJ�ѹ
Ƭ�IJ�ѹ�ڼ�������3D��ӡ��һ����ʽ�������������кܴ�ͬ�����Ĺ����ǽ��dz����IJ���Ƭ�ѵ��Ͳ�ѹ��һ���Բ��� 3D �����ѵ���Ȼ��ͨ����е���и����γ�������״�����ϲ����ʹ�ö��ַ����ں���һ�𣬰������Ⱥ�����������ȡ���ڲ��ϣ����Ϸ�Χ��ֽ�š��ۺ��ﵽ���������������ѹȻ���и��ӹ����������״ʱ�������������3D��ӡ����������˷ѡ�
������ʹ�ñ�Ƭ��ѹ����Խϸߵ��ٶ��������гɱ�Ч��ķǹ�����ԭ�ͣ������ڵ�ؼ������������ϲ��ϣ���Ϊ��ʹ�õIJ��Ͽ����ڴ�ӡ�����л�����
��3D ��ӡ���������ͣ���ѹ�������� (LOM)���������̽� (UC)
����ϣ�ֽ�š��ۺ����Ƭ״����
��ߴ羫�ȣ� ��0.1 mm
��Ӧ�ã��ǹ���ԭ�͡���ɫ��ӡ����ģ��
���ŵ㣺���Կ������������ϴ�ӡ
��ȱ�㣺���ȵͣ��˷Ѷ࣬���������Ҫ��������
��ѹ��������

����ѹ��������
��ѹ��һ�� 3D ��ӡ���������н�����Ƭ�����һ��ʹ�ý�ˮճ����һ��Ȼ��ʹ�õ������ CNC ·���������ֲ������и����ȷ����״���ü������̫��������Ϊ���� 3D ��ӡ�����ijɱ��Ѿ��½����ٶȺ������Դ�����ӡ�
��BCN3D ʹ����֬��ճ�Թ������ (VLM) 3D ��ӡ���գ���Դ��BCN3D��
ճ�Թ������ (VLM)��VLM �� BCN3D ��ר�� 3D ��ӡ���գ��ɽ���ճ�ȹ�����֬�����ѹ����ת��Ĥ�ϡ���еϵͳ������֬�ӱ�Ĥ�������ѹ���Ӷ�������ϲ�ͬ����֬�Ի�ö���ϲ��������ڲ�ж��֧�Žṹ���������δ��ҵ������Ҳ������������һ�ֲ�ѹ3D ��ӡ������
���ڸ��ϲ��ϵ��������� (CBAM)��Startup Impossible Objects Ϊ�����������ר�����ü�����̼�������� Kevlar ���������������ں���һ�������������
ѡ���Բ�ѹ���ϲ������� (SLCOM)��EnvisionTEC���ֳ�Ϊ ETEC���� Desktop Metal ���У��� 2016 �꿪������������ü���ʹ��������������Ϊ�������Ϻͱ�֯��ά���ϲ��ϡ�
ע��3D��ӡ����������ܶ࣬������3D��ӡ��������ߴ����������켼������δ�����г���ȫ����3D��ӡ����
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ������������
 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״��ȵ�����


