3D��ӡ��G-Code����֪ʶ
ʱ�䣺2021-11-24 13:31 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
����������ѧϰһ���µ�����һ�������������ʹ��3D��ӡ��������CNC�������˽�G-Code�Ĺ�����ʽ�Լ�ijЩ˵���ĺ��岻�����Խ����ӡ���⣬�����Ը��������Զ����ӡ��
G-CODE�����Ǹ�����������Ҫ��ʲô�ķ�ʽ����1950�����������һֱ����������ʹ����㷺�ļ�������ر�����ԡ��������벻�õ��ģ���Ϊ���������뵽���������֮һ���ڴ����3D��ӡ����ʹ�õ���ʽ�У�û��ѭ����û��if��䡢û�����Ż��κ��������ڵĶ��������������Ƭ������һ��ģ�Ͳ����ı��༭���д����ɵ�G-CODE�����ῴ����ֻ��3D��ӡ���̼���ȡȻ��ִ�е������б�������ִ�У���
��PrusaSlicer�е�G-CODE���ӻ�
�����У�������3D��ӡ�������G-CODE����Marlin�̼����ݣ���ʹ���ܹ�����95%��3D��ӡG-CODE����������д���RepRap�̼��Ĵ�ӡ�������Mach 3��CNCϵͳ���ļ���������۽�����ͬ�ģ�����ijЩ�����ִ�в����������в�ͬ��
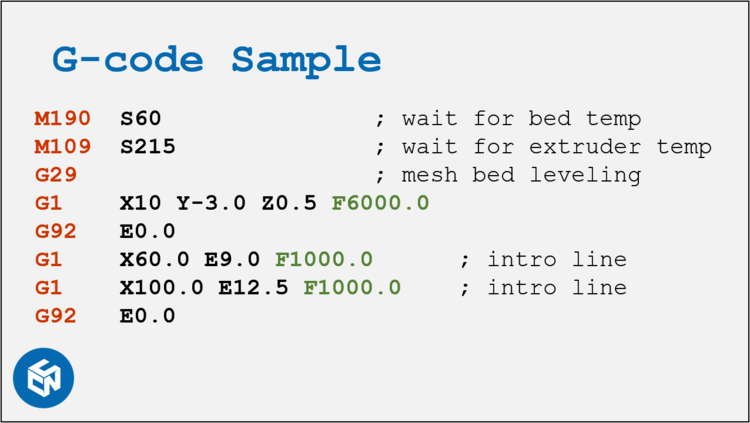
��Marlin G-CODEʾ��
��ô������������Marlin-G-code������֮ǰ��˵��������ļ��Ŀ�ͷ����β���д�������Щ�ļ�ͨ����һ������һЩ������Ϣ�ı�����ɡ�������������������Ƭ�����Զ���Ŀ�ʼG-CODE��Ȼ���Ǵ��н���G-CODE��ӡ���ͨ������һ������������Ƭ�����õ��ı��顣��������DZ��������ļ���������������յ���ӡ�dz��õ�G-CODE�ļ����ⲿ�ֻ����dz����á�ijЩ��Ƭ��������������G-CODE�ļ��������������������ļ�������ͨ���ǽ���G-CODEҲʹ����ͬ����Ƭ���������ܹ�ʵ�֡�
ע��
������Dz鿴��������ÿ飬�����Ѿ����Կ���һЩ��Ҫ�Ķ�������Щ��ͨ���Էֺſ�ͷ����һ�еĿ�ͷ��һ���ֺ���ζ������һ��ע�ͣ��������ᱻ�̼����ԡ�ע�Ͳ���ռ�����У������ڳ�����������ӣ���ߴ���Ŀɶ��ԡ���Ƭ�����ᾭ������ע�ͣ��Ա��������ɵ��ҵ�ij��ͼ���ij�����ܡ�Ϊ�������ԣ�����CNCG-CODE����һЩ�̼�֧�������е�ע�ͣ��������ַ�����ʹ�á�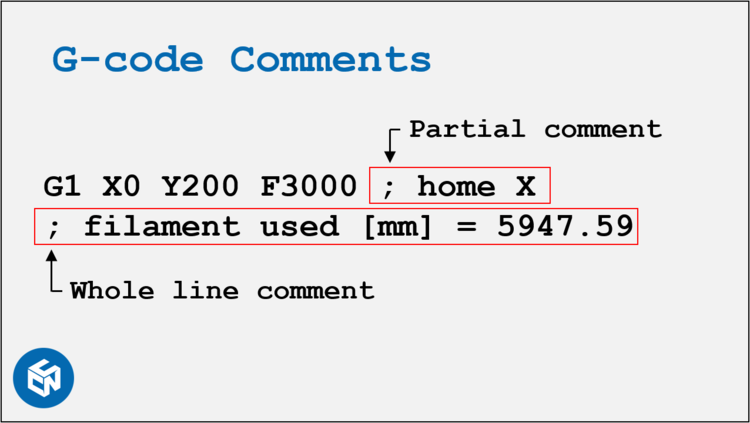
��G-CODE�е�ע��
�䷨
��������G-CODE���������ÿ���������ĸ��ͷ��G���������ͨ���������˶���ص�����M���Miscellaneous
commands��ͨ�����ڸ������û�ִ�в�������������ִ�����һ���ض��������������G-CODE�������������һ����������ĸ��Ȼ���Dz���ֵ��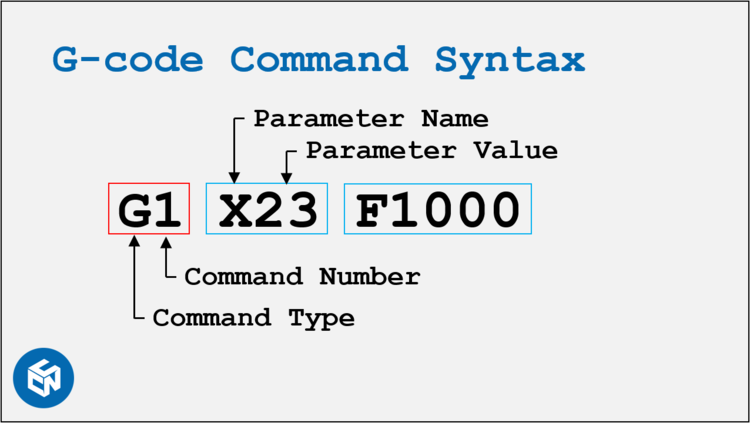
��G-CODE�䷨
G0 & G1 - ֱ���˶�
�����Ǵ������G0��G1���ʼ��������������˶���XYZ��������������Ҫ�ƶ���λ�ã�E�����˼����IJ�������F�����˽�������ͨ���Ժ���/����Ϊ��λ��G0��G1����Ҫ�������ֵ������ֻ������һ�Σ�״̬��һֱ���ڣ�ֱ�������ġ��ڹ�ȥ��G0���ڲ���Ҫ���ȵĿ����ƶ�����G1�Ǵ�һ��λ�õ���һ��λ�õ�Э�������ƶ���Ȼ����Ŀǰ��3D��ӡ���ϣ�G0��G1������ͬ��Լ���׳ɵ���G0�����н��˶���G1���ڲ��ϼ������˶���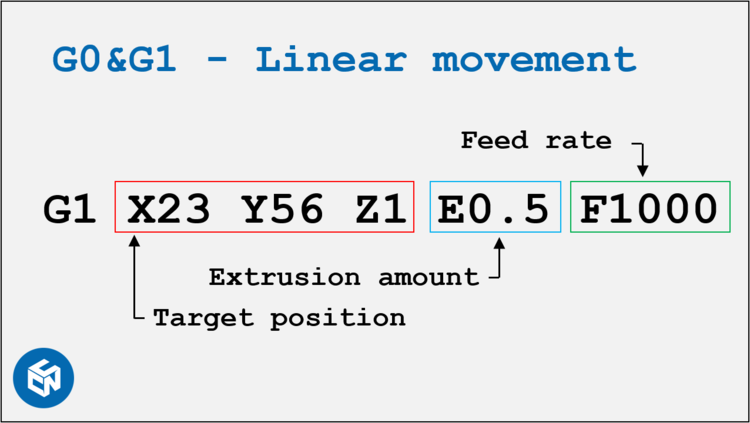
��G0 & G1 - ֱ���˶�
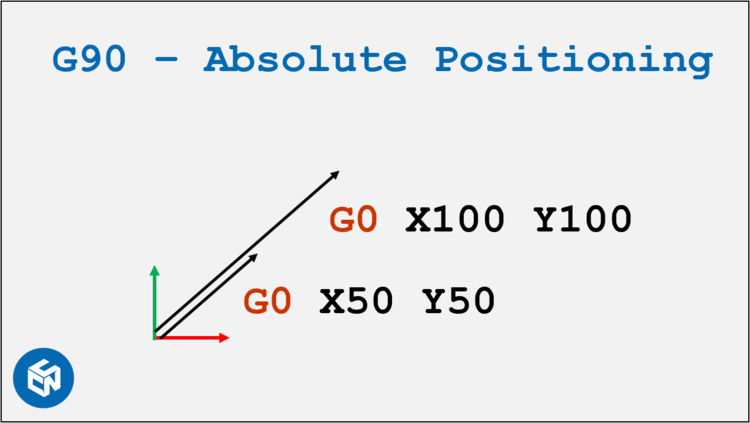
G90 & G91 - ��λģʽ
��G0��G1��ص�һ���dz���Ҫ���������G90��G91����Щ����λģʽ����Ϊ���Ի���ԡ����������G90���������˶����ǵ���ӡ������ϵ�еľ���λ�á�����G0X50
Y50����ӡͷ�ƶ���X50 Y50����G0 X100Y100����ӡͷ�ƶ���X100 Y100��
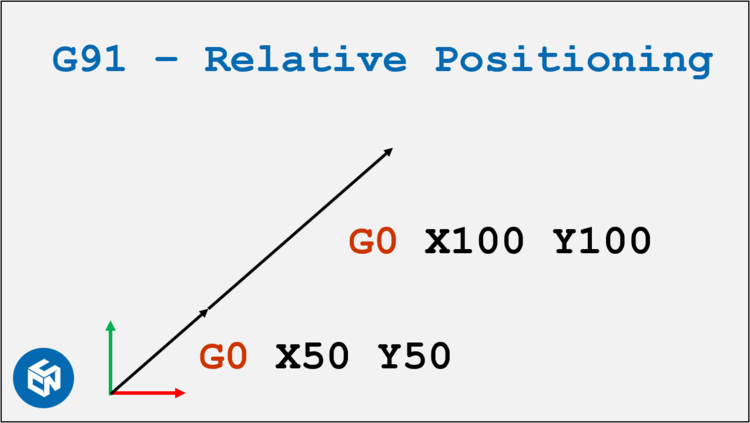
�����Զ�λ
���������G91���������˶�����������һ��λ�á���ˣ�������Ǵ�ԭ��X0Y0��ʼ������G0 X50 Y50����ӡͷ���ƶ���X50Y50�������������֮����G0 X100 Y100����ӡͷ��ִ�������ƶ�����ͣ����X150Y150��
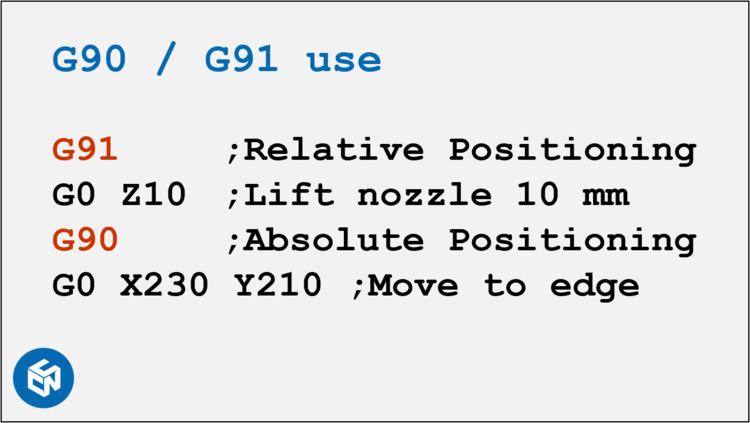
�����/������λ
G-Code�ļ��еĴ��ƶ�����ʹ�þ��Զ�λ��ʵ�֡���Զ�λ�������õĵط��ǣ����磬��G-CODE�����ϣ��������Ӵ�ӡ����̧���ƿ�����ˣ����������ͺŸ߶���Σ�G91��G0Z10ʼ�ն�����ӡͷ����10���ס������ţ���G90�л��ؾ��Զ�λ�����Խ������ƶ�����ӡ���ı�Ե��
�������ű�ʾ����̧�����첢�����ƿ�
M82 & M83 - ��������λģʽ
���ӡ�ƶ���صĻ��������M82��M83�����ܿ������е���֣����IJļ�������3D��ӡ���ĵ�4�ᣬ���ҿ��ԴӾ��Զ�λ����Զ�λ�ֱ��л��������˶���һ����M82������Ϊ����ģʽ��M83����Ϊ���ģʽ����������Ҫ����ʹ�õ���Ƭ����ƫ�á�CURA��Ҫ�Ծ���������м�ѹ�������M82�����PrusaSlicerĬ��ʹ��M83������Լ�ѹ���������������У��ۻ����������һ����������������۲����Ƿdz���Ҫ�������������ϲ�����ַ��
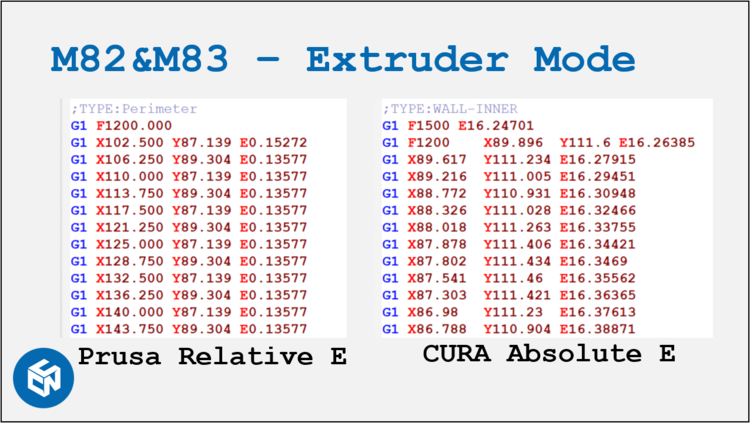
����ͬ��Ƭ����ʾ��G-CODE
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ������������
 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״��ȵ�����


