ʲô��3D��ӡ�����Ծ۰���������������ԣ�
ʱ�䣺2022-11-19 16:15 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
��������
ME3DP���վ���ʹ�ü��ɱ����������ڸ��־ۺ���IJ��ϵ��ص㡣��е��������ͨ������Ϊ3D�ռ��еĹ�դ�ṹ�����ȶ�����ģ�������Ʒ��ʧ��������ڽ��������ֵġ���ˣ��۲쵽3D��ӡ����������е���ܣ���Ҫ�ɽ�����ճ��ǿ�ȺͿ�϶�ʾ�����
���⣬�³������������۲쵽���¶Ⱥ����³����ٽ��¶ȣ�Tg�������ʱ�䣬����������ճ�ϲ��з���������ɢ�;����̶ȡ�TPU���������ε������Tgͨ��С���㣬��ͨ��������ȴ�����ﵽ�ġ���ˣ�Ŀǰ���������ɢ����ѧ������ʲô�¶��½����������������¸���������������������Ʒ���������п�����3D��ӡ��TPU���ٽ���Ȼ������Ҫ���г����о������˽�3D��ӡ��TPU�����ֳ��Ĺ���-�ṹ-���ܡ�
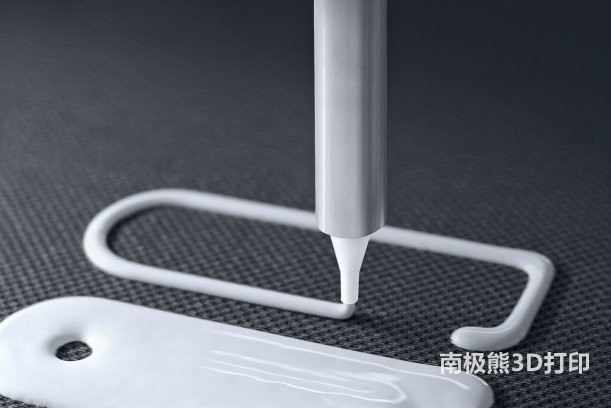
��liquid additive manufacturing (LAM) Һ̬3D��ӡ�������þ۰�����Ϊ���ϣ�ʵ���˽������ӡ����֯Ʒ��
�����о�
�ڱ��о��У��ɾ�������������ɵ���ҵTPU��˿���ö���-1,4-�������Ǽ����������������������ġ������������ڹ��ϳ���ʱ�������¶��趨Ϊ245��C�����б༭��G�������������Ĺ켣��Ȼ��ӡƬ���и����������ʹ��ͨ�ò����豸���CM��3D��ӡ��Ʒ���������ԡ�ʹ�ó�Ϊ��������ǿ��(UTS)��ָ��������ӡ���ϵĻ�еǿ�ȡ�
ɨ���������(SEM)���ڷ�����ӡ��Ʒ�ĺ������̬�����Ŷ���ƫ�������¼���˴�ӡ���Ľᾧ��̬��Ϊ�˼�¼�۲쵽�ij�������ı仯˲̬�¶ȣ�ʹ����Tools+�������ò�ʾɨ�����ȷ�����TPU������ѧ��Ϊ���������£����X��������(WAXD)֤ʵ�˴�ӡ��Ʒ���۽ṹ��
�����۲�
������������������������Χ 223��C �ij�ʼ�����¶ȡ�ģ������������ǰ���Ƶ��¶�˥������Ϊ���ڴ˹����У����ݴ����ȴ��ݣ��ĵײ�ͬʱ�����ȵ�����120��C��ͬʱ�����ڷ���Ͷ������ȣ��۲쵽���³���������¶�Ѹ���½������������¶ȵĻ��ͽ����ʣ�����Ԥ�⣬�ɴ�ֱ����������ij��������ߣ�����֤�������ڲ���������Ľ���㡣���߶ѻ��ṹ����ֵģ����������³����߽Ӵ�����������ʾ���������ϡ�
���֮�£� �ڵ���ȵĽϸߴ���(Tb)����������Ʒ���й⻬�ı��档��ȴ����ɴ�ӡ���̺���Ʒ������Ԥ����״����Tb�ﵽ160��C֮ǰ���о������ʾ����е�������ԡ�����Tb���ߣ������������Ӧ�����ӡ�Ȼ��������������ԵĶ���Ӧ�䱣���ȶ�����һ�Բ�ƽ�����غɷ������߲����Ľ��棬�ǹ۲쵽����������Ե���Ҫԭ��
���Ŷ�ָ�������Tb�������Ž��ʹ�ӡ��Ʒ�Ŀ�϶�ʡ��෴���ϸߵ�Tb��ٽ������νᾧ����ѧ���������������Ӷ����¸����ŵ�����롣�������㹻�Ľᾧʱ��ʱ�������ƶ��� Tb = 100-140��C �´�ӡ����Ʒ�����ֳ�������Ӧ���������ߣ������������������Ӧ����Ӧ�����������ֽᾧ��Ϊ����ˣ������ڸ����������Ժ��������ͬ�Ե�������Ҫ�����ǽᾧ����ѧ����ǿ�Ϳ�϶�ʵĸ߶Ƚ��͡�
�����
��֮������Ӧ�ÿ�������Ŀǰ�ļ�������3D��ӡ����Ʒת��Ϊһ����λ��������̡�����ģ���������������ֻӰ��������IJ㣬���Ը�Զ�IJ�Ӱ�첻��Tb��25��������160��ʱ���������ԴӸ�������ת��Ϊ����ͬ�ԡ�
����������ڳ�˿����ķ�������ص���ȡ��ȣ�����ͨ���ڳ�ͣ��ʱ�������Tb���������ܵ���˵��������ṩ��һ�ִ�ӡ��ǿ�Ȳ����ļ�����ͬʱͻ���˴�ӡTPU�Ļ�е�������ԡ��������ߵ�˵����δ�����Կ��������л�����Դ�Ͷ�����ȴϵͳ�Ĵ�ӡ�����⽫�����ڳ�ԽĿǰME3DP�����ľ����Ժ�ȱ�ݡ�
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ������������
 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״��ȵ�����


