�ɻ�������ȫ���˽�3D��ӡ����

��������
��֪�����٣�
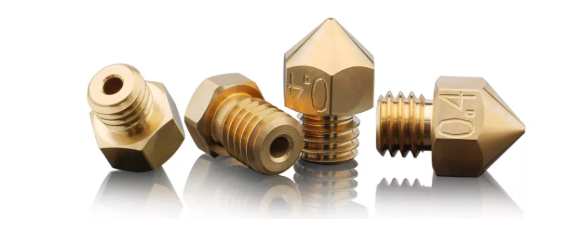
���Ƕ�֪��������FDM�����ڳ������ͣ�3D��ӡ�豸��ʮ����Ҫ���㲿��֮һ�����ܴ�̶��Ͼ�����3D��ӡ��Ʒ��������
��������һ�����죬���Ļ����ṹ�������Ƶġ�����ȿ��������ӵ����ƶˣ�һ�������õĶ���M6��1�����ƣ���һ��Ҳ�������Ƶ����졣
���ڲ�ж����������棺�����ǡ�С���ǡ�
����ڣ��̺�����ڡ���������ڡ�
�̺��������ڴ�ӡ�����лὫ˿��ѹƽ����õ����⻬����ڣ�
���������ڴ�ӡ�������ܹ����Ӿ�ϸ��ԭ��ӡ����ϸ�ڵ㣬�����ڻ��涥�˴�ӡ��������ԡ�


Ϊ�����㲻ͬ�Ĵ�ӡ�ٶȺʹ�ӡ����Ҫ������Ŀھ���0.1-2.0�Ķ��С��ɹ�����ѡ��ĺIJ�ֱ����1.75mm��2.85mm��
���ٶȾ�Ҫ��������ѡ������죬�Ⱦ�Ҫ�����ٶ���ѡ��С���졣
�����ڼӹ�������Ҫע���ڿױڵĴֲڶȣ�һ���0.3-0.8���ݼӹ��豸���ȺͲ�Ʒ����ѡ��
�������ƶ���һ��Ҫ��֤ˮƽ���ȣ���Ϊ���ƶ���Ҫ�ͺ��ܶ����ܷ�ɣ���ֹ���ںIJĵ������


����IJ��ʺʹ������պܴ�̶�Ӱ������������ܺ��������ڡ�
����������ܽ���
����ϵ�����ֳ��ȴ����ʣ������ں�������ֱ�Ӵ�������������������ϵ��Խ�ߣ������������ٶ�Խ�죬������ȵ�ʱ��Խ�̡�
������ϵ����ָ���������¶ȸı������������������ϵ��Խ�ͣ�������α�ԽС��������ϵ��Խ�ߣ�������α�Խ��
Ī��Ӳ���������������Ӳ�ȣ�Ī��Ӳ����ֵԽ������Դ�ӡ�IJ���Ӳ��Ҳ��Խ��
��ߴ�ӡ�¶ȷ�ӳ�����ܹ����ܵ���ߴ�ӡ�¶ȡ�
��ͭ����
Ī��Ӳ�� ��3.0
��ߴ�ӡ�¶ȣ�300��
����ϵ����105w/m.k
������ϵ����18.0��m/m.��
Ӧ�ù㷺���Լ۱ȸߣ�������PLA��ABS��TPU��PA��PP��PC��ASA��Nylon��PETG��PVA��HIPS�ȳ���IJĵĴ�ӡ��
ͭ�Ͻ�����
Ī��Ӳ�� ��6.0
��ߴ�ӡ�¶ȣ�500��
����ϵ����330w/m.k
������ϵ����16.7��m/m.��

���£������ڳ���IJ�֮�����PEEK��PEKK��PEI��PSU��PPSU�ȸ��ºIJĵĴ�ӡ��
���������
Ī��Ӳ�� ��5.0
��ߴ�ӡ�¶ȣ�350��
����ϵ����16w/m.k
������ϵ����6.0��m/m.��

ʳƷ��Ӧ�ã�������ʳƷ������ҽ�Ƶȵ�3D��ӡ��
Ӳ��������
Ī��Ӳ�� ��7.8
��ߴ�ӡ�¶ȣ�500-650��
����ϵ����22w/m.k
������ϵ����18.0��m/m.��

��ĥ�����£������ڳ���IJ�֮�⺬��̼��ά���֡�ľ�ġ�̼�����ٺ������ϵ���ĥ���Ӽ��ĸ��ϺIJĵĴ�ӡ��
��ʯ����
Ī��Ӳ�� ��9.0
��ߴ�ӡ�¶ȣ�550��
����ϵ����45w/m.k
������ϵ����5.3��m/m.��

�������кIJģ�����ĥ�����¸��ٸ�������
̼��������
Ī��Ӳ�� ��8.5-9.0
��ߴ�ӡ�¶ȣ�550��
����ϵ����164w/m.k
������ϵ����4.5��m/m.��

�Ӵ�ӡ�����PLA��PEEK�ٵ�̼��ά��ǿ����ʵ�ֳ����ȶ���ӡ��
�ѺϽ�����
Ī��Ӳ�� ��195HB
��ߴ�ӡ�¶ȣ�550��
����ϵ����130w/m.k
������ϵ����3.1��m/m.��

��Ӳ�ȣ���ĥ���������������ʺ���ĥ���ϵĴ�ӡ�ϡ�
������
Ī��Ӳ�� ��7.0
��ߴ�ӡ�¶ȣ�550��
����ϵ����15w/m.k
������ϵ����8.3��m/m.��
�������ɸ��ٸֺͷ��Ͻ������ɣ��ɴ�ӡĥ�ϣ����� NylonX��NylonG������������ҹ�� PLA���������赣������ĥ��
�����ǹ���ʦѡ��������ϱ���Ҫ���ǵ����⡣�������������س�������ʦ��Ҫ���������ʵ����;����ʹ����һ�ֲ��ϡ�
һ��Ӳ��Խ�ߵ������ʺϴ�ӡ��ά��ϸС�������ĺIJģ���̼��ά��ӫ��IJĵȡ�
�����¶�Խ�ߵIJ��ʣ��Ϳ��Դ�ӡ���ºIJġ�����ϵ���ߵIJ������Ȼ���ȣ��������˳������˿Ҳ�١�

������ϵ�������������ʹ�����������ڸ��»����¹�������ᷢ�����Σ���ϵ���������ʹ���������ӳ���
����һЩ�Ȱ����µĹ���ʦ�Ŷӿ�����ͭ�Ͻ�ͱ�ʯ�������������ۼ۴ﵽ150��Ԫһö��

����IJ��ʾ����꣬���������DZ��洦���ˣ�һ���ͭ�Ͻ�������洦�����õ�����Ϳ�㹤���������������Ĺ���Ӳ�ȣ�����Ħ��ϵ����ʹ�IJIJ���ճ�����졣
���洦�����ջ���DLCͿ�㡢������Ϳ�㡣���߾��ܵõ����͵�Ħ��ϵ������Ӳ�ȸ��ߵı��档
����FDM�ķ�չ��������Ҫ��������ȥ����˽���������
��Դ��������ά
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ���� 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

