FDM 3D��ӡ����ͷ����顤��������
ʱ�䣺2021-06-30 10:43 ��Դ��������� ���ߣ�admin �Ķ�����
����ƪ�У����Ƕ�FDM 3D��ӡ������ͷ�ṹ�����˽����Լ���Դ�ԵĶ�ͷ���������û�������ѿ��Ե��ǰ����
�ڴ�ƪ�У����ǽ��������������������⣬�����߶����õĶ�ͷ�������������������������ʱ����ζ�ſ�Ҫ��ͷ�ˣ�
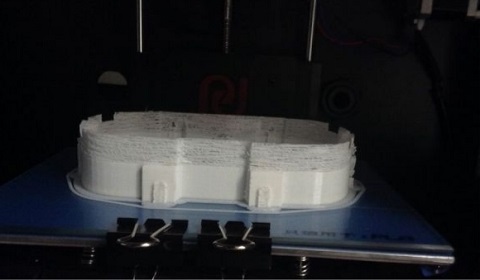
���ڻ���ƽ̨�ϳ������ࡰͷƤм�����Լ��ᷢ���������ա��������������������ͷ����ǰ���ᷢ���������������������������˿����һ�µģ�����˿����������û����˿ʱ���������Ի����������ٶ����ϣ�����û��˳���ͳ������¼������ֲ�ͣ�����ϣ��ںIJ�˿���ٳ�һ�����ݣ�������м�����յ��³���ʧȥ���������㣬û�����ϡ�
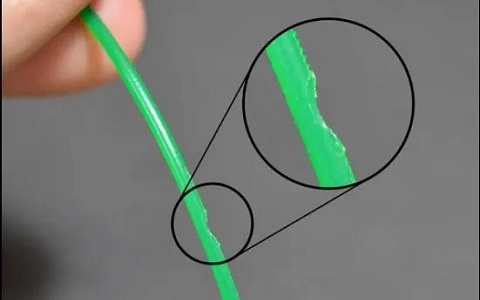
����ͷ��δ�Ŵ����м���ʱ������˿�dz�ϸ���߲����ȣ��и����Ǽ����������⣬���ʱ��ʱ������������������ͷ�ڲ���˳�������ʣ�������˿���ɵ���������ʱ��һ�����������ĥ��������ɵġ�
������ɶ�ͷ��ԭ��������
�ٺIJġ��¶ȵIJ���ȷѡ��
��ͬ�IJ��в�ͬ�Ĵ�ӡ�¶����䣬����ƪ��˵�ģ���ͷ���ڻ�������ʵ�̣ܶ����ʹ���˲���ȷ���¶ȣ����ᵼ�ºIJ�û����ʱ�ڻ����������¼��������ϣ�û���������ϣ�ͬʱ���ִ�ӡȱ˿ȱ�ϣ������ߵ��¶Ȼ�������ݣ��IJĹ������͵�����������ܡ�
ͬʱ��һЩ��Ϊ���ʵĺIJģ����ʽ϶࣬Ҳ�dz�����Ӱ���ڻ�Ч�����Ӷ����¶�ͷ��
�ڵ�ƽ�����С
������ͷ��ƽ̨��ƽ�ľ����Сʱ���ͻᵼ�²��Ӵ�ƽ̨ʱ��˿��������ӡ��һ���ʱ�dz��Ѽ��������ֶ϶�������˿ ���dz�����˿��������˿��������Ҳ�ᵼ�¼��������ϡ�
��װ�估��������ȷ
��������ƪ��˵�ģ������ͷ����װ�����װ�䲻��ȷ���ᵼ�ºܶ�ͻ���ֳ�˿��ϸ�������ϵȶ�ͷ�����
�����ʾöѻ���ĥ��
����ʹ���£���ͷ�ڲ��ϻ����ѻ����ʣ��Լ����챻ĥ��Ҳ�ᷢ����ͷ�����Ǻ�������ʹ�������һ���ǿ��ʹ����1-2���¾���Ҫ������ͷ��
��ͷ����ô������
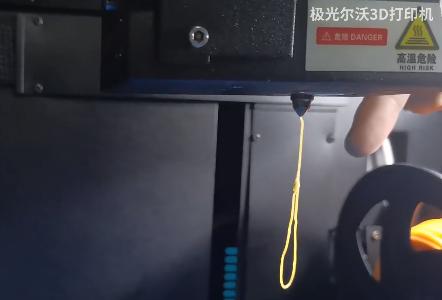
�ټ���¶��Ƿ�λ�����¶�û�����Զ�ͷ��������240�ȣ�
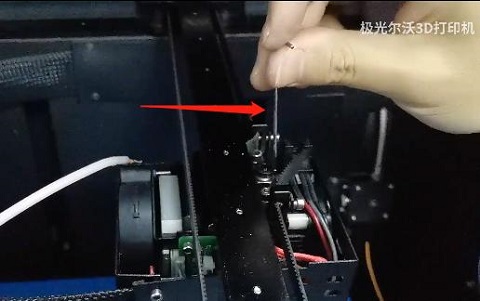
��ȡ����ͷ�˵��Ϲܣ���ѹס��������ť���ֶ���ס�IJ��������Ͽ���ͷ�Ƿ��˿�����˿����������Ҫ��鼷�����ij����Ƿ�ĥ���ݷ챻�IJ���м���������˿���������ͷ���£�
�۳����ܷ����ϣ���������ϣ����˳��IJĺ������ӣ�ʹ���䱸����С�����ǰ��֣��������ӿڶ���������ͱ�����ͱ�����ֺIJģ������½���IJģ��ֶ�����ֱ����˿���ȣ��������ͱͨ�Լ������ϣ���Ҫ������ͷ��ж��
�ܲ���ͷ��������ͷǰ����Ҫ����������ͷ������ͨ�������������֡����Ͽס��������ܵȽ���������ȥ����м�����ۣ��ٽ�����ȷ����ͷ��װ��
�������Ǽ���-��ͷ��������¶�ͷ������ͨ�ý���취���ܰ�����ҿ��١������Ų������Լ�����Խ�������ǻ�����ܸ���ʵ�øɻ�����ӭ������ע��
������Դ�����ⴴ��3d��ӡ��
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ������������
 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״��ȵ�����


