��ϸ�Աȼ��ֹ�ҵ�ۺ���3D��ӡ������VOXELJET HSS��HP MJF �� SLS
ʱ�䣺2022-10-14 10:09 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
���������ľۺ���3D��ӡ�г�����Ѹ�����������йر�����ʾ������2021��ۺ����ĩ����������43.3%�������˹�����֬����Ϊʹ������3D��ӡ���ϡ���ˣ���ҵ3D��ӡ��ԭʼ�豸������֮��ľ����������κ�ʱ��Ҫ���ң������սᣨHSS�����������ں����䣨MJF����ѡ���Լ����սᣨSLS���ȼ�����������ҵ���˳�ֵ�ѡ��
HSS���������������ѧ��NeilHopkinson��Ӯ����˾��Sylvia
Monsheimer��21���ͳ�ͬʱ�����ģ���һ�ֻ��ڷ�ĩ��3D��ӡ���գ�������ճ�ϼ����䣬������ٵĴ�ӡ�ٶȺʹ��Ͳ�����������������������2016��ü��������ҵ������������voxeljet�Ѿ��������Լ���HSS�汾������2017���Ƴ������һ̨HSS3D��ӡ�����˺ù�˾��VX200
HSS��VX1000HSS�ȼ�����HSS������3D��ӡ����ʵ�����Ʒϵ�С�ͬ����MJFҲ��ճ�ϼ������������µ�һ�����������˾Ϊ����ԭ�ͺ��ն������ṩ���̼��ľۺ��ﲿ����������������Ʒ����ҵ����Ӧ�á���HSS��MJF��������ī�Ĺ��գ���ͬ��SLS��һ�ּ����ĩ���ۺϵ���ʽ���÷������ø߹��ʼ�������ɨ��ϵͳ���ھۺ����ĩ����3D��ӡ������������й��ն��������Ƶ����Ժͱ��洦������Щ�ۺ����ӡ��������Ϊ�������ֵ���������ټ����ڱ�ƪ�����У����ǽ����������ּ���������ȥ������������֮����ʲô��ͬ��
��voxeljetVX1000 HSS��ͼƬ����voxeljet��
��ī��ӡ֮����HSS��MJF
��ô��HSS����ι����ģ������Ƚ�һ�㱡���ľۺ����ĩͿ��һ�����ȵĹ���ƽ̨�ϡ�Ȼ����ī��ӡͷ��ƽ̨���ƶ��������ⷴӦīˮ���䵽��ĩ����ѡ������һ����¶�ں�����£�ע��īˮ�ķ�ĩ�ͻ������������սᲢ�ںϳ�һ������㣬����δ��ӡ��������Ϊɢ�ۡ�Ȼ����ƽ̨�����ͣ��µķ�ĩ�㱻�����������������ظ���ֱ��3D�������ӡ������
MJF���������HSS���ơ���HSS���շdz����ƣ�MJF�漰��һ�����շ����Һ�壨�ֳ����ڼ������䵽�ۺ����ĩ����ijЩ������������ı߽磬��������ӡ��������һ�ֳ�Ϊϸ�����ĸ���Һ�������ȴ��һ��������ɣ�����һ�������������������������ʹմ�н�ϼ��IJ����ںϡ���ϸ��������ı߽��ֲ��ںϡ�����voxeljet��VX1000��ӡ���ľ�ߴ�֮�⣬�����ּ�������Ҫ��������ʹ�õ�Һ��������HSS����Ҫ�ڶ�����ȴ������Ϊvoxeljet��3D��ӡ�����Զ������ƽ�Ϻ�δ��ϵķ�ĩ���ϵ��¶ȡ�����ͨ��ʹ�����ֲ�ͬ�����ĺ��ⷢ������������һ�㣬����ζ�Ų���Ҫϸ������ʵ�־�ȷ�ı�Ե���塣
������ϸ������MJFӵ��1200dpi�ķֱ��ʣ���HSSֻ��360dpi������������ֱ��ʵĹؼ�������Ȼ�Ƿ�ĩ�����ȣ���������������£����ߵ���ͷ�ֱ��ʲ���һ����ζ�Ÿ���ȷ���������ʵ�ϣ�����HSS��Һ�αȵ����ۺ��ᄃ����ͨ��Լ55�����Դ������ܹ���ȫ���Ǿ���֮��Ľ���㣬������ս�ķ���������Ҫ��
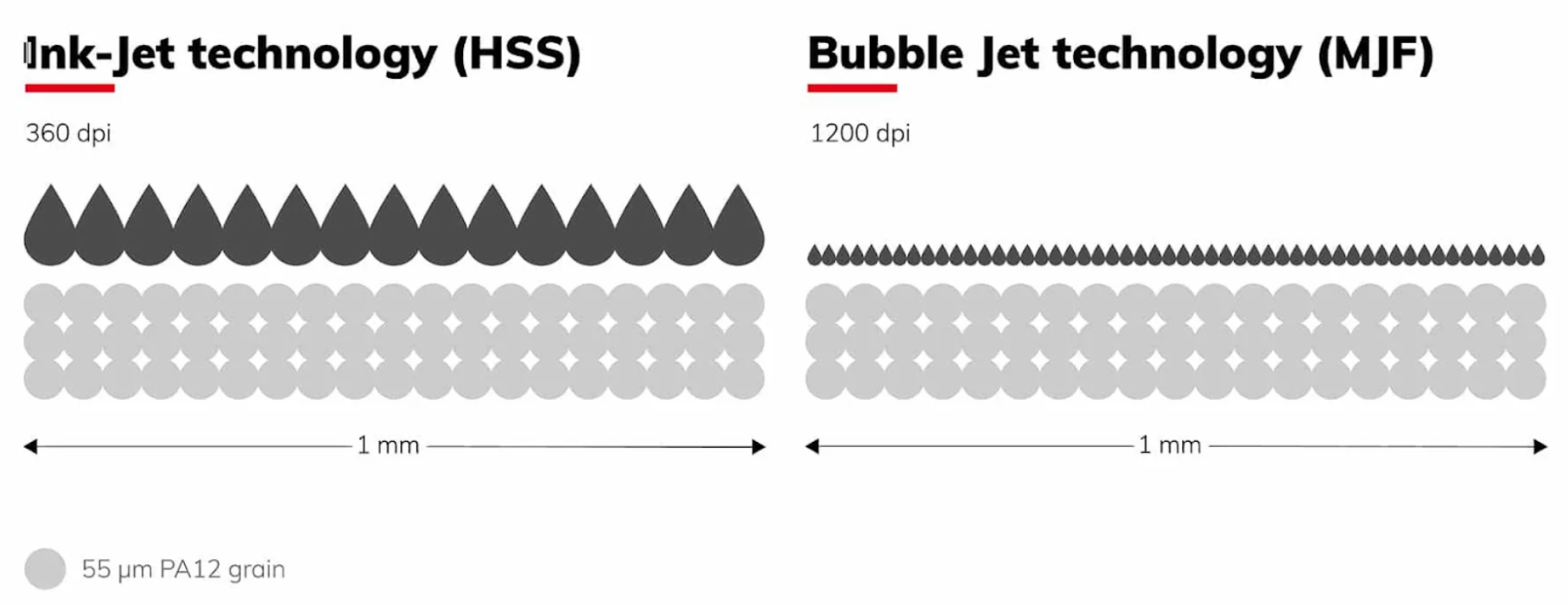
��HSS��MJF�ķֱ��ʱȽϡ�ͼƬ����voxeljet
��һЩ�ؼ��������������MJFϵͳ��������Ϊ380 x 294 x 380���ף���voxeljet
VX1000 HSS���ص���1000 x 540 x 180���ף�����PA12�����ڴ�ӡ�ٶȷ��棬VX1000
HSSҲ���Լ������ƣ����ٶ�Ϊ7300cm3/h����һ���棬��������ߵ�MJF 3D��ӡ���Ĵ�ӡ�ٶ�Ϊ5058cm3/h�������ֹ��յ���һ����Ҫ������HSS��3D��ӡ�Ŀ�Դ������Voxeljet�Ŀͻ��ܹ����ɷ������ǻ��������й��ղ����������ϰ��ؽ����ǵĹ�����Ӧ�Լ��IJ��ϡ������û�ֱ������Ϲ�Ӧ��̸���Լ��ķ�ĩ�۸�����Դ���ʡ�ɱ������ݵľۺ����嵥�ܳ�������PA12��TPU��PP����Щ������ҵ���Ļ����еġ����⣬�ɹ��ĸ�����֤����PA613��PEBA��EVA�����֮�£�MJF 3D��ӡ���ܹ��ӹ�PA12��PA11��PP�������ּ�����������δ��ӡ�ķ�ĩ���Ͻ��л��պ��ټӹ���
��MJF3D��ӡ���Ĺ����ҡ���Ƭ����Protolabs��
��SLS 3D��ӡ���ӵ������
Ϊ��ȫ����������ǻ�������ζԱ����ἰSLS 3D��ӡ��SLS��ά��ӡ�������������ģ����������������ĵ�һ��Ķ�ά����ɨ�赽��ĩ���ϣ��Ⲣ����ȫ���ڻ���ĩ�����ǽ�����飬ʹ���ںϳ�һ������㡣һ����һ����ɣ�����ƽ̨�����ƶ�����ʹ��Ϳ��������еķ�ĩ��������һ�㱡�����ȵIJ��ϡ����ִ�ӡ����Ϳ��ѭ��һֱ�ظ�������������ɡ�����SLSϵͳ���Դ�ӡһ��Χ�ڵ������Z�߶ȵĴ�ӡ�ٶ�ԼΪ48����/Сʱ��ȡ���ں��ӵ������ʣ�����ĩ��������̬ϵͳ��3D��ӡ��ҵ�����Ƚ���ϵͳ֮һ������ζ�Ž���Ĺ�ҵ��SLSϵͳ���Լ���������ʽ�ľۺ����ĩ�������PA6��PA11��PA12��TPU��PP��PAEK��PEEK���Լ����ࡣ

��EOS��ҵ�ۺ���3D��ӡ���Ĺ����ҡ���Ƭ����EOS��
HSS vs MJF vs SLS�������
Ϊ������ÿ��3D��ӡ�����Ļ�е���ܣ����ǿ���һЩ��һϵ�й�Ӧ���ṩ�����ǵ�����������ݡ���Щ���ݺ�����ÿ�ּ������ܹ�15��������Թ�����Ʒ��5����X���ӡ��5����Y���ӡ��5����Z���ӡ����ÿ��������PA12 3D��ӡ��������ISO 527�����в��ԡ����ȣ�Ϊ��ȷ�����־ۺ����ӡ�����ܲ�����ǿ����������ǿ�һ��ƽ����������ǿ�ȣ�UTS��������һ�������ڶ���֮ǰ���ܳ��ܵ������Ӧ��������һ�ֱ����У���SLS��ӡ������ƽ��ǿ����ߣ�45.17MPa���������MJF��43.10MPa����Ȼ����HSS��40.60MPa���������ּ�����Ӧ���������غɷֱ�Ϊ1885.01N��1782.7N��1659.1N��
��Ȥ���ǣ���voxeljet�Ĺٷ�PA12���ݱ��У�XY��UTSֵΪ52��+/-1��MPa��Z��UTSֵΪ46��+/-2��MPa��������ֲ����ԭ���ǣ��������ݱ��и�����������ָ��Ի�е�����Ż��Ĺ��ղ����Ĵ�ӡ�����֮�£�Ϊ���о���ӡ�Ĺ���������Ծ��Ⱥ�ϸ���Ż��IJ�����ӡ�ġ���ˣ��ͻ�����ѡ��������Լ���Ӧ�ý����Ż��Ĺ������ӡ���������voxeljet�ṩ�Ŀ�Դ������һ�µġ�
������������ģ�������Ǻ�������նȵ�һ��ָ�ꡣ����ģ��Խ�ߣ���ζ�Ų���ԽӲ���ڵ��Ը�����ֻ���������Σ�������ģ��Խ�ͣ��൱�ڲ����ĵ���Խ���ڸ�����Խ����һ�Σ�HSS���������Ӳ�IJ�����1.82GPa���������SLS��1.73GPa����MJF��1.43GPa����
��������ж����쳤�ʣ�����һ����չ�ԵIJ������ò�����ʾ��һ������ڶ���֮ǰ���Ա�������٣�ռ��ԭʼ���ȵİٷֱȡ���Ȥ���ǣ���XYƽ���ϣ�SLS��ӡ�������չ����ã�17.53%���������MJF��16.87%����HSS��8.88%����Ȼ������Zƽ���ϣ�MJF������������չ�Բ�����14.40%���������SLS��9.32%������HSS��6.36%����
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ������������
 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״��ȵ�����


